Z homed DRO red !
- dinkata
- Offline
- Premium Member
-

- Posts: 101
- Thank you received: 1
I want a new gmoccapy
") .
.After homing Z DRO remains in red !!??
I'm wrong or there is a bug ?
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Moderator
-

- Posts: 1931
- Thank you received: 394
Norbert
Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
- Posts: 101
- Thank you received: 1
Yes original .what are the result with original lathe screen?
If we use sim gmoccapy then no problem .
If we use step wizard or pncconf then this problem .
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
I made a config with stepconf, using 2.7, I started that config and homed the machine: No Problem
I changed over to master and started the same config "it is then converted to 2.8 style": No problem.
Post your config!
Norbert
Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
- Posts: 101
- Thank you received: 1
I like very much gmoccapy . We work on two lathe and a milling machine.
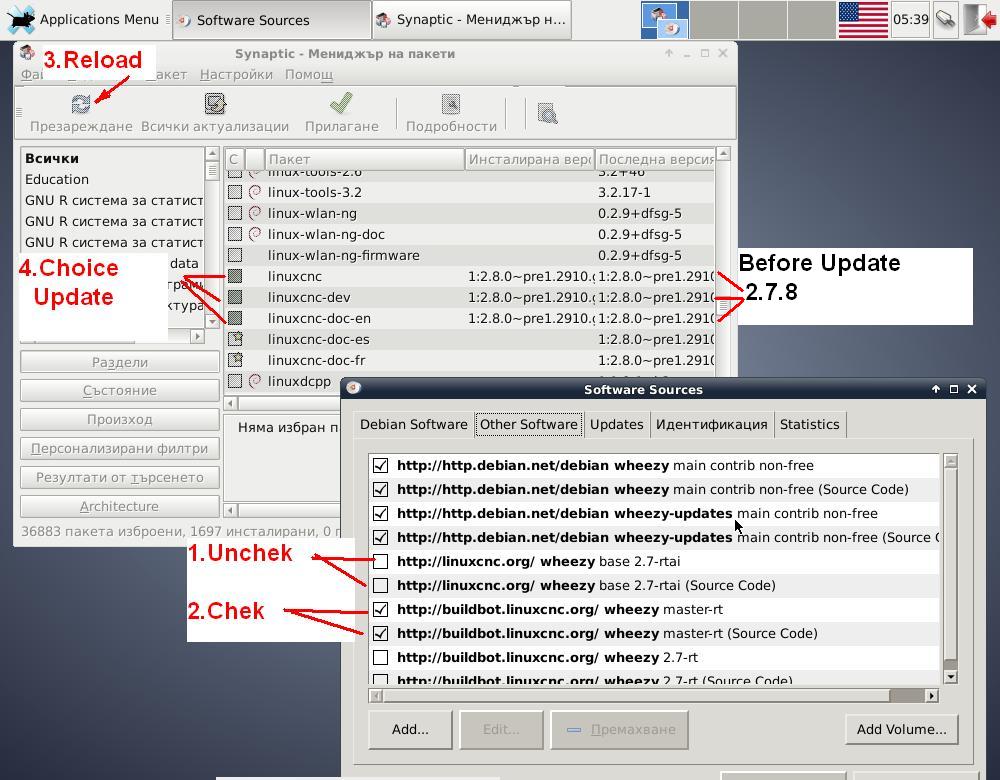
I want to use function "tool wear" in tool table . Therefore upgraded 2.7.8 => 2.8 .
Please see,done properly ?
Then I made configuration (applied)

P.S. After homing pin joint.0.homed = 1 , pin joint.1.homed = 0 !!??
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-

- Posts: 11975
- Thank you received: 4080
KINSTYPE=BOTHThere have been a few changes in Master to integrate the joint axis code that had some impact on Gmocappy which were only fixed recently. When I was trying to solve a now fixed bug, I had a red axis a couple of times....
Removing the kinstype=both means that individual joint mode is disabled but that should not be an issue on a lathe.
Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
- Posts: 101
- Thank you received: 1
[KINS]
JOINTS = 2
KINEMATICS = trivkins coordinates=XZ
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
A lathe is a identity kinematics, so you need 3 joints, X being joint 0 and Z being joint 2.
Joint 1 is unused and does not need to be in your ini file.
Change joints to 3 and rename your joint 1 to joint 2.
After that the dro problem should be gone.
Norbert
Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
- Posts: 101
- Thank you received: 1
I did this,but there is another problem .This is config real machine :Change joints to 3 and rename your joint 1 to joint 2.
ini:
JOINTS = 3
KINEMATICS = trivkins coordinates=XZ
[TRAJ]
COORDINATES = X Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_LINEAR_VELOCITY = 3.00
MAX_LINEAR_VELOCITY = 30.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
TOOL_CHANGE_WITH_SPINDLE_ON = 1
#********************
# Joint 0
[JOINT_0]
#********************
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 5.0
MAX_VELOCITY = 30.0
MAX_ACCELERATION = 450.0
P = 7.0
I = 0.001
D = 0.0001
FF0 = 0.0
FF1 = 0.002
FF2 = 0.0002
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 0.0
ENCODER_SCALE = -1000.0
OUTPUT_SCALE = 10.0
OUTPUT_MIN_LIMIT = -10.0
OUTPUT_MAX_LIMIT = 10.0
BACKLASH = 0.0
MIN_LIMIT = -250.0
MAX_LIMIT = 70.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 10.000
HOME_LATCH_VEL = 1.000
HOME_FINAL_VEL = 1.000
HOME_USE_INDEX = YES
HOME_SEQUENCE = 0
# Axis X
#********************
[AXIS_X]
MAX_VELOCITY = 30.0
MAX_ACCELERATION = 450.0
MIN_LIMIT = -250.0
MAX_LIMIT = 70.0
#********************
# Joint 2
[JOINT_2]
#********************
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 5.0
MAX_VELOCITY = 30.0
MAX_ACCELERATION = 450.0
P = 6.0
I = 0.001
D = 0.0001
FF0 = 0.0
FF1 = 0.002
FF2 = 0.0002
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 0.0
ENCODER_SCALE = -1000.0
OUTPUT_SCALE = 10.0
OUTPUT_MIN_LIMIT = -10.0
OUTPUT_MAX_LIMIT = 10.0
BACKLASH = 0.0
MIN_LIMIT = -270.0
MAX_LIMIT = 830.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -10.000
HOME_LATCH_VEL = -1.000
HOME_FINAL_VEL = 1.000
HOME_USE_INDEX = YES
HOME_SEQUENCE = 1
# Axis Z
#********************
[AXIS_Z]
MAX_VELOCITY = 30.0
MAX_ACCELERATION = 450.0
MIN_LIMIT = -270.0
MAX_LIMIT = 830.0
#********************
# Spindle
#********************
[SPINDLE_9]
# P = 0.0
# I = 0.0
# D = 0.0
# FF0 = 1.0
# FF1 = 0.0
# FF2 = 0.0
# BIAS = 0.0
# DEADBAND = 0.0
MAX_OUTPUT = 1500.0
ENCODER_SCALE = 4096.0
OUTPUT_SCALE = 1500
OUTPUT_MIN_LIMIT = 0
OUTPUT_MAX_LIMIT = 1500
hal
# JOINT X
#*******************
setp pid.x.Pgain [JOINT_0]P
setp pid.x.Igain [JOINT_0]I
setp pid.x.Dgain [JOINT_0]D
setp pid.x.bias [JOINT_0]BIAS
setp pid.x.FF0 [JOINT_0]FF0
setp pid.x.FF1 [JOINT_0]FF1
setp pid.x.FF2 [JOINT_0]FF2
setp pid.x.deadband [JOINT_0]DEADBAND
setp pid.x.maxoutput [JOINT_0]MAX_OUTPUT
setp pid.x.error-previous-target true
net x-index-enable <=> pid.x.index-enable
net x-enable => pid.x.enable
net x-pos-cmd => pid.x.command
net x-vel-cmd => pid.x.command-deriv
net x-pos-fb => pid.x.feedback
net x-output => pid.x.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout0-scalemax [JOINT_0]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout0-minlim [JOINT_0]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout0-maxlim [JOINT_0]OUTPUT_MAX_LIMIT
net x-output => hm2_5i25.0.7i77.0.1.analogout0
net x-pos-cmd joint.0.motor-pos-cmd
net x-enable joint.0.amp-enable-out
# enable _all_ sserial pwmgens
net x-enable hm2_5i25.0.7i77.0.1.analogena
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.00.counter-mode 0
setp hm2_5i25.0.encoder.00.filter 1
setp hm2_5i25.0.encoder.00.index-invert 0
setp hm2_5i25.0.encoder.00.index-mask 0
setp hm2_5i25.0.encoder.00.index-mask-invert 0
setp hm2_5i25.0.encoder.00.scale [JOINT_0]ENCODER_SCALE
net x-pos-fb <= hm2_5i25.0.encoder.00.position
net x-vel-fb <= hm2_5i25.0.encoder.00.velocity
net x-pos-fb => joint.0.motor-pos-fb
net x-index-enable joint.0.index-enable <=> hm2_5i25.0.encoder.00.index-enable
net x-pos-rawcounts <= hm2_5i25.0.encoder.00.rawcounts
# ---setup home / limit switch signals---
net home-x => joint.0.home-sw-in
net both-x => joint.0.neg-lim-sw-in
net both-x => joint.0.pos-lim-sw-in
#*******************
# JOINT Z
#*******************
setp pid.z.Pgain [JOINT_2]P
setp pid.z.Igain [JOINT_2]I
setp pid.z.Dgain [JOINT_2]D
setp pid.z.bias [JOINT_2]BIAS
setp pid.z.FF0 [JOINT_2]FF0
setp pid.z.FF1 [JOINT_2]FF1
setp pid.z.FF2 [JOINT_2]FF2
setp pid.z.deadband [JOINT_2]DEADBAND
setp pid.z.maxoutput [JOINT_2]MAX_OUTPUT
setp pid.z.error-previous-target true
net z-index-enable <=> pid.z.index-enable
net z-enable => pid.z.enable
net z-pos-cmd => pid.z.command
net z-vel-cmd => pid.z.command-deriv
net z-pos-fb => pid.z.feedback
net z-output => pid.z.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout1-scalemax [JOINT_2]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout1-minlim [JOINT_2]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout1-maxlim [JOINT_2]OUTPUT_MAX_LIMIT
net z-output => hm2_5i25.0.7i77.0.1.analogout1
net z-pos-cmd joint.2.motor-pos-cmd
net z-enable joint.2.amp-enable-out
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.01.counter-mode 0
setp hm2_5i25.0.encoder.01.filter 1
setp hm2_5i25.0.encoder.01.index-invert 0
setp hm2_5i25.0.encoder.01.index-mask 0
setp hm2_5i25.0.encoder.01.index-mask-invert 0
setp hm2_5i25.0.encoder.01.scale [JOINT_2]ENCODER_SCALE
net z-pos-fb <= hm2_5i25.0.encoder.01.position
net z-vel-fb <= hm2_5i25.0.encoder.01.velocity
net z-pos-fb => joint.2.motor-pos-fb
net z-index-enable joint.2.index-enable <=> hm2_5i25.0.encoder.01.index-enable
net z-pos-rawcounts <= hm2_5i25.0.encoder.01.rawcounts
# ---setup home / limit switch signals---
net home-z => joint.2.home-sw-in
net min-z => joint.2.neg-lim-sw-in
net max-z => joint.2.pos-lim-sw-in
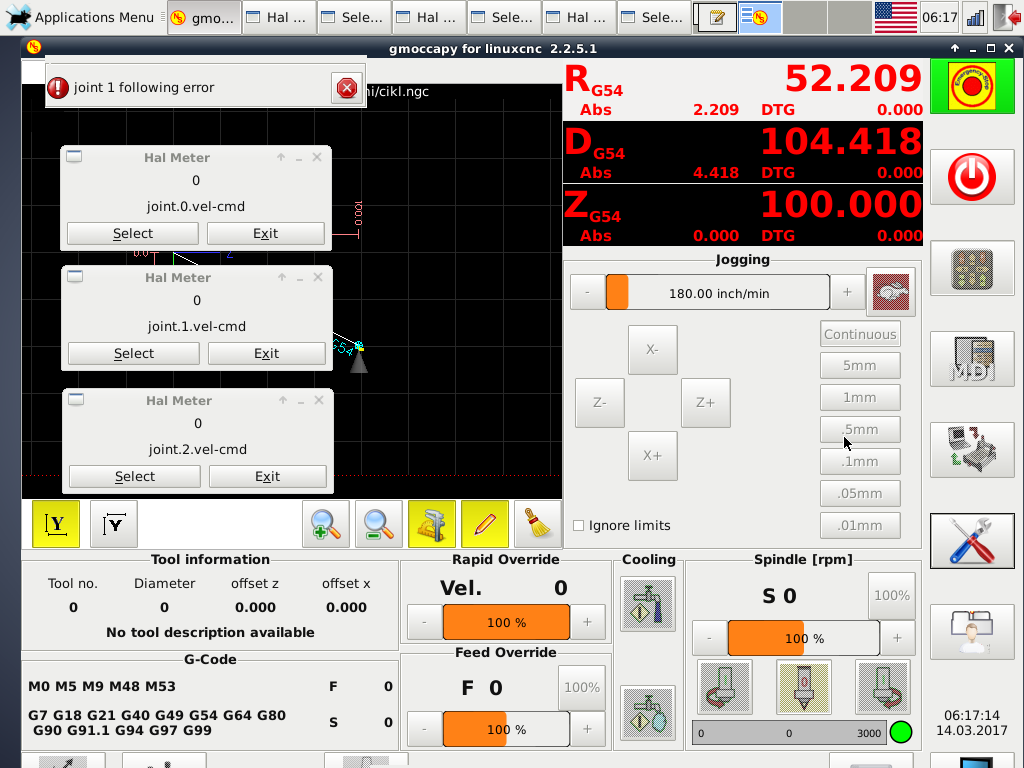
In this configuration, when pressed the button -X or +X normal move
but when pressed the button -Z or +Z joint.2.vel-cmd =0 joint.1.vel-cmd = 3
[ jog speed = 180mm/min ( and another problem show sometimes inch/min ) ]
joint.1 error !!!!!!??????
Please Log in or Create an account to join the conversation.
- andypugh
-

- Away
- Moderator
-
- Posts: 19871
- Thank you received: 4640
ini :
[KINS]
JOINTS = 2
KINEMATICS = trivkins coordinates=XZ
I have my lathe set up as 2 joints and use the 2.8 version of LinuxCNC.
I use the Touchy GUI and have noticed that I don't get a "homed" indicator in the GUI for the Z axis.
This looks like exactly the same problem. (Except it isn't really a problem for me, and I have ignored it).
I will try some experiments tonight to see if I can see the problem.
Please Log in or Create an account to join the conversation.