- User Interfaces
- Plasmac
- THC not getting active even when "all seemingly needed" requirements are met
THC not getting active even when "all seemingly needed" requirements are met
- AntonioT
- Offline
- New Member
-

Less
More
- Posts: 5
- Thank you received: 1
23 Mar 2026 19:05 #344645
by AntonioT
THC not getting active even when "all seemingly needed" requirements are met was created by AntonioT
Hello All,
New to the forum and first of all would like to thank you for the valuable information you guys post, it has helped so much me moving ahead with my build. id appreciate your help with my issue where it cannot activate the thc even when all the settings (that i know of) have been properly adjusted. first my setup:
-LinuxCNC QTPlasmac table
-Rpi5 with image LinuxCNC 2.9.8 Raspberry Pi 4/5 OS based on Debian Trixie
-Mesa 7176s over ethernet
-THCAD2 + 3M resistor array enclosed near the plasma source, F+/F- routed to mesaboard encoder input A with shielded microphone cable grounded at control side, also used a more simple twisted pair for testing.
-Used Pnconf for setting thcad2 trimming and ratio
Tested for correct voltage measuring for example, hooked a power supply from 39 to 56 volts and Main screen voltage readings coincide very accurately to multimeter reading.
-Flaring 65 plasma source with no cnc interface. (HF piercing) voltage probing connected to torch (-) and clamp (+) leads.
-For testing im using a straight line of 100mm at full speed so thc is not affected by speed reduction (tested from 400 to 1800 mm/min)
-THC is enabled
-Mode 0 is used so arc ok is derived from voltage readings
-setup plasmac.arc_lost_delay =.3 as was having some issues for getting it to start cutting due to initial spike/valley.
I took the follwing HALSCOPE trace where:
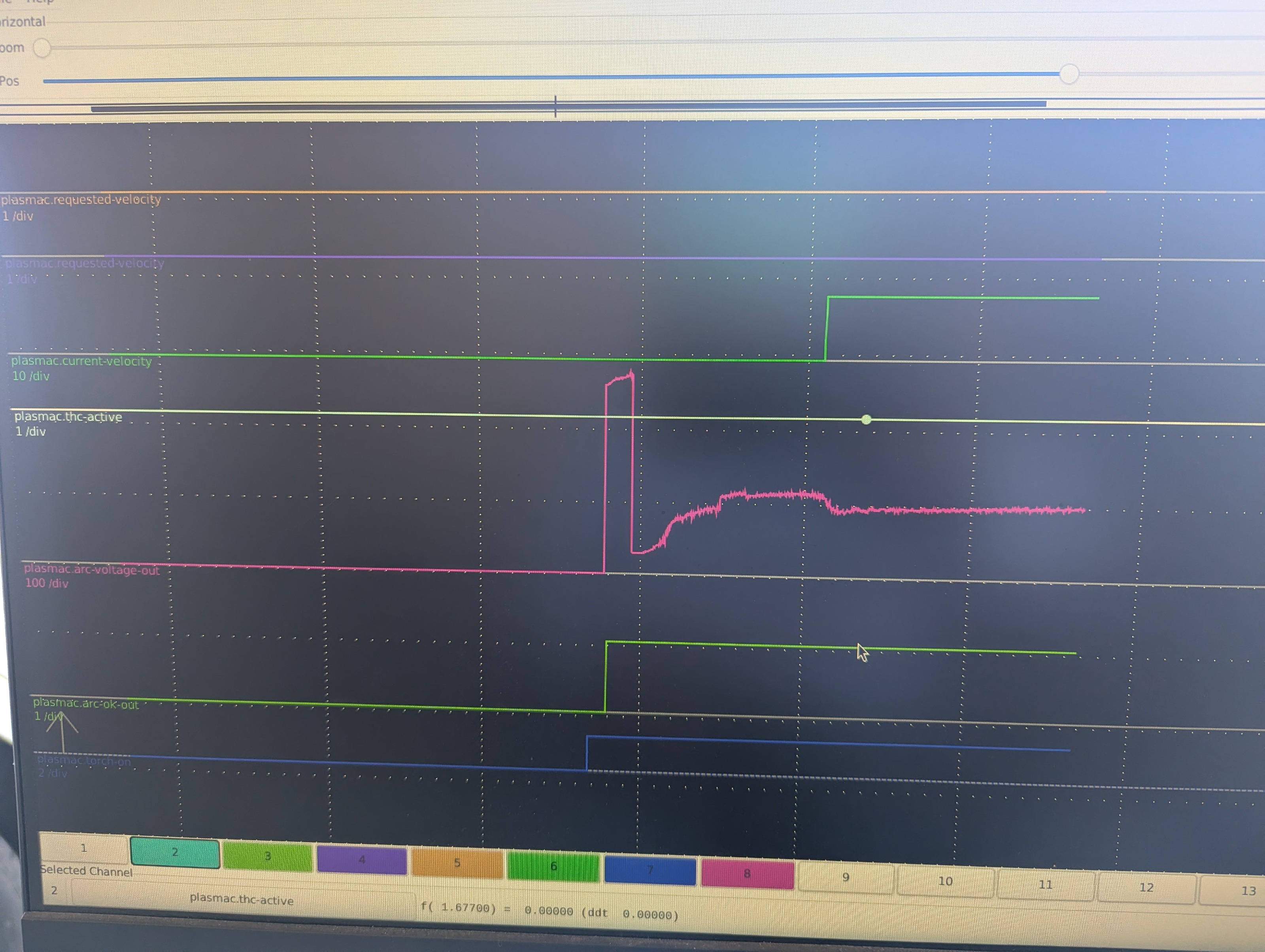
1)torch on triggers,
2)probe voltage goes to 260 for piercing, then falls, then recovers to around 94v
3)Arc OK signal goes to true
4)Pierce delay elapses
5)Movement starts
6)THC active never goes up and of course no correction
as Far as I can see voltage is "stable" once cut starts and there is no variation that could lead to deactivation as the tresholds are LOW=39 HIGH 990 (for testing purposes), samples 10 and threshold voltage 10.
has anyone had this issue or any lead on what to look at?
New to the forum and first of all would like to thank you for the valuable information you guys post, it has helped so much me moving ahead with my build. id appreciate your help with my issue where it cannot activate the thc even when all the settings (that i know of) have been properly adjusted. first my setup:
-LinuxCNC QTPlasmac table
-Rpi5 with image LinuxCNC 2.9.8 Raspberry Pi 4/5 OS based on Debian Trixie
-Mesa 7176s over ethernet
-THCAD2 + 3M resistor array enclosed near the plasma source, F+/F- routed to mesaboard encoder input A with shielded microphone cable grounded at control side, also used a more simple twisted pair for testing.
-Used Pnconf for setting thcad2 trimming and ratio
Tested for correct voltage measuring for example, hooked a power supply from 39 to 56 volts and Main screen voltage readings coincide very accurately to multimeter reading.
-Flaring 65 plasma source with no cnc interface. (HF piercing) voltage probing connected to torch (-) and clamp (+) leads.
-For testing im using a straight line of 100mm at full speed so thc is not affected by speed reduction (tested from 400 to 1800 mm/min)
-THC is enabled
-Mode 0 is used so arc ok is derived from voltage readings
-setup plasmac.arc_lost_delay =.3 as was having some issues for getting it to start cutting due to initial spike/valley.
I took the follwing HALSCOPE trace where:
1)torch on triggers,
2)probe voltage goes to 260 for piercing, then falls, then recovers to around 94v
3)Arc OK signal goes to true
4)Pierce delay elapses
5)Movement starts
6)THC active never goes up and of course no correction
as Far as I can see voltage is "stable" once cut starts and there is no variation that could lead to deactivation as the tresholds are LOW=39 HIGH 990 (for testing purposes), samples 10 and threshold voltage 10.
has anyone had this issue or any lead on what to look at?
Attachments:
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21739
- Thank you received: 7429
23 Mar 2026 22:51 #344652
by tommylight
Replied by tommylight on topic THC not getting active even when "all seemingly needed" requirements are met
Screenshot of the settings page?
In the meantime, disable:
-auto volts
-void sense/void lock
-set the arcok high to 160V
-set the arcok low to 60V
-set VAD to 60-65%
-set the cut voltage to (in your case) 100V
-set the feed rate to 2000mm/m
-set the jog speed to roughly 2000mm/m
-press F9 to fire the torch
-press an arrow key to jog
-watch the LED's on screen for arcok/up/down
Material for testing, 2-3mm thick, current set to 40-60A
Make some test cuts, check the under side of the cuts for dross and how easy it is to remove it, adjust feed rate/ air pressure (only while air is ON) and cut voltage till you get nice clean cuts with little dross.
In the meantime, disable:
-auto volts
-void sense/void lock
-set the arcok high to 160V
-set the arcok low to 60V
-set VAD to 60-65%
-set the cut voltage to (in your case) 100V
-set the feed rate to 2000mm/m
-set the jog speed to roughly 2000mm/m
-press F9 to fire the torch
-press an arrow key to jog
-watch the LED's on screen for arcok/up/down
Material for testing, 2-3mm thick, current set to 40-60A
Make some test cuts, check the under side of the cuts for dross and how easy it is to remove it, adjust feed rate/ air pressure (only while air is ON) and cut voltage till you get nice clean cuts with little dross.
Please Log in or Create an account to join the conversation.
- AntonioT
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 1
24 Mar 2026 21:01 #344688
by AntonioT
Replied by AntonioT on topic THC not getting active even when "all seemingly needed" requirements are met
Hello Tommy thanks for your response, yesterday in follow up to your suggestion I set the parameters as I will show in the pictures below and I have some updates:For the first time THC stayed enabled during the cut, this happened around once every 5-8 tries, dint have the chance to validate it worked properly but that is some progress.*Something that i was not doing before is to set same speed in material table as well as in the G1 command of the G code idk yet if that has something to do with it, please see the next items.*Normal behaviour in my setup is that screen always went black for a second or two right after the pierce, it was so consistent that thought it was a feature of the GUI, yesterday noticed only a few runs where the screen did not go black, some of those matched the times where THC remained enabled. I checked and seems that the black screen is rather an issue caused potentially by EMI?*Changed plasma source settings to increase pilot arc and I could see the screen going black more violently. i.e. with flickering before going black.I am making some improvements to grounding to see if this helps, do you have any recommendations to make the arc ok, feature more resilient? in case that it is emi or do you have any other idea thanks.
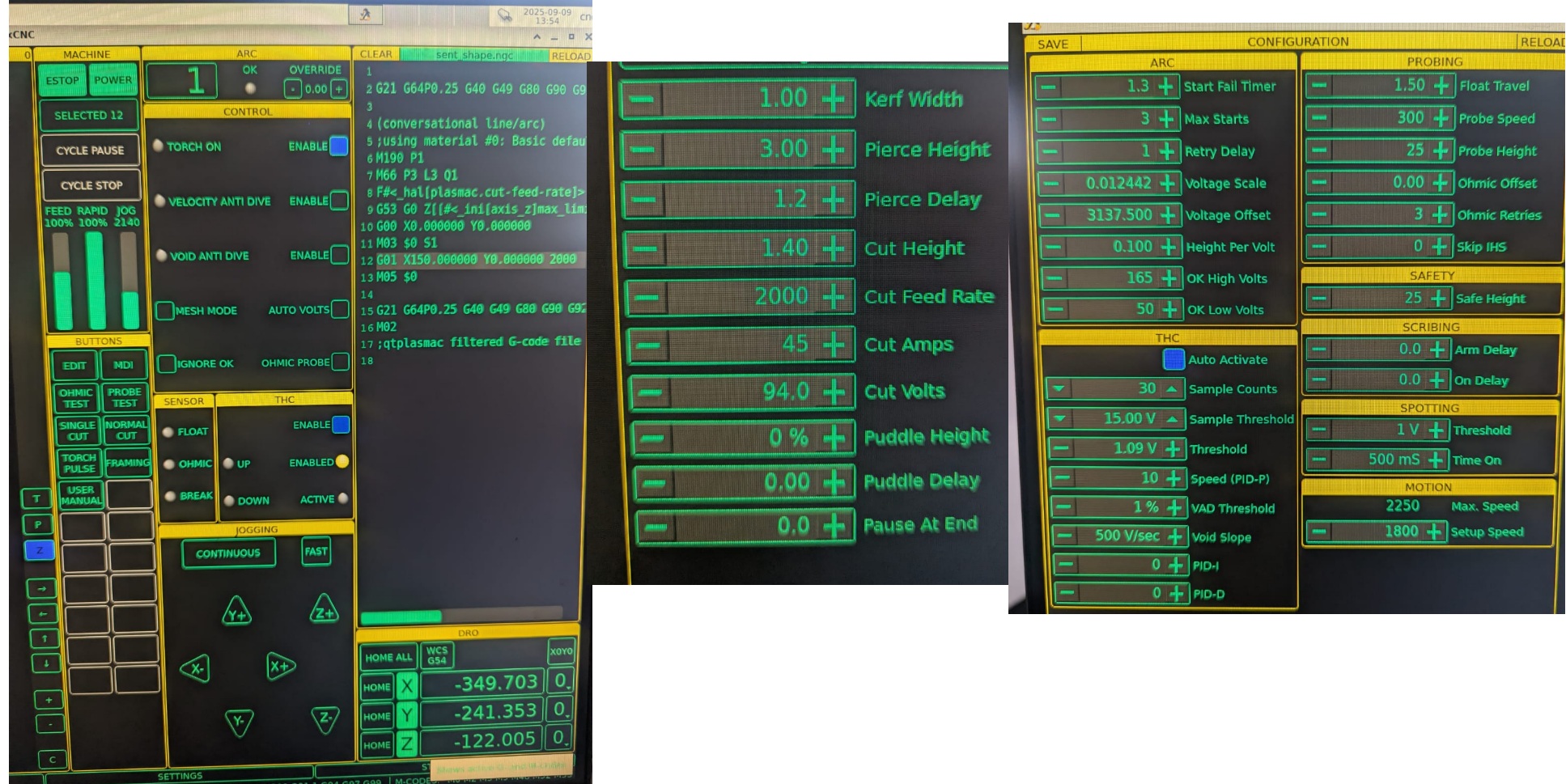
Attachments:
Please Log in or Create an account to join the conversation.
- Plasmanfm
- Offline
- Premium Member
-

Less
More
- Posts: 121
- Thank you received: 21
25 Mar 2026 09:07 #344701
by Plasmanfm
Replied by Plasmanfm on topic THC not getting active even when "all seemingly needed" requirements are met
I have a Lorch plama cutter that ignites with hf....
By me was it the monitor cable ...
MfG
Juergen
By me was it the monitor cable ...
MfG
Juergen
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- AntonioT
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 1
25 Mar 2026 15:57 #344723
by AntonioT
Replied by AntonioT on topic THC not getting active even when "all seemingly needed" requirements are met
i see, will look at it too. Was the HF start giving you issues with THC?
Please Log in or Create an account to join the conversation.
- Plasmanfm
- Offline
- Premium Member
-
Less
More
- Posts: 121
- Thank you received: 21
26 Mar 2026 09:01 - 26 Mar 2026 09:03 #344757
by Plasmanfm
Replied by Plasmanfm on topic THC not getting active even when "all seemingly needed" requirements are met
No, it didn't
mfg
Juergen
mfg
Juergen
Last edit: 26 Mar 2026 09:03 by Plasmanfm.
The following user(s) said Thank You: AntonioT
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-

Less
More
- Posts: 12035
- Thank you received: 4107
26 Mar 2026 09:30 #344760
by rodw
Replied by rodw on topic THC not getting active even when "all seemingly needed" requirements are met
Its an odd looking voltage plot.
I would look at the time after arc ok the THC is activated. To me it looks like it needs to be 2 seconds. I just can't see the setting I'm looking for.
Early activation could be disabled by the big fluctuations in voltage.
I would look at the time after arc ok the THC is activated. To me it looks like it needs to be 2 seconds. I just can't see the setting I'm looking for.
Early activation could be disabled by the big fluctuations in voltage.
Please Log in or Create an account to join the conversation.
- AntonioT
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 1
27 Mar 2026 06:12 #344810
by AntonioT
Replied by AntonioT on topic THC not getting active even when "all seemingly needed" requirements are met
ok, found this to try those 2 seconds maybe:
Two methods of THC activation are available and are selected with the Auto Activation check-button. Both methods begin their calculations when the current velocity of the torch matches the cut feed rate specified for the selected material:
Delay Activation (the default) is selected when Auto Activation is unchecked. This method uses a time delay set with the Delay parameter.
Auto Activation is selected when Auto Activation is checked. This method determines that the arc voltage is stable by using the Sample Counts and Sample Threshold parameters.
Two methods of THC activation are available and are selected with the Auto Activation check-button. Both methods begin their calculations when the current velocity of the torch matches the cut feed rate specified for the selected material:
Delay Activation (the default) is selected when Auto Activation is unchecked. This method uses a time delay set with the Delay parameter.
Auto Activation is selected when Auto Activation is checked. This method determines that the arc voltage is stable by using the Sample Counts and Sample Threshold parameters.
Please Log in or Create an account to join the conversation.
- AntonioT
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 1
15 May 2026 04:08 #346407
by AntonioT
Replied by AntonioT on topic THC not getting active even when "all seemingly needed" requirements are met
Hello all, this is an update for my issue.
While trying to debug the THC activation happened that the voltage readings started to get erratic i.e. -39v until it completely failed. At some point identified that the encoder differential input chip was super-hot. I assume it got damaged by some EMI spike. had that chip replaced at a laptop shop, I only tried it again with a new NON HF plasma source, the new plasma is not CNC, only some relay interface used for starting and. THC is working now. so bottom line, in my case the HF plasma was causing too much trouble. Thanks all for your ideas and hope this if useful for someone in the future.
Antonio.
While trying to debug the THC activation happened that the voltage readings started to get erratic i.e. -39v until it completely failed. At some point identified that the encoder differential input chip was super-hot. I assume it got damaged by some EMI spike. had that chip replaced at a laptop shop, I only tried it again with a new NON HF plasma source, the new plasma is not CNC, only some relay interface used for starting and. THC is working now. so bottom line, in my case the HF plasma was causing too much trouble. Thanks all for your ideas and hope this if useful for someone in the future.
Antonio.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
- User Interfaces
- Plasmac
- THC not getting active even when "all seemingly needed" requirements are met
Time to create page: 0.244 seconds