Gmoccapy 3.0 crash when using turtle jog
- tacklem60
- Offline
- Senior Member
-

- Posts: 52
- Thank you received: 0
The upgrades went fairly smoothly and the auto update to fix the INI file worked about 80% of the way. Here are a few minor issues that seem to have transferred over as well as the large issue that may end up causing me to have to go back to 2.7.
Even though my DEFAULT_LINEAR_VELOCITY = 1value is set inside my INI file (yes, I verified it updated to LINEAR velocity), on startup, it now defaults to 0.6 based on the actual value of 36 ipm that it goes to on startup.
I used to have the functionality to be able to control all slider bars (i.e. feed/rapid/spindle overrides) using the scroll wheel on the mouse. It was extremely fast and easy to make adjustments but that functionality appears to be lost. I also don't seem to be able to change these sliders using the mouse by dragging on the bar either which I used to be able to do and now I am stuck with the slow moving +/- buttons. I know Gmoccapy is meant to be used with my touch screen mainly, but I certainly used to find advantages to using the mouse as well and those seem to be gone.
One of the things that drew me to 2.8 was the thought of negative feed rate override to run programs in reverse. Is there a plan to allow Gmoccapy to use this functionality? Currently a value below 0 is not allowed.
This is the large issue I seem to be having and I haven't a clue why. When switching between normal jog rate and the turtle jog mode, LinuxCNC abruptly stops and closes. Unfortunately this does not happen every time and sometimes I can smash the turtle/rabbit button over and over with no issue at all then randomly 30 seconds later as soon as I click it, I get a crash.
Any help at all would be greatly appreciated as I would love to be on 2.8 if possible and use the new Gmoccapy 3.0
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Moderator
-

- Posts: 1931
- Thank you received: 394
that are several questions:
negativ speed limits:
I have not been aware of this feature. That is the reason I never used it. I will check on this and see if I can get this included.
Do you know if other GUI do implement that feature and what INI entries must be set?
control all slider bars:
I have now been ask to that feature by several users, so be sure I will implement that one. Is mouse wheel enough? Others ask to to just click on a point and directly set that value. IMHO that is dangerous.
Turtle button:
I have never had any information about crashing linuxcnc due to the turtle button, so we will have to investigate further. Would you please post your complete Config folder?
Norbert
Please Log in or Create an account to join the conversation.
- Aciera
-

- Away
- Administrator
-

- Posts: 4751
- Thank you received: 2130
This is from the changelog:
* Reverse-Run: Negative feed-override will now run the G-code path in
reverse.
Then I found this on motion docs:
motion.adaptive−feed IN FLOAT
When adaptive feed is enabled with M52 P1, the commanded velocity is multiplied by this value. This effect is multiplicative with the NML-level feed override value and motion.feed−hold. Negative values are valid and will run the G−code path in reverse.
Then this in the main docs:
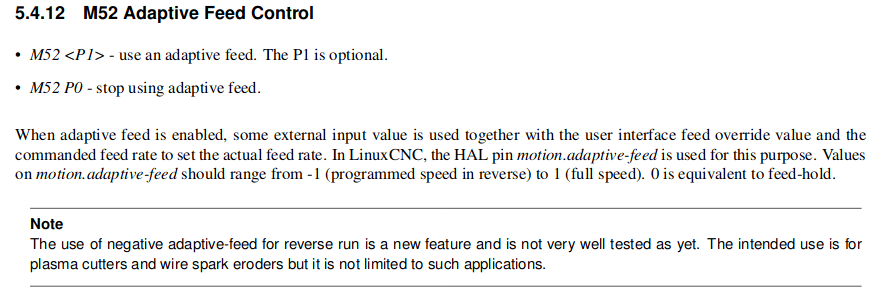
Attachments:
Please Log in or Create an account to join the conversation.
- mydani
-

- Offline
- Banned
-

- Posts: 100
- Thank you received: 9
Hallo,
Others ask to to just click on a point and directly set that value. IMHO that is dangerous.
Yes please! No mouse in use, only touch screen!!
Gruß,
Daniel
Please Log in or Create an account to join the conversation.
- tacklem60
- Offline
- Senior Member
-
- Posts: 52
- Thank you received: 0
For the questions about the sliders, I often used both the scroll wheel on the mouse as well as clicking on the old bar and dragging it to a new position (often only when I wanted to quickly set feed override to 0%). I would love to either have a button that insntantly sets it to 0% and the scroll wheel or the scroll wheel and the ability to drag the bar along the scale. I don't personally need to be able to click and go to the position I am hovering over but I don't necessarily see it as dangerous and it would likely make touch screen functionality much easier as well.
Attached is the crash report as well as my hal and ini file. I know they are fairly messy because I made all of my edits in these main files rather than using the custom files (before I knew I could do that). Let me know if any of the other files would help you diagnose.
Please Log in or Create an account to join the conversation.
- tacklem60
- Offline
- Senior Member
-
- Posts: 52
- Thank you received: 0
I have easily had 2 dozen crashes now so I can unfortunately no longer trust this version of 2.8 with Gmoccapy 3.0. Until I get some answers on why these crashes are happening, does anyone know if it would be better to downgrade from 2.8 back to the 2.7 I was using with the old Gmoccapy or can I just downgrade from Gmoccapy 3.0 to 2.0 and keep the LinuxCNC version 2.8 I am using?
Also out of curiosity, why were the buttons for axis (X/Y/Z) zero removed from the offset page? Now I have to type in 0 every time I want to zero an axis rather than just touching the button and having a separate option for setting it to a value? I feel like both this removal and the ability to use my mouse scroll for changing feed and spindle overrides are going to make Gmoccapy 3.0 not something I can use for a while unfortunately. I love the new graphics and I'm SO happy the auto load a tool and G43 on start up were added, however, I seem to think the old version was still better until those 2 things can get changed and crashes stop happening
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
I have also not had any complains from other users.
About the zero buttons, the zero button has been removed to get more space and support also 9 axis machines. Do you know, that the DRO has two click zones? If you click on the numbers, you do change the display between absolut, relative and DTG, if you click on the axis letter, the pop-up to enter the value to set that axis pops up. If you once enter zero, the value will be stored, so next time the pop-up opens you just need to click the OK Button to zero the axis.
I will introduce the mouse movement of the speed control widgets, but I am a little busy due to my job, so please give me some more time.
Norbert
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
Could please somebody on a PC check and report here about the correct entry?
Norbert
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
Please Log in or Create an account to join the conversation.
- tacklem60
- Offline
- Senior Member
-
- Posts: 52
- Thank you received: 0
For CNC I am using a C10 breakout board from CNC4PC, I am using Clearpath Servo Motors.
The computer is running an AMD Sempron 145 2.8GHz
Asus M5A78L-M LX motherboard using onboard graphics.
I am getting roughly 5000 ns Servo thread Latency and about 8000 ns Base thread
OS Is Ubuntu Precise and I am not sure what file manager I am using (I am not very familiar with Linux so any issues I am having are likely totally my fault).
As for the zero, I did not know that functionallity existed! That is extremely helpful and definitely solves that problem for me, thank you! You have been extremely helpful Norbert, take your time I really appreciate your responses.
Please Log in or Create an account to join the conversation.