Move on extents
- FiliP
- Offline
- Junior Member
-

Less
More
- Posts: 26
- Thank you received: 2
03 Jul 2015 02:39 #60355
by FiliP
Move on extents was created by FiliP
Hi.
I have 3axis home made mill. I want to do something like this, first 5 seconds:
Auto move around work area, "drawing" rectangle on fixed Z level.
I have no idea how to get this moves on demand (form glade button/subroutine).
Can anyone show me the way?
I have 3axis home made mill. I want to do something like this, first 5 seconds:
Auto move around work area, "drawing" rectangle on fixed Z level.
I have no idea how to get this moves on demand (form glade button/subroutine).
Can anyone show me the way?
Please Log in or Create an account to join the conversation.
- kornphlake79
- Offline
- Senior Member
-

Less
More
- Posts: 52
- Thank you received: 10
03 Jul 2015 10:16 #60362
by kornphlake79
Replied by kornphlake79 on topic Move on extents
We have several Han's laser etching lasers that will show a "frame preview." The marking software is based on an open source windows based marking software to the best of my knowledge it is only modified for some Han's laser logos. Sintec Optronics and Orotig both use the same software. I know it interfaces with a usb motion controller but after a short search I am not able to find source code for an open source download. I'm not sure how well marking software would work for milling, and it certainly isn't linuxcnc based so it may not fit your needs at all, but it may get you searching in the right direction.
Please Log in or Create an account to join the conversation.
- FiliP
- Offline
- Junior Member
-
Less
More
- Posts: 26
- Thank you received: 2
03 Jul 2015 14:59 #60367
by FiliP
Replied by FiliP on topic Move on extents
Thx.
I was searching answers on this page but get nothing.
linuxcnc.org/docs/html/gcode/overview.html
Becouse not all CAM programs have this functionality i'd like to do this using LinuxCNC.
Maybe some one else got any idea?
I was searching answers on this page but get nothing.
linuxcnc.org/docs/html/gcode/overview.html
Becouse not all CAM programs have this functionality i'd like to do this using LinuxCNC.
Maybe some one else got any idea?
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 22
- Thank you received: 240
03 Jul 2015 14:59 #60368
by ArcEye
Replied by ArcEye on topic Move on extents
The answer would be to write a program that parses the gcode file, finds the largest positive and negative X and Y values and makes a rectangle from them.
The question is what is the point of it?
I can only assume you do everything in CAD and CAM and have no idea what the gcode files contain?
regards
The question is what is the point of it?
I can only assume you do everything in CAD and CAM and have no idea what the gcode files contain?
regards
Please Log in or Create an account to join the conversation.
- FiliP
- Offline
- Junior Member
-
Less
More
- Posts: 26
- Thank you received: 2
03 Jul 2015 15:19 #60369
by FiliP
Replied by FiliP on topic Move on extents
That's right.I do not always have access to the files CAM / CAD.
What is this for? Mainly to quickly verify the correct alignment of the material to be treated, and i don't always use a material with a symmetrical shape.
I was expecting the maximum dimensions that appear in the graphics window LinuxCNC are somewhere stored in a variable ...
It remains for me to always manually rewriting maximum and run code in MIDI or subroutine.
Thank you for trying to help.
What is this for? Mainly to quickly verify the correct alignment of the material to be treated, and i don't always use a material with a symmetrical shape.
I was expecting the maximum dimensions that appear in the graphics window LinuxCNC are somewhere stored in a variable ...
It remains for me to always manually rewriting maximum and run code in MIDI or subroutine.
Thank you for trying to help.
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 22
- Thank you received: 240
03 Jul 2015 17:30 #60374
by ArcEye
Replied by ArcEye on topic Move on extents
You can access the max extents from the File > Properties dialog.
I will look later to see where Axis gets them from, but whether they are available as an externally accessible variable is dubious.
regards
I will look later to see where Axis gets them from, but whether they are available as an externally accessible variable is dubious.
regards
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
03 Jul 2015 17:55 #60376
by andypugh
Replied by andypugh on topic Move on extents
One solution might be to set up a filter file which simply looks through the G-code for max and min X and Y values and stores them in global G-code paramters. Then a button-press can call a simple G-code sub to use these values.
LinuxCNC has the option to run the filter process whenever a G-code file is opened:
www.linuxcnc.org/docs/html/config/ini_co...l#sub:FILTER-Section
LinuxCNC has the option to run the filter process whenever a G-code file is opened:
www.linuxcnc.org/docs/html/config/ini_co...l#sub:FILTER-Section
The following user(s) said Thank You: FiliP
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 22
- Thank you received: 240
03 Jul 2015 19:06 - 03 Jul 2015 22:54 #60378
by ArcEye
Replied by ArcEye on topic Move on extents
Axis gets the extents from canon.
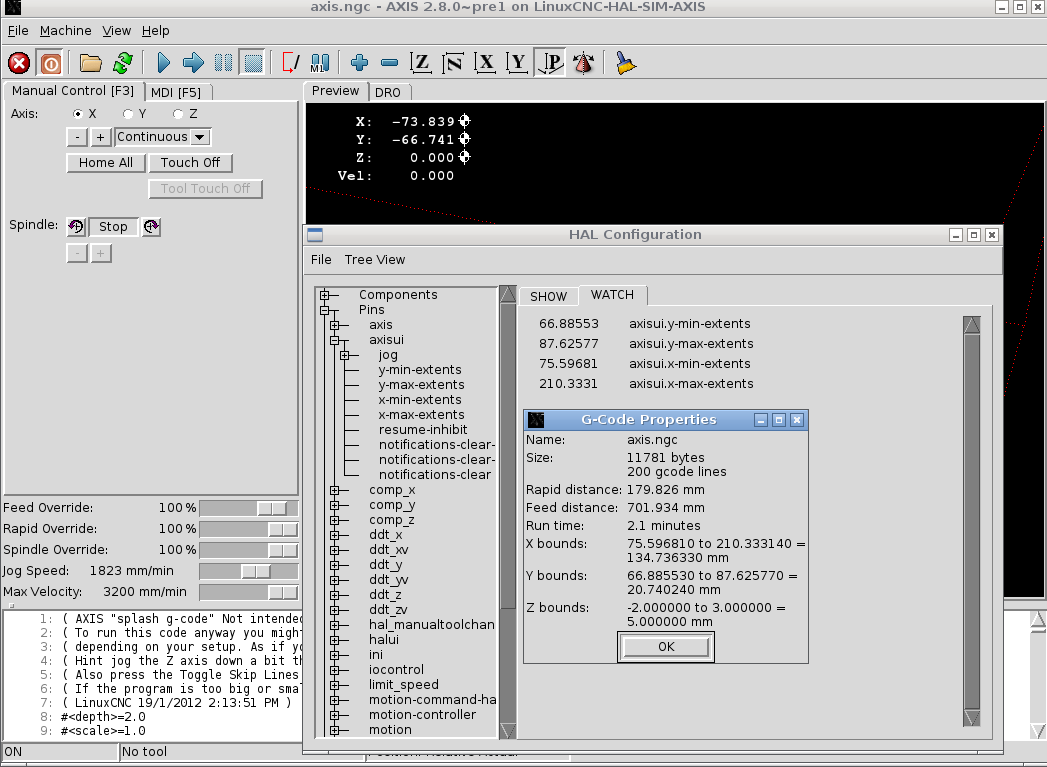
If you created axisui pins, say axisui.x-max-extent, axisui.x-min-extent etc, you cou copy these values to those pins and make them accessible, both though hal and directly in gcode through the #<_hal[xxxx]> mechanism
Line 1791 onwards (master)
If you created axisui pins, say axisui.x-max-extent, axisui.x-min-extent etc, you cou copy these values to those pins and make them accessible, both though hal and directly in gcode through the #<_hal[xxxx]> mechanism
Line 1791 onwards (master)
min_extents = from_internal_units(o.canon.min_extents, conv)
max_extents = from_internal_units(o.canon.max_extents, conv)
for (i, c) in enumerate("xyz"):
a = min_extents[i]
b = max_extents[i]
if a != b:
props[c] = _("%(a)f to %(b)f = %(diff)f %(units)s").replace("%f", fmt) % {'a': a, 'b': b, 'diff': b-a, 'units': units}
properties(root_window, _("G-Code Properties"), property_names, props)
Last edit: 03 Jul 2015 22:54 by ArcEye.
The following user(s) said Thank You: FiliP
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 22
- Thank you received: 240
03 Jul 2015 20:13 - 03 Jul 2015 23:21 #60381
by ArcEye
Replied by ArcEye on topic Move on extents
comme ca
Last edit: 03 Jul 2015 23:21 by ArcEye.
The following user(s) said Thank You: FiliP
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 22
- Thank you received: 240
03 Jul 2015 22:52 #60385
by ArcEye
Replied by ArcEye on topic Move on extents
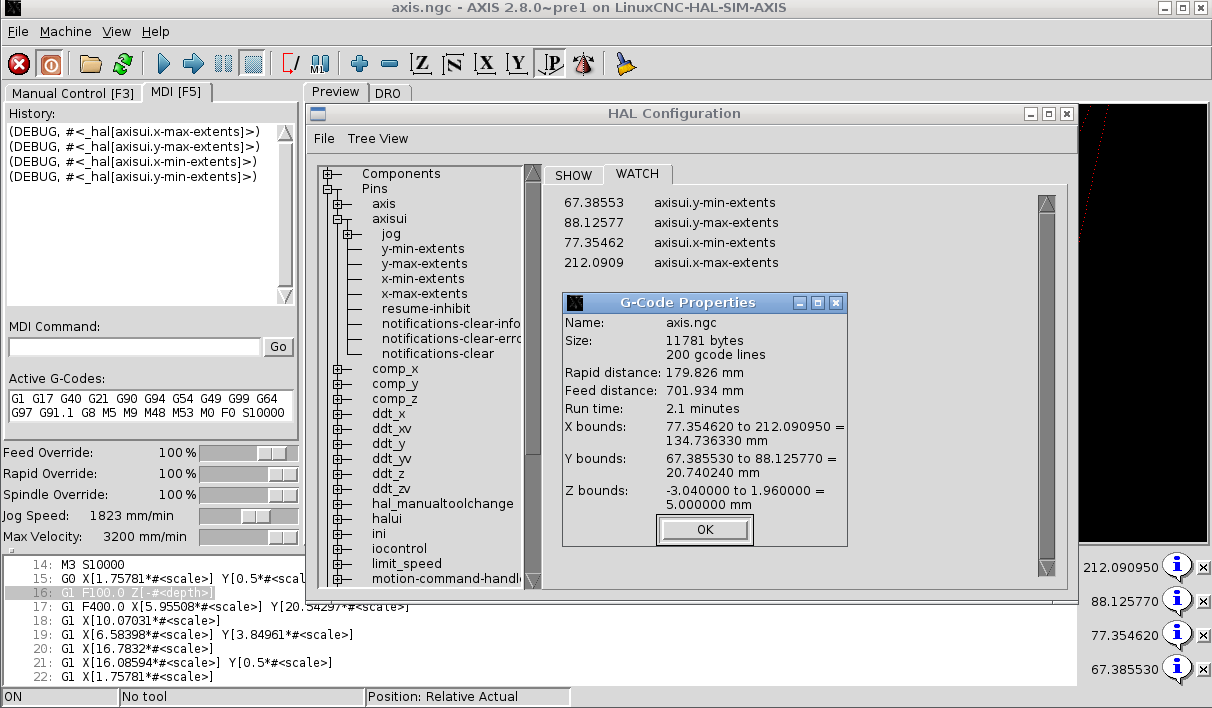
and how to access the values in gcode
The following user(s) said Thank You: jtc, FiliP
Please Log in or Create an account to join the conversation.
Time to create page: 0.175 seconds