Milling a pocket is not a continuous move?
- FernV
-

- Offline
- Platinum Member
-

Less
More
- Posts: 457
- Thank you received: 124
13 Apr 2018 17:08 #108954
by FernV
Hi
I think the problem is not with NativeCAM.
I tested a normal circle and velocity does drop some times then return back to normal.
I tested again with G61 and G61.1 with same result.
I also tested with G64 commented from default with still same result.
I wrote gcode for a simple circle and added it to custom gcode after deactivating previous circle with the same result :
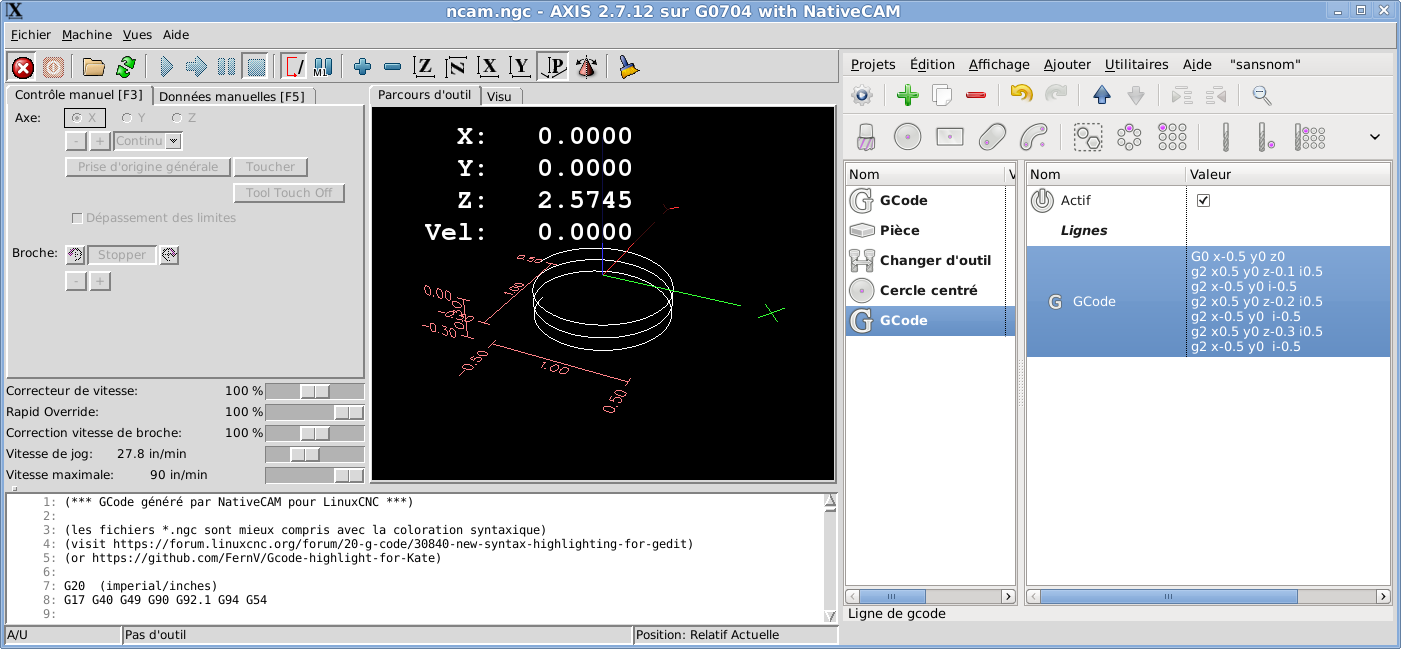
Here is the code with comment where feed drops :
This code could be hand-writen by anyone and I hope someone can test it and tell us about the result he gets.
I do not know why it does this but will keep investigating.
Regards
Fernand
Replied by FernV on topic Milling a pocket is not a continuous move?
I wonder if the problem lies in the way that nativeCAM builds up the program code (g-code) subrutines?
Hi
I think the problem is not with NativeCAM.
I tested a normal circle and velocity does drop some times then return back to normal.
I tested again with G61 and G61.1 with same result.
I also tested with G64 commented from default with still same result.
I wrote gcode for a simple circle and added it to custom gcode after deactivating previous circle with the same result :
Here is the code with comment where feed drops :
G0 x-0.5 y0 z0
g2 x0.5 y0 z-0.1 i0.5 ;velocity drops after this line then returns to normal
g2 x-0.5 y0 i-0.5
g2 x0.5 y0 z-0.2 i0.5 ;velocity drops after this line then returns to normal
g2 x-0.5 y0 i-0.5
g2 x0.5 y0 z-0.3 i0.5 ; NO velocity change here
g2 x-0.5 y0 i-0.5This code could be hand-writen by anyone and I hope someone can test it and tell us about the result he gets.
I do not know why it does this but will keep investigating.
Regards
Fernand
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17919
- Thank you received: 5247
13 Apr 2018 17:52 #108956
by PCW
Replied by PCW on topic Milling a pocket is not a continuous move?
I'm not a good gcode reader but it sure seem like the TP thinks there are sharp corners (in Z?)
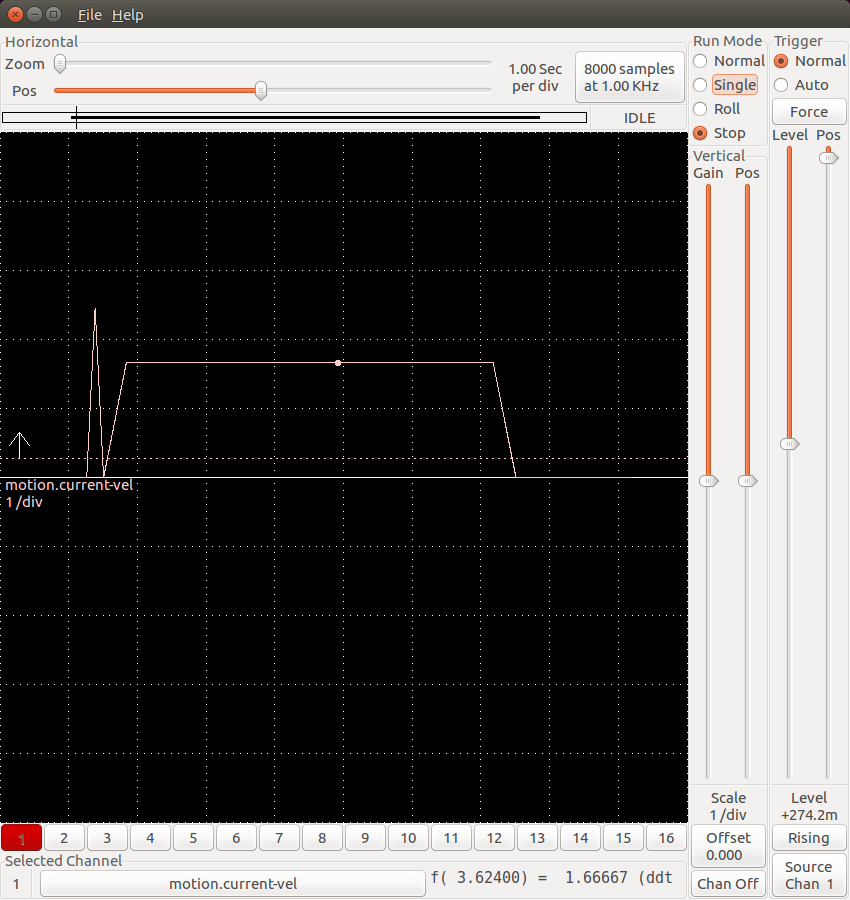
Heres with g64 p0.001 q0.001:
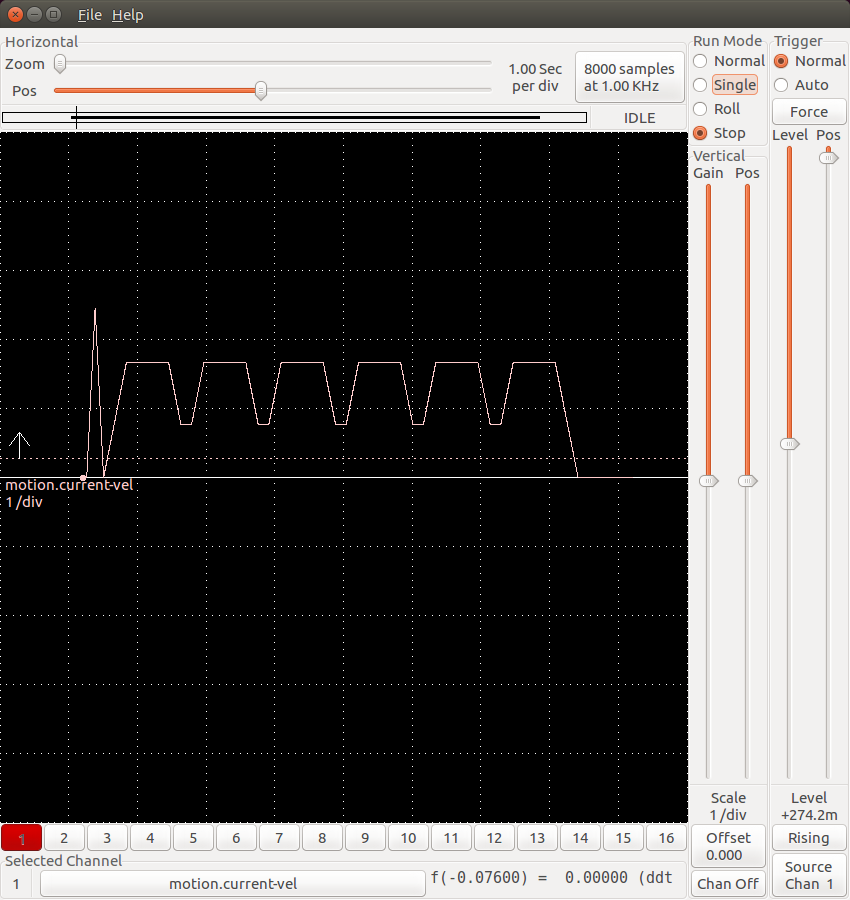
and with g64 p0.005 q.005:
Heres with g64 p0.001 q0.001:
and with g64 p0.005 q.005:
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
13 Apr 2018 18:30 #108958
by andypugh
Replied by andypugh on topic Milling a pocket is not a continuous move?
I thought that this had already been explained? But possibly in the wrong thread (perhaps the forum messed up)
github.com/LinuxCNC/linuxcnc/issues/426
Mentioned here: forum.linuxcnc.org/18-computer/34332-lin...-not?start=10#108809 Which does not really seem to be the thread it belongs in.
github.com/LinuxCNC/linuxcnc/issues/426
Mentioned here: forum.linuxcnc.org/18-computer/34332-lin...-not?start=10#108809 Which does not really seem to be the thread it belongs in.
The following user(s) said Thank You: FernV
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17919
- Thank you received: 5247
13 Apr 2018 18:46 #108959
by PCW
Replied by PCW on topic Milling a pocket is not a continuous move?
Except bug or not, this is a mix of helical and circular moves so would be expected to slow down
at the junctions (and that's just what you see in the first plot, 5 slowdowns at the circle/helix junctions)
There may be another bug but it does not show up on my test setup (inch, 20 IPS/S accel F100)
at the junctions (and that's just what you see in the first plot, 5 slowdowns at the circle/helix junctions)
There may be another bug but it does not show up on my test setup (inch, 20 IPS/S accel F100)
Please Log in or Create an account to join the conversation.
- Longbow
- Offline
- Junior Member
-

Less
More
- Posts: 23
- Thank you received: 0
18 Apr 2018 11:57 #109242
by Longbow
Replied by Longbow on topic Milling a pocket is not a continuous move?
I tried with g64 p0.001 q0.001 and it slows to a stop 3 times during a circle (the half circle where Z axis is ramping down)
I tried without G64 and it slows down to a stop only once - when the Z axis has finished ramping down to the new Z step.
I tried without G64 and it slows down to a stop only once - when the Z axis has finished ramping down to the new Z step.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-
Less
More
- Posts: 4743
- Thank you received: 1454
18 Apr 2018 13:24 #109252
by Todd Zuercher
Replied by Todd Zuercher on topic Milling a pocket is not a continuous move?
Could you share your ini file? The only slow downs I see are the expected ones at the Z acceleration/deceleration points.
What if you tried the move as a true full helix, rather than half helical and regular arcs?
What if you tried the move as a true full helix, rather than half helical and regular arcs?
G0 x-0.5 y0 z0
g2 x0.5 y0 z-0.05 i0.5
g2 x-0.5 y0 z-0.1 i-0.5
g2 x0.5 y0 z-0.15 i0.5
g2 x-0.5 y0 z-0.2 i-0.5
g2 x0.5 y0 z-0.25 i0.5
g2 x-0.5 y0 z-0.3 i-0.5
g2 x-0.5 y0 i0.5Please Log in or Create an account to join the conversation.
- Longbow
- Offline
- Junior Member
-
Less
More
- Posts: 23
- Thank you received: 0
19 Apr 2018 12:24 #109293
by Longbow
Replied by Longbow on topic Milling a pocket is not a continuous move?
I tried your Gcode and it moves in a helix with no pauses!") - I just had to add a feedrate because there was none specified.
- I just had to add a feedrate because there was none specified.
Here is a video: ufile.io/mqaz8
(I modified the code a little to mill a larger circle)
- I just had to add a feedrate because there was none specified.Here is a video: ufile.io/mqaz8
(I modified the code a little to mill a larger circle)
Please Log in or Create an account to join the conversation.
- Longbow
- Offline
- Junior Member
-
Less
More
- Posts: 23
- Thank you received: 0
20 Apr 2018 11:06 #109331
by Longbow
Replied by Longbow on topic Milling a pocket is not a continuous move?
Here is a video of a circle milling using nativecam code:
ufile.io/jvhdn
ufile.io/jvhdn
Please Log in or Create an account to join the conversation.
Time to create page: 0.194 seconds