New Plasma Build
- bevins
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1942
- Thank you received: 338
04 Aug 2018 02:12 #115577
by bevins
New Plasma Build was created by bevins
I should have started a build log earlier.
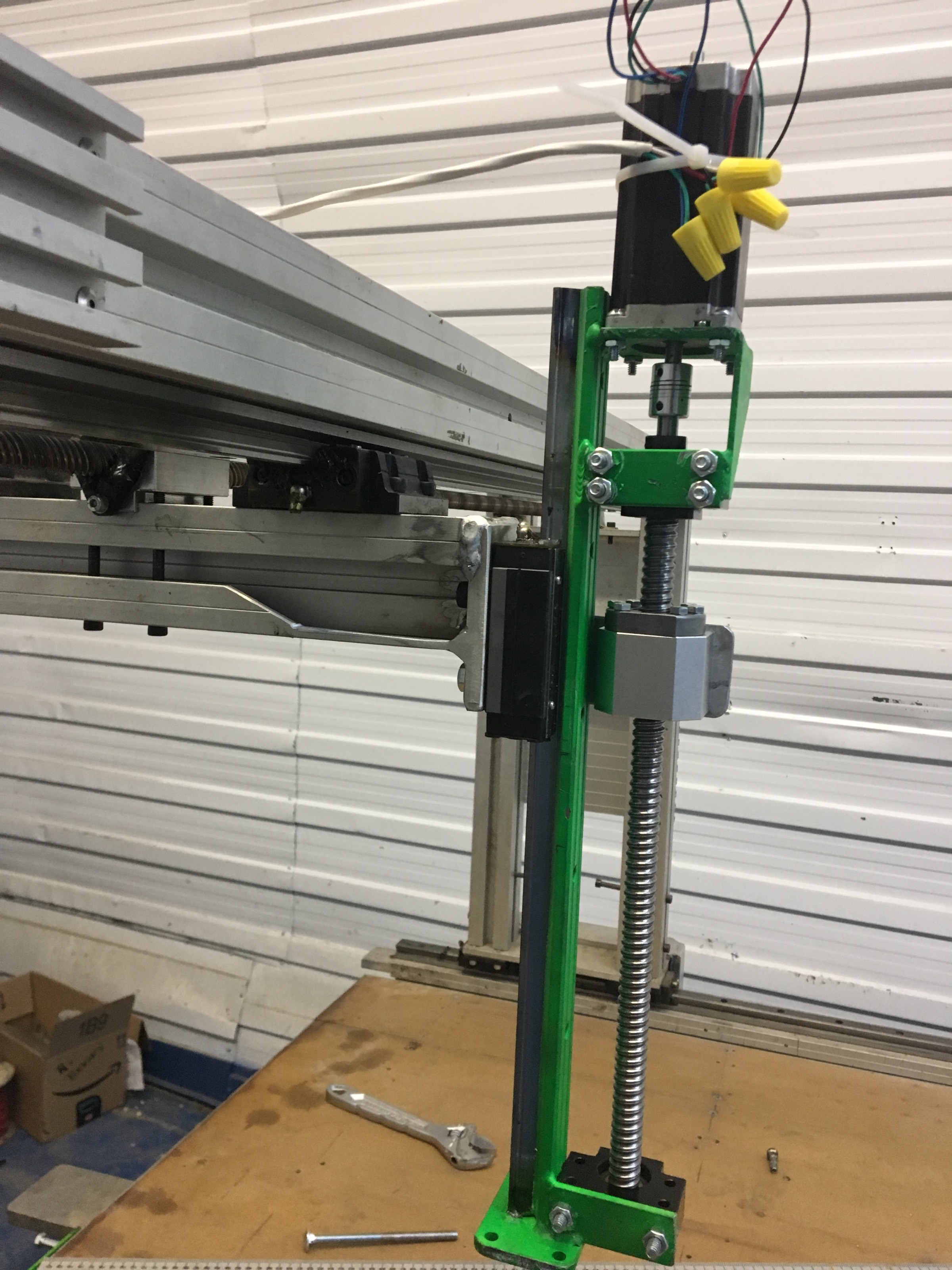
5X10 plasma table with linear bearings mesa 5i25 - 7i76
I will start taking pics. Just installed the Z tonight so I will embed a video.
5X10 plasma table with linear bearings mesa 5i25 - 7i76
I will start taking pics. Just installed the Z tonight so I will embed a video.
Please Log in or Create an account to join the conversation.
- bevins
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
04 Aug 2018 02:22 #115579
by bevins





Replied by bevins on topic New Plasma Build
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21700
- Thank you received: 7417
04 Aug 2018 06:11 #115584
by tommylight
Replied by tommylight on topic New Plasma Build
Nice !
No floating head ?")
No floating head ?
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 11994
- Thank you received: 4084
04 Aug 2018 07:31 #115591
by rodw
Replied by rodw on topic New Plasma Build
Bevins, nice.
I would recommend you replace the helix misalignment coupler with a oldham style coupling

A high quality helix style is good for 1.1 Nm torque and the blue one here is good for 5 Nm The maths said there is about 3.3 Nm torque on acceleration on a 269 oz/in NEMA 23 stepper. Flex in the coupling could result in overshoot when servoing for torch height control.
I would recommend you replace the helix misalignment coupler with a oldham style coupling
A high quality helix style is good for 1.1 Nm torque and the blue one here is good for 5 Nm The maths said there is about 3.3 Nm torque on acceleration on a 269 oz/in NEMA 23 stepper. Flex in the coupling could result in overshoot when servoing for torch height control.
Please Log in or Create an account to join the conversation.
- bevins
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
04 Aug 2018 12:56 #115600
by bevins
Haven't decided yet what we are doing for the head. Probably a floating head, not sure yet though.
Replied by bevins on topic New Plasma Build
Nice !
No floating head ?
Haven't decided yet what we are doing for the head. Probably a floating head, not sure yet though.
Please Log in or Create an account to join the conversation.
- bevins
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
04 Aug 2018 12:58 #115601
by bevins
Yeah, Don't know what I am doing yet with that. I am just happy to get it this far so fast......
THC is another thing I have to work out.
Replied by bevins on topic New Plasma Build
Bevins, nice.
I would recommend you replace the helix misalignment coupler with a oldham style coupling
/SNIP
A high quality helix style is good for 1.1 Nm torque and the blue one here is good for 5 Nm The maths said there is about 3.3 Nm torque on acceleration on a 269 oz/in NEMA 23 stepper. Flex in the coupling could result in overshoot when servoing for torch height control.
Yeah, Don't know what I am doing yet with that. I am just happy to get it this far so fast......
THC is another thing I have to work out.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 11994
- Thank you received: 4084
04 Aug 2018 23:25 #115624
by rodw
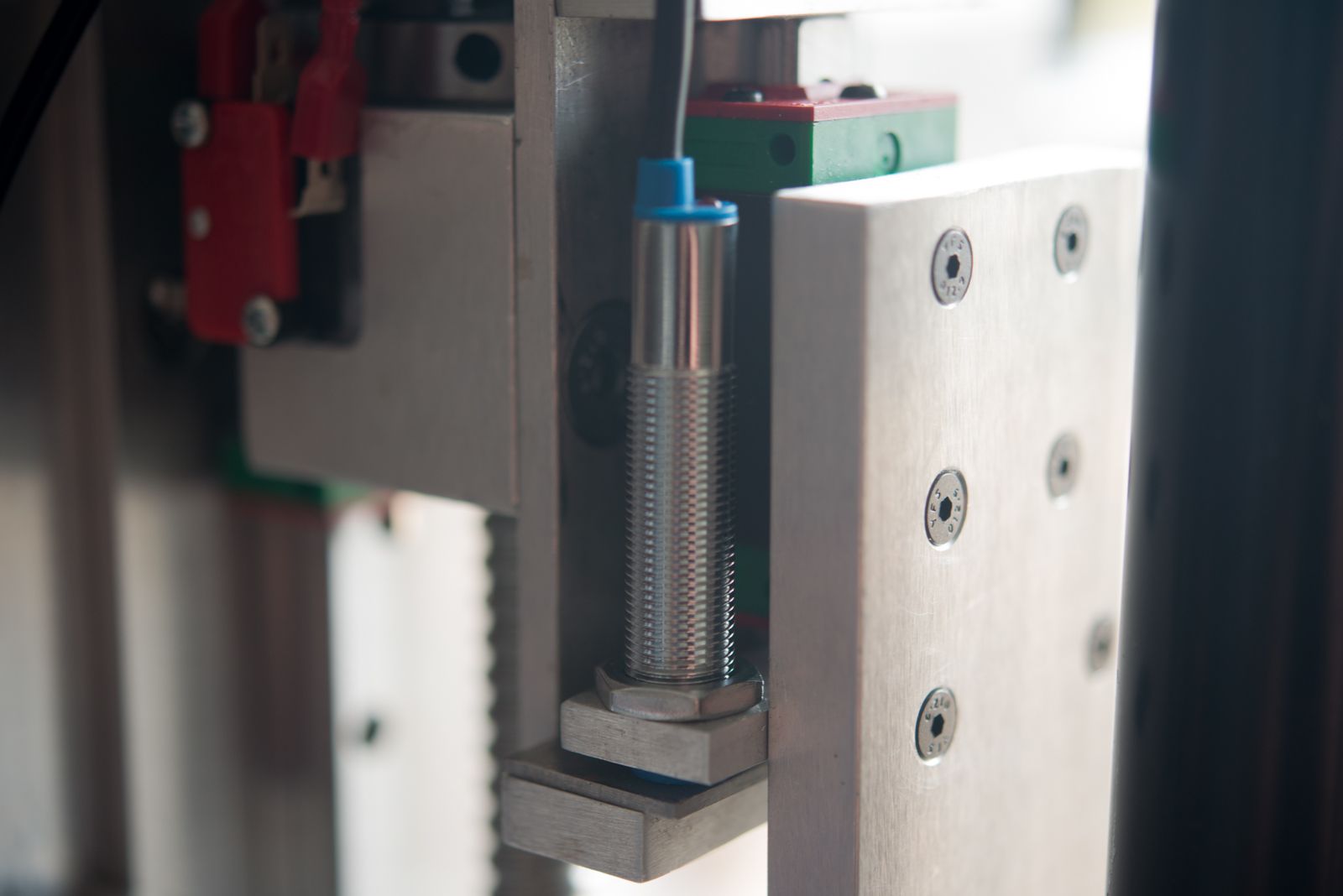
Even if you do have ohmic sensing, you really need the floating head as a backup. I used a short piece of HGR15 Hiwin rail and a carriage as I bought a much larger piece of rail second hand so I had some offcuts.
Replied by rodw on topic New Plasma Build
Nice !
No floating head ?
Haven't decided yet what we are doing for the head. Probably a floating head, not sure yet though.
Even if you do have ohmic sensing, you really need the floating head as a backup. I used a short piece of HGR15 Hiwin rail and a carriage as I bought a much larger piece of rail second hand so I had some offcuts.
Please Log in or Create an account to join the conversation.
- islander261
- Offline
- Platinum Member
-
Less
More
- Posts: 757
- Thank you received: 216
05 Aug 2018 03:51 #115632
by islander261
Replied by islander261 on topic New Plasma Build
Yes, you need a floating head switch on your Z axis ( helps to save torch parts as well) I am the odd guy out here. Mine is set up as the Z- limit and is sensed during probing and used if the ohmic sensing doesn't trip. I must say now that I have my very complicated probing macro (actually a subroutine) working I have had very few probes that went to the float switch. I must confess that I am using a commercial set of Z axis mechanics.
I must apologize to the group for not posting any useful information recently. This is my really busy time of year with the tourist in town and all the other small shops needing inventory before they all go back to California. I will post details in mid October after things have cooled down.
My present LinuxCNC configuration still has plenty of bugs in my code plus the arc blending one in the TP that may end up being the back breaker for plasma apps. That said my LinuxCNC controller for my plasma works so well compared to my old commercial one that I have found bugs in the CAM program I have been using that has caused me to rework in my art work and CAM work flow. I am still getting "divots" when my corner hold kicks in. No clue I have been able to find in all my halscope soothing as to what is happening ( of course none of this happens when making straight line test cuts for trouble shooting). I am looking for suggestions on where to look for the problem. Looking at the cuts it is almost like the X&Y axis movement pauses or the Z axis dives then raises. I have not been able to detect either of these happening watching halscope traces.
I am really stuck now in deciding how to proceed. Do I want to continue working toward the all bells and whistles semi job shop application or just scale back to a simpler application and use the settings from the GUI and simplify the PP and resulting G code? The former will have the largest contribution to the community but I cut only 14ga ( 2mm) HR steel 99.99% of the time and only use two different settings when doing this.
John
I must apologize to the group for not posting any useful information recently. This is my really busy time of year with the tourist in town and all the other small shops needing inventory before they all go back to California. I will post details in mid October after things have cooled down.
My present LinuxCNC configuration still has plenty of bugs in my code plus the arc blending one in the TP that may end up being the back breaker for plasma apps. That said my LinuxCNC controller for my plasma works so well compared to my old commercial one that I have found bugs in the CAM program I have been using that has caused me to rework in my art work and CAM work flow. I am still getting "divots" when my corner hold kicks in. No clue I have been able to find in all my halscope soothing as to what is happening ( of course none of this happens when making straight line test cuts for trouble shooting). I am looking for suggestions on where to look for the problem. Looking at the cuts it is almost like the X&Y axis movement pauses or the Z axis dives then raises. I have not been able to detect either of these happening watching halscope traces.
I am really stuck now in deciding how to proceed. Do I want to continue working toward the all bells and whistles semi job shop application or just scale back to a simpler application and use the settings from the GUI and simplify the PP and resulting G code? The former will have the largest contribution to the community but I cut only 14ga ( 2mm) HR steel 99.99% of the time and only use two different settings when doing this.
John
Please Log in or Create an account to join the conversation.
- bevins
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
05 Aug 2018 12:38 - 05 Aug 2018 12:38 #115634
by bevins
Replied by bevins on topic New Plasma Build
How much does the floating head need to travel? I imagine not alot. I have a 6" piece hiwan rail and a bearing,

Last edit: 05 Aug 2018 12:38 by bevins.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 11994
- Thank you received: 4084
05 Aug 2018 12:49 #115635
by rodw
Replied by rodw on topic New Plasma Build
That will be heaps. I think the piece I used only had 3 mounting holes and you have 4. I barely have 1/2" of travel but its enough to trigger a proximity sensor (or micro switch). You can actually see how little of the rail protrudes above the green carriage in my photo.
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.388 seconds