- Other Stuff
- Show Your Stuff
- Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
- tommylight
-

- Online
- Moderator
-

Less
More
- Posts: 21700
- Thank you received: 7417
07 May 2020 09:34 #166942
by tommylight
And that combination of Mesa cards should do just fine, just do not forget to order a cable with headers for the 7i89.
Replied by tommylight on topic Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
Yes.
does that mean that I can just connect the 3 differential pairs up (so 6 wires in total and I am good to go) So the encoder differiential pairs don't need a ground also?
The encoders are powered from the drive, so no load on the Mesa boards for that.
and also what about the 7i76 logic 5v power from the 5i25? will that be ok for now as is. I know eventually I will need to get a separate 5v powersupply so I don't put too much load on the pci slot with 5 encoders running..
And that combination of Mesa cards should do just fine, just do not forget to order a cable with headers for the 7i89.
Please Log in or Create an account to join the conversation.
- Becksvill
- Offline
- Elite Member
-

Less
More
- Posts: 206
- Thank you received: 103
07 May 2020 09:41 #166944
by Becksvill
Replied by Becksvill on topic Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
thanks Tom
Ok I will try that tomorrow and report back.
then I will go through your wonderful servo tuning tutorial and try to work it out without too much hand holding
and then I better get some more photos up here:)
regards
Andrew
Ok I will try that tomorrow and report back.
then I will go through your wonderful servo tuning tutorial and try to work it out without too much hand holding
and then I better get some more photos up here:)
regards
Andrew
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-
- Online
- Moderator
-
Less
More
- Posts: 21700
- Thank you received: 7417
07 May 2020 10:06 #166948
by tommylight
Replied by tommylight on topic Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
If you are not using the existing spindle encoder on the 7i76, you can wire one of the encoders there, just A and B signals and use halshow or halscope to check if it works properly counting up and down. Same for the index, if you want to check that also.
Please Log in or Create an account to join the conversation.
- Becksvill
- Offline
- Elite Member
-
Less
More
- Posts: 206
- Thank you received: 103
07 May 2020 10:57 #166954
by Becksvill
Replied by Becksvill on topic Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
yes that is my plan. just temporarily connect the spindle encoder to each axis in turn and set the pid loop in the servo drive.
currently there is a .05mm dead band in the middle of the Pid loop I think. the step gens need to move more than .05mm before the servo responds
the machine is still in pretty nice condition so it would be nice to get it down to .005mm accuracy. It came from the factory with 0.003mm positional accuracy
anyway I will report back here with the results tomorrow on how it goes. just hope I don't get any ground unbalances and loops
regards
Andrew
currently there is a .05mm dead band in the middle of the Pid loop I think. the step gens need to move more than .05mm before the servo responds
the machine is still in pretty nice condition so it would be nice to get it down to .005mm accuracy. It came from the factory with 0.003mm positional accuracy
anyway I will report back here with the results tomorrow on how it goes. just hope I don't get any ground unbalances and loops
regards
Andrew
Please Log in or Create an account to join the conversation.
- Becksvill
- Offline
- Elite Member
-
Less
More
- Posts: 206
- Thank you received: 103
10 May 2020 00:30 - 10 May 2020 00:32 #167202
by Becksvill
Replied by Becksvill on topic Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
hi guys
I am just connecting up my encoders and and thought I would post a quick photo of my mesa card wiring system. It isn't particularly neat but if you had seen the first effort!

you can see my space I have here for the new 7i89 card once it comes. and the E stop circuit relays and spindle direction relays are down the bottom.
I had to use a relay to set up the direction as the 7i76 mesa card doesn't connect up nicely with my vfd without a direction relay in the system.
regards
Andrew
I am just connecting up my encoders and and thought I would post a quick photo of my mesa card wiring system. It isn't particularly neat but if you had seen the first effort!
you can see my space I have here for the new 7i89 card once it comes. and the E stop circuit relays and spindle direction relays are down the bottom.
I had to use a relay to set up the direction as the 7i76 mesa card doesn't connect up nicely with my vfd without a direction relay in the system.
regards
Andrew
Attachments:
Last edit: 10 May 2020 00:32 by Becksvill. Reason: missed come comments
Please Log in or Create an account to join the conversation.
- Becksvill
- Offline
- Elite Member
-
Less
More
- Posts: 206
- Thank you received: 103
10 May 2020 01:04 - 10 May 2020 02:11 #167211
by Becksvill
Replied by Becksvill on topic Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
Hey guys some questions here if anyone has answers
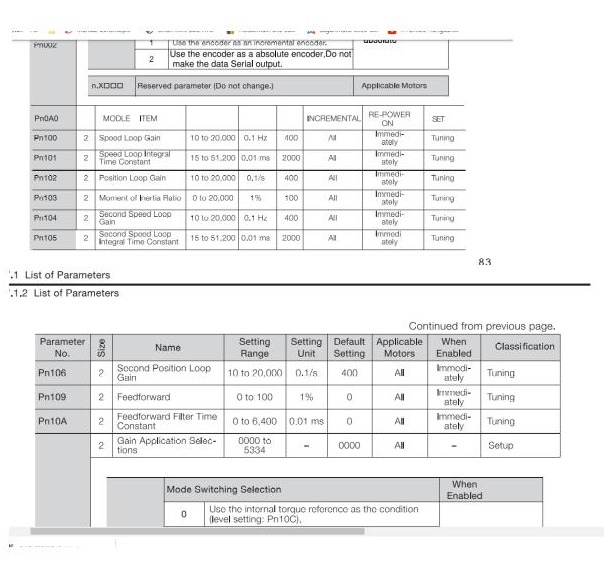
here is the servo drive manual for anyone that has questions. and I will screenshot the interesting stuff so you don't have to search through the manual. as no one likes to do that for no reason haha
yuhau servo google drive link

I am not sure what all these terms mean. If someone could either link me to a good tutorial or reply here that would be appreciated.
Edit: I do have a fair idea what most of the tuning terms mean but have never actually tuned a servo drive yet so assume that I don't know anything lol.
Currently I have the encoder count working in the Axis Hal configuration window. But it is inverted and reading negative. I think I have two options here. once is swap the A and B channels and the other is put a negative sign on the encoder entry in the INI file that I haven't made yet.
regards
Andrew
here is the servo drive manual for anyone that has questions. and I will screenshot the interesting stuff so you don't have to search through the manual. as no one likes to do that for no reason haha
yuhau servo google drive link
I am not sure what all these terms mean. If someone could either link me to a good tutorial or reply here that would be appreciated.
Edit: I do have a fair idea what most of the tuning terms mean but have never actually tuned a servo drive yet so assume that I don't know anything lol.
Currently I have the encoder count working in the Axis Hal configuration window. But it is inverted and reading negative. I think I have two options here. once is swap the A and B channels and the other is put a negative sign on the encoder entry in the INI file that I haven't made yet.
regards
Andrew
Attachments:
Last edit: 10 May 2020 02:11 by Becksvill. Reason: just clarifying some stuff
Please Log in or Create an account to join the conversation.
- Becksvill
- Offline
- Elite Member
-
Less
More
- Posts: 206
- Thank you received: 103
10 May 2020 11:04 #167249
by Becksvill
Replied by Becksvill on topic Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
Hi everyone.
just a quick update here.
If you have been following along here you will see that I have been trying to tune my chinese servos with their software which I finally gave up on. my eventual plan is to have the encoders running back into a 7i89 mesa card and be permanently set up but currently I don't have the right cards and getting them is a bit of a pain with all the Covid 19 mess. the shutdowns are great for working on machines (here in New Zealand the government essentially pays me to do it. But getting parts is a bit of a pain. anyway I am running the feedback out from my chinese servo drive into the spindle encoder input on the 7i76 card I have. the idea is then I can plot the F error in Halscope the use that to tune the servos by changing the parameters inside the drive and checking the result in Halscope.
after spending most of the say painfully searching forum posts I think I have cracked it! Yeha. It is 11pm here but I finally have some success.
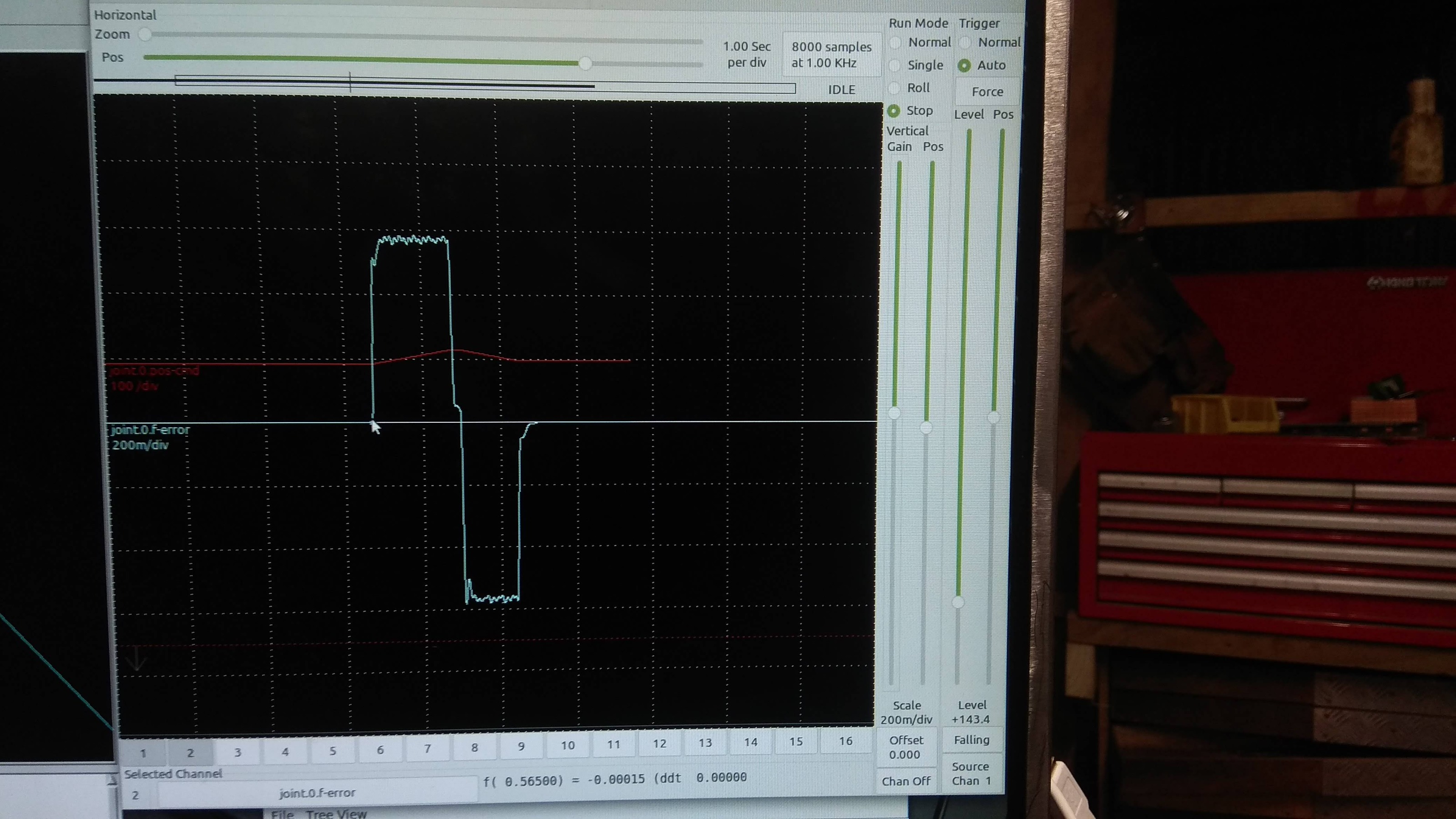
this Halscope plot shows the commanded position from linux cnc and then the F error which comes from my encoder feedback showing how the servos are actually following the commanded position.
there were a whole lot of Hal connections to set up but I think it is working and I will try to document this for the next person that spends half the day searching for help haha. hopefully when you see the next few posts they help you.
regards
Andrew
just a quick update here.
If you have been following along here you will see that I have been trying to tune my chinese servos with their software which I finally gave up on. my eventual plan is to have the encoders running back into a 7i89 mesa card and be permanently set up but currently I don't have the right cards and getting them is a bit of a pain with all the Covid 19 mess. the shutdowns are great for working on machines (here in New Zealand the government essentially pays me to do it. But getting parts is a bit of a pain. anyway I am running the feedback out from my chinese servo drive into the spindle encoder input on the 7i76 card I have. the idea is then I can plot the F error in Halscope the use that to tune the servos by changing the parameters inside the drive and checking the result in Halscope.
after spending most of the say painfully searching forum posts I think I have cracked it! Yeha. It is 11pm here but I finally have some success.
this Halscope plot shows the commanded position from linux cnc and then the F error which comes from my encoder feedback showing how the servos are actually following the commanded position.
there were a whole lot of Hal connections to set up but I think it is working and I will try to document this for the next person that spends half the day searching for help haha. hopefully when you see the next few posts they help you.
regards
Andrew
Attachments:
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Becksvill
- Offline
- Elite Member
-
Less
More
- Posts: 206
- Thank you received: 103
10 May 2020 22:00 #167307
by Becksvill
Replied by Becksvill on topic Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
Hey guys.
need a little help here.
I am not sure which Pid terms I should be concentrating on. Tommy if you are watching this is where I need that servo tuning help. I will go over your tutorial also in a sec
So my system is a step and dir system with a 7i76 mesa card.
I am trying to tune the velocity/ position loop in my servo drives just using Halscope to graph the error so I can tune the drives.
So I am not using 0-10v control signals.
as that is the case I am not sure what to make FF1
and FF2
and a explanation of how the pid terms talked about in your tutorial relate to my tuning parameters would be helpful.
need a little help here.
I am not sure which Pid terms I should be concentrating on. Tommy if you are watching this is where I need that servo tuning help. I will go over your tutorial also in a sec
So my system is a step and dir system with a 7i76 mesa card.
I am trying to tune the velocity/ position loop in my servo drives just using Halscope to graph the error so I can tune the drives.
So I am not using 0-10v control signals.
as that is the case I am not sure what to make FF1
and FF2
and a explanation of how the pid terms talked about in your tutorial relate to my tuning parameters would be helpful.
Attachments:
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-

Less
More
- Posts: 4756
- Thank you received: 1458
11 May 2020 02:35 #167320
by Todd Zuercher
Replied by Todd Zuercher on topic Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
If you are using step/dir commands, open loop (no position feedback into Linuxcnc) then you do not need to do any tuning in Linuxcnc, the default settings should be correct. The servo loop is closed in your servo drive. The only tuning would be within the drive probably using it's configuration software.
Please Log in or Create an account to join the conversation.
- Becksvill
- Offline
- Elite Member
-
Less
More
- Posts: 206
- Thank you received: 103
11 May 2020 02:56 #167321
by Becksvill
Replied by Becksvill on topic Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
hey Todd
I have been tracking down your old posts on this for the past few days haha
I am running in open loop like the second method you suggested in this old thread here
old thread on step and dir with encoders
I am trying to use the encoder output from the drives to graph the following error and velocity error so I can tune the drives as the chinese servo tuning software to hard to get working.
I have halscope working fine now
currently I am measuring the joint.0.f-error
also I just connected up another input from the encoder velocity
net x-vel-feedback =>hm2_5i25.0.encoder.00.velocity-rpm
that way I can graph the difference between the commanded velocity and the velocity feedback
(just realised that my scale is not accurate though. the commanded velocity is in m/min and the encoder velocity is in rpm. (better fix that)
I have been tracking down your old posts on this for the past few days haha
I am running in open loop like the second method you suggested in this old thread here
old thread on step and dir with encoders
I am trying to use the encoder output from the drives to graph the following error and velocity error so I can tune the drives as the chinese servo tuning software to hard to get working.
I have halscope working fine now
currently I am measuring the joint.0.f-error
also I just connected up another input from the encoder velocity
net x-vel-feedback =>hm2_5i25.0.encoder.00.velocity-rpm
that way I can graph the difference between the commanded velocity and the velocity feedback
(just realised that my scale is not accurate though. the commanded velocity is in m/min and the encoder velocity is in rpm. (better fix that)
Please Log in or Create an account to join the conversation.
- Other Stuff
- Show Your Stuff
- Vertical Machining Centre Retrofit with Chinese Servo Drives Build Thread (NZ)
Time to create page: 0.237 seconds