Harmonic drive 4th axis build
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19863
- Thank you received: 4636
15 Jan 2023 20:43 #262060
by andypugh
Replied by andypugh on topic Harmonic drive 4th axis build
You have
DEFAULT_ANGULAR_VELOCITY = 50.000000
So it seems that probe_basic isn't using that. It might be fixed? You would have to ask there.
The accelerations don't look low (I had already checked) but you could try pushing them a bit higher to see what happens.
DEFAULT_ANGULAR_VELOCITY = 50.000000
So it seems that probe_basic isn't using that. It might be fixed? You would have to ask there.
The accelerations don't look low (I had already checked) but you could try pushing them a bit higher to see what happens.
The following user(s) said Thank You: CNC_ANDI
Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-

Less
More
- Posts: 233
- Thank you received: 31
15 Jan 2023 21:10 #262065
by CNC_ANDI
Replied by CNC_ANDI on topic Harmonic drive 4th axis build
yes i will open a topic in the probe basic thread for this.
ok i will test it again with the accelerations tomorrow.
thank you
ok i will test it again with the accelerations tomorrow.
thank you
Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-
Less
More
- Posts: 233
- Thank you received: 31
17 Jan 2023 19:44 #262264
by CNC_ANDI
Replied by CNC_ANDI on topic Harmonic drive 4th axis build
So today i have tested the programm with double acclereations.... but nothing changes.
Simultan Programm is slow as before.
Changed the acclereations for xyz from 750 to 1500....
Simultan Programm is slow as before.
Changed the acclereations for xyz from 750 to 1500....
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19863
- Thank you received: 4636
17 Jan 2023 20:46 #262269
by andypugh
Replied by andypugh on topic Harmonic drive 4th axis build
Can you explain again which code you are seeing the problem with?
In an earlier post I only saw one B axis move,
N81115 G93 B-982.046 F269.4382
And that isn't a combined move, so perhaps I am on the wrong track.
Anyway, without knowing where the B axis was before the move, it's hard to work out what the speed should be.
Then for example
N81175 G0 Z21.
N81180 G1 Z15. F1100.
So a move of 6mm in 1/1100 of a minute, ie 6600 mm/min
In an earlier post I only saw one B axis move,
N81115 G93 B-982.046 F269.4382
And that isn't a combined move, so perhaps I am on the wrong track.
Anyway, without knowing where the B axis was before the move, it's hard to work out what the speed should be.
Then for example
N81175 G0 Z21.
N81180 G1 Z15. F1100.
So a move of 6mm in 1/1100 of a minute, ie 6600 mm/min
The following user(s) said Thank You: CNC_ANDI
Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-
Less
More
- Posts: 233
- Thank you received: 31
18 Jan 2023 09:43 - 18 Jan 2023 09:49 #262327
by CNC_ANDI
Replied by CNC_ANDI on topic Harmonic drive 4th axis build
At this code, the Movements are realy slow
you can see it here -
but at this code:
the movements are fine.
you can see it on the same video at ~16:20min.
you can see it here -
but at this code:
the movements are fine.
you can see it on the same video at ~16:20min.
Attachments:
Last edit: 18 Jan 2023 09:49 by CNC_ANDI.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19863
- Thank you received: 4636
18 Jan 2023 10:57 - 18 Jan 2023 10:58 #262330
by andypugh
Replied by andypugh on topic Harmonic drive 4th axis build
I think that it must be due to falling back to the older single-segment lookahead.
It seems to be slower when doing combined Z and B moves and faster when Z is not moving.
Looking a the "slow" G-code it is requesting 207 degrees/sec
delta ZZ vel (mm/sec)delta BB vel (deg/sec)Z11.104B-90.454F27344.8538 Z11.099B-90.859F30739.69230.0052.56164102-0.405207.4929Z11.094B-91.264F30702.33070.0052.55852756-0.405207.2407Z11.089B-91.618F35078.19650.0052.92318304-0.354206.9614Z11.084B-91.973F35055.96770.0052.92133064-0.355207.4145Z11.079B-92.329F35033.21990.0052.91943499-0.356207.8638Z11.074B-92.633F40846.69320.0053.4038911-0.304206.9566Z11.069B-92.938F40823.12950.0053.40192746-0.305207.5176Z11.064B-93.294F34968.8820.0052.9140735-0.356207.482Z11.059B-93.6F40770.33180.0053.39752765-0.306207.9287Z11.054B-93.855F48897.10910.0054.07475909-0.255207.8127Z11.049B-94.161F40724.67460.0053.39372288-0.306207.6958Z11.044B-94.467F40716.77050.0053.39306421-0.306207.6555Z11.039B-94.722F48805.88490.0054.06715708-0.255207.425Z11.034B-94.978F48779.42860.0054.06495238-0.256208.1256Z11.029B-95.234F48753.1790.0054.06276492-0.256208.0136Z11.024B-95.541F40603.31770.0053.38360981-0.307207.7536Z11.019B-95.746F60871.43590.0055.07261966-0.205207.9774
(Edit, this was a neatly formatted table when pasted from Excel..)
The Z step-down is _tiny_ which is probably part of the problem. The system will only reach a speed which will allow it to stop before the end of the next segment (in case that is the last segment. This is what single-segment lookahead means) Can you persuade the CAM to make the Z steps 10x larger? That should help.
To stop in 0.005 mm with an acceleration of 800mm/s the speed can not be higher than 2.6mm/s
To stop in 0.35 degrees with an acceleration of 4000 the angular speed can not be any higher than 50 deg/s
(v^2 = u^2 + 2as equation)
Again, these tiny steps make no sense, the system would smoothly interpolate between steps 10 or 100 times bigger.
It seems to be slower when doing combined Z and B moves and faster when Z is not moving.
Looking a the "slow" G-code it is requesting 207 degrees/sec
delta ZZ vel (mm/sec)delta BB vel (deg/sec)Z11.104B-90.454F27344.8538 Z11.099B-90.859F30739.69230.0052.56164102-0.405207.4929Z11.094B-91.264F30702.33070.0052.55852756-0.405207.2407Z11.089B-91.618F35078.19650.0052.92318304-0.354206.9614Z11.084B-91.973F35055.96770.0052.92133064-0.355207.4145Z11.079B-92.329F35033.21990.0052.91943499-0.356207.8638Z11.074B-92.633F40846.69320.0053.4038911-0.304206.9566Z11.069B-92.938F40823.12950.0053.40192746-0.305207.5176Z11.064B-93.294F34968.8820.0052.9140735-0.356207.482Z11.059B-93.6F40770.33180.0053.39752765-0.306207.9287Z11.054B-93.855F48897.10910.0054.07475909-0.255207.8127Z11.049B-94.161F40724.67460.0053.39372288-0.306207.6958Z11.044B-94.467F40716.77050.0053.39306421-0.306207.6555Z11.039B-94.722F48805.88490.0054.06715708-0.255207.425Z11.034B-94.978F48779.42860.0054.06495238-0.256208.1256Z11.029B-95.234F48753.1790.0054.06276492-0.256208.0136Z11.024B-95.541F40603.31770.0053.38360981-0.307207.7536Z11.019B-95.746F60871.43590.0055.07261966-0.205207.9774
(Edit, this was a neatly formatted table when pasted from Excel..)
The Z step-down is _tiny_ which is probably part of the problem. The system will only reach a speed which will allow it to stop before the end of the next segment (in case that is the last segment. This is what single-segment lookahead means) Can you persuade the CAM to make the Z steps 10x larger? That should help.
To stop in 0.005 mm with an acceleration of 800mm/s the speed can not be higher than 2.6mm/s
To stop in 0.35 degrees with an acceleration of 4000 the angular speed can not be any higher than 50 deg/s
(v^2 = u^2 + 2as equation)
Again, these tiny steps make no sense, the system would smoothly interpolate between steps 10 or 100 times bigger.
Last edit: 18 Jan 2023 10:58 by andypugh.
The following user(s) said Thank You: CNC_ANDI
Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-
Less
More
- Posts: 233
- Thank you received: 31
18 Jan 2023 16:05 #262347
by CNC_ANDI
Replied by CNC_ANDI on topic Harmonic drive 4th axis build
i dont know how i can do that. i´m using Fusion360 for this code.Can you persuade the CAM to make the Z steps 10x larger?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19863
- Thank you received: 4636
18 Jan 2023 17:03 #262355
by andypugh
Replied by andypugh on topic Harmonic drive 4th axis build
It got lost when the editor destroyed the data table, but every Z move in the slow section was 0.005 mm, ie 5 microns.
Googling on "Fusion CAM segment length" suggests that turning on smoothing might help.
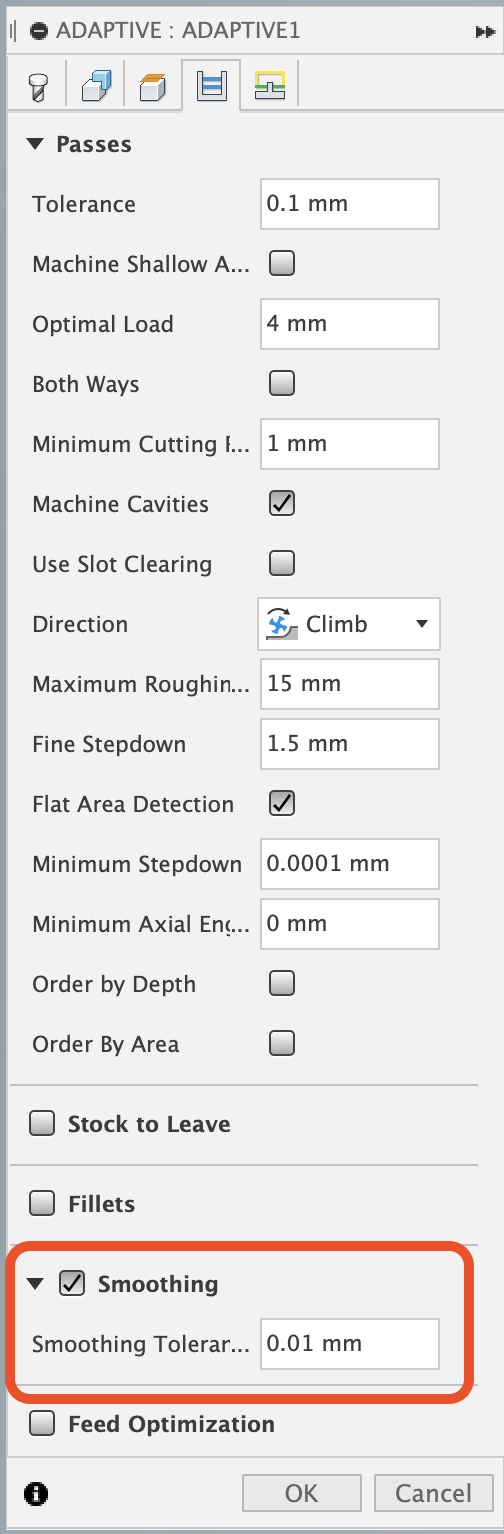
Googling on "Fusion CAM segment length" suggests that turning on smoothing might help.
Attachments:
The following user(s) said Thank You: CNC_ANDI
Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-
Less
More
- Posts: 233
- Thank you received: 31
18 Jan 2023 20:40 - 18 Jan 2023 21:23 #262366
by CNC_ANDI
Replied by CNC_ANDI on topic Harmonic drive 4th axis build
ah ok but smoothing i always have 0.01mm
edit: changed from 0.01 to 0.2mm now works faster. thank you so much!!!
edit: changed from 0.01 to 0.2mm now works faster. thank you so much!!!
Last edit: 18 Jan 2023 21:23 by CNC_ANDI.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19863
- Thank you received: 4636
18 Jan 2023 20:56 #262367
by andypugh
Replied by andypugh on topic Harmonic drive 4th axis build
Try 0.1mm and then try cutting air, just to see what happens.
The following user(s) said Thank You: CNC_ANDI
Please Log in or Create an account to join the conversation.
Time to create page: 0.185 seconds