Search Results (Searched for: )
- andypugh

18 Oct 2025 22:09
Replied by andypugh on topic Sliding Head Lathe for sale - maybe grate devlopment tool for linuxcnc ? UK
Sliding Head Lathe for sale - maybe grate devlopment tool for linuxcnc ? UK
Category: User Exchange
- JT

18 Oct 2025 21:35
- vre
- vre
18 Oct 2025 21:07
- robh
- robh
18 Oct 2025 20:12
- robh
- robh
18 Oct 2025 20:05 - 19 Oct 2025 16:11
- Mag20011
- Mag20011
18 Oct 2025 19:42
Replied by Mag20011 on topic Hermle UWF 700 Retrofit
Hermle UWF 700 Retrofit
Category: Milling Machines
- Hakan
- Hakan
18 Oct 2025 19:33
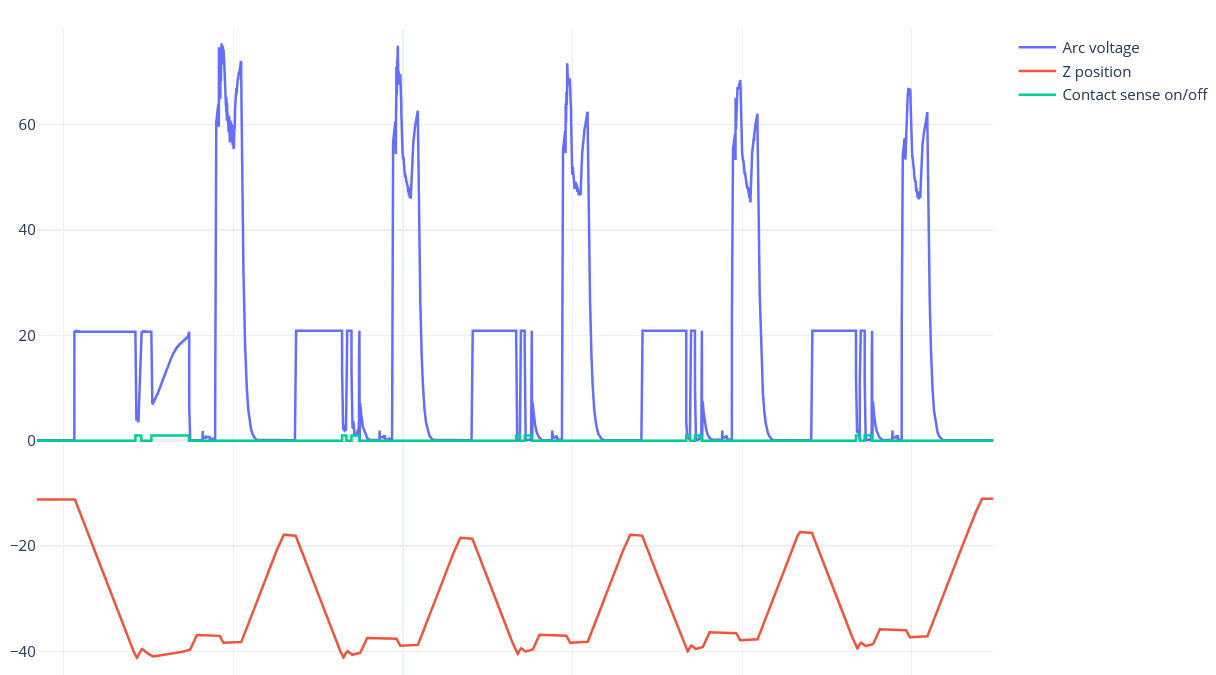
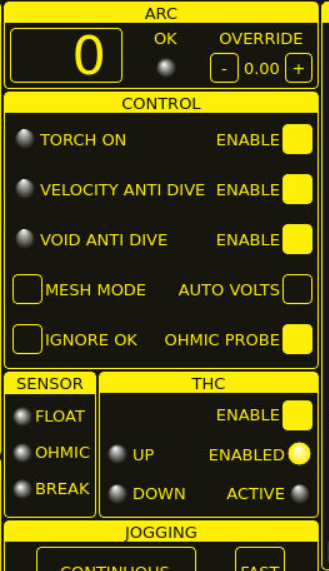
Replied by Hakan on topic Ohmic sensing with IPTM-60
Ohmic sensing with IPTM-60
Category: Show Your Stuff

- Hakan
- Hakan
18 Oct 2025 15:53
Replied by Hakan on topic Ohmic sensing with IPTM-60
Ohmic sensing with IPTM-60
Category: Show Your Stuff

- Will_cnc
- Will_cnc
18 Oct 2025 15:10
Replied by Will_cnc on topic EL8 - Rehoming axis goes max speed ignores machine and driver limits
EL8 - Rehoming axis goes max speed ignores machine and driver limits
Category: EtherCAT
- tommylight

18 Oct 2025 13:52
Replied by tommylight on topic Linux_Mint_22.1_LinuxCNC_2.10.iso
Linux_Mint_22.1_LinuxCNC_2.10.iso
Category: Installing LinuxCNC
- tommylight
18 Oct 2025 13:50
")
- unknown
- unknown
18 Oct 2025 13:45
- f355

18 Oct 2025 13:29
- andypugh
18 Oct 2025 13:15
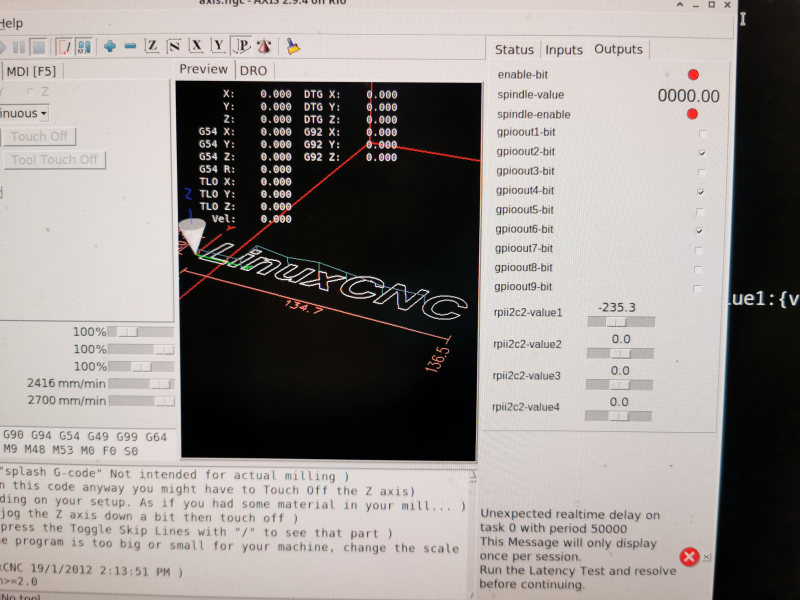
Replied by andypugh on topic Axis configuration not fully working on 2.9.6
Axis configuration not fully working on 2.9.6
Category: AXIS
- meister
- meister
18 Oct 2025 12:19
Raspberry PI4/5 I2C support for non realtime IO/ADC/LCD was created by meister
Raspberry PI4/5 I2C support for non realtime IO/ADC/LCD
Category: General LinuxCNC Questions

Time to create page: 0.493 seconds