New feature suggestion - what do you guys think ?
- beefy
- Offline
- Elite Member
-

- Posts: 227
- Thank you received: 58
Rod,
you hit the nail on the head. I love to imagine production cutting a nest of small parts, and that's where all these little savings start to shine.
Of course there's also the cad/cam side of things where you have options for chain cutting, etc. Gets very interesting.
If I ever get to a point where I'm doing such work I'd also like to move to servo motors purely for the rapid speeds. My steppers handle cutting speeds for what I generally cut but I'd like to really up the rapid speeds.
I will never forget when I went to the manufacturing show in Melbourne Exhibition Center over a decade ago. This laser machine was cutting many tiny holes to effectively make a mesh. The short rapids were so fast it sounded like banging, but wow did that machine cut holes fast. I don't think it was using steppers LOL.
Keith
Please Log in or Create an account to join the conversation.
- rodw
-

- Away
- Platinum Member
-

- Posts: 12031
- Thank you received: 4104
I'm sure it wasn't. You can get quite reasonable performance out of steppers but it does come at a cost for quality motors and drivers.I don't think it was using steppers LOL.
I can get 35 m/min rapids and 5 m/s/s acceleration out f steppers. The acceleration makes a huge difference to cut quality. I can even cut pointy corners now. In fact, I cut this yesterday and got perfect corners
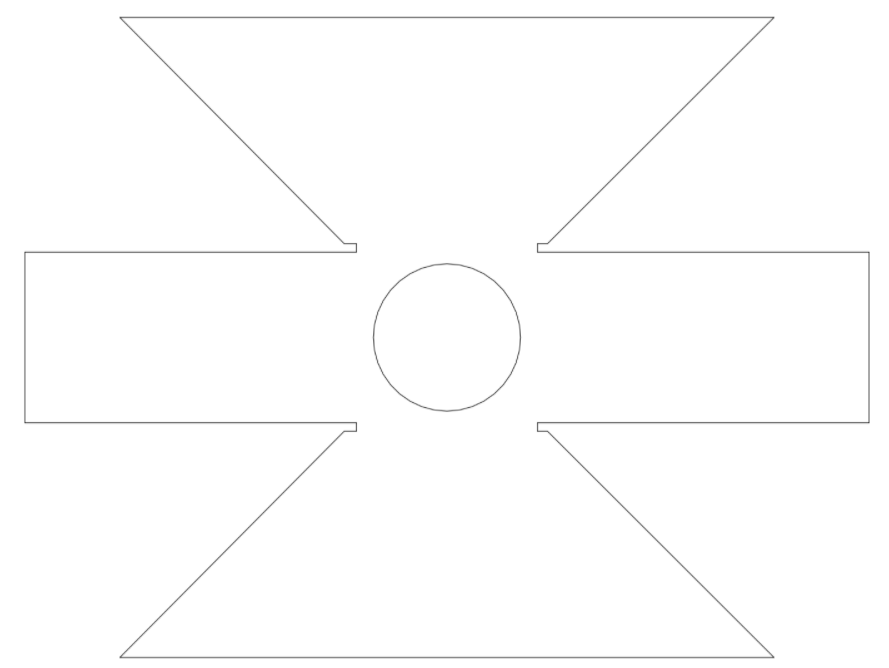
Suction end for a welding fume extractor which worked a treat cutting wire reinforced rubber hose with a chop saw today!
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
Or you can get a baby table with a Gecko G540 and Chinese motors and run 80 m/min @ 8 m/s2You can get quite reasonable performance out of steppers but it does come at a cost for quality motors and drivers.
")
Full Disclosure: That is only the X axis, I haven't played around with the tandem Y yet.
Attachments:
Please Log in or Create an account to join the conversation.
- rodw
-
- Away
- Platinum Member
-
- Posts: 12031
- Thank you received: 4104
Full Disclosure: That is only the X axis, I haven't played around with the tandem Y yet.
Yeh, I think the Y is the leveller. I could get >60m/min and 8/m/s/s out of the X with a 2 amp Nema 24 motor but marked it back to agree with the Y.
But the real question is can you sustain that performance for say 30-40 minutes of hard cutting? My guess is you don't know if you can or not on a small table cos you run out of material to cut well before then!
What I found is one side of the Y (NEMA34) would loose steps when it got hot which was not a pretty sight! When I got the plasma cutter overheating and faulting before my drivers or motors faulted. i was pretty happy!
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
Yes, I can't imagine the Y being as quick. I did get 100 m/min in X but I can't remember if it was 5 m/2s or 6 m/s2. It is academic anyhow, I only cut with the table at 30 m/min @ 3 m/s2 because there is a bit of slop in torch float.
Full Disclosure: That is only the X axis, I haven't played around with the tandem Y yet.
Yeh, I think the Y is the leveller. I could get >60m/min and 8/m/s/s out of the X with a 2 amp Nema 24 motor but marked it back to agree with the Y.
Haha, yeah nothing I have cut would come anywhere near that.But the real question is can you sustain that performance for say 30-40 minutes of hard cutting? My guess is you don't know if you can or not on a small table cos you run out of material to cut well before then!
My motors hever never got much past warm, but I do only run it conservatively.What I found is one side of the Y (NEMA34) would loose steps when it got hot which was not a pretty sight! When I got the plasma cutter overheating and faulting before my drivers or motors faulted. i was pretty happy!
Please Log in or Create an account to join the conversation.
- beefy
- Offline
- Elite Member
-
- Posts: 227
- Thank you received: 58
The sensor is a magnetic proximity switch so it never actually touches the work. This is really handy for thin sheet. This post contains the touch-off code forum.sheetcam.com/viewtopic.php?f=2&t=8415&p=28636#p28636
Keith
Please Log in or Create an account to join the conversation.
- rodw
-
- Away
- Platinum Member
-
- Posts: 12031
- Thank you received: 4104
Les gave me a link to the code he uses for his touch off mechanism, if anyone has any use for it. This is his reply to me:
The sensor is a magnetic proximity switch so it never actually touches the work. This is really handy for thin sheet. This post contains the touch-off code forum.sheetcam.com/viewtopic.php?f=2&t=8415&p=28636#p28636
Keith
I dug back through an email thread from Les (Who also contributes to the linuxcnc code) and I found this comment
By the way on my plasma table running LCNC I have an inductive proximity switch for material sensing. This is non-contact so it does not cause problems with thin sheet. It also allows auto alignment. I can chuck a sheet on the table and get it to automatically find the corner and edge angle to align the drawing perfectly on the sheet. This system has two disadvantages . One is that steel, aluminium and stainless trigger the sensor at different heights. The other is that you need a small pneumatic ram or solenoid to pull the sensor out of the way when cutting. However the hassle of adding a ram is offset by not needing a touch-off slide
BigJohnT has done some work with sheet alignment which I modified and played with for a while too.
I think Phill has also done some work there too. In practice, I have found the sheet alignment as not being an issue becasue the sheets are 5-10mm oversize so near enough is generally good enough (and its unusual to have a nest that uses full sheet right to the edge,
Please Log in or Create an account to join the conversation.