- Configuring LinuxCNC
- Advanced Configuration
- Servo Wiring and Tuning detailed How To example Mesa 7i77.
Servo Wiring and Tuning detailed How To example Mesa 7i77.
- Type_Zero_Design
- Offline
- Premium Member
-

- Posts: 133
- Thank you received: 7
Good call! I have Max error in there for sure. Are these other lines other than Max error ok to have?
setp pid.x.maxoutput [JOINT_0]MAX_OUTPUT
setp pid.x.error-previous-target true
setp pid.x.maxerror .0005
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

- Posts: 17996
- Thank you received: 5282
setp pid.N.maxerror .0005
is harmful
Please Log in or Create an account to join the conversation.
- Type_Zero_Design
- Offline
- Premium Member
-
- Posts: 133
- Thank you received: 7
Adding additional P causes it to go into a condition chasing a tenth back and forth. Adding any more then the .75 FF1 causes a overshoot in the opposite direction when I let off the jog.
I have attached a video of the scope results.
photos.app.goo.gl/GH7n5Lm8qcZPwpeL7
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
- Posts: 17996
- Thank you received: 5282
It should be set to within 1/10 1%
Too much FF1 means motion leads the command
Too little FF1 means motion lags the command
Please Log in or Create an account to join the conversation.
- randypetersen
-

- Offline
- Premium Member
-
- Posts: 136
- Thank you received: 15
So my machine appears to be working fine. I go to a position and it accelerates and decelerates to get there and does't over shoot it.
When I am cutting however, I often get joint following errors.
So I thought I would revisit the tuning, since I didn't have much luck with that initially. For example, I can increase P and not see much of any difference until I get to about 500, then it starts loudly oscillating and chattering. So then I have to bump it down to 300 or so. As in the tutorial I then FF1 I adjust to about 3.5, anything much higher and it starts acting poorly as well.
Am I missing something when it comes to tuning,
I watched this video which I found interesting and long:
Not directed an LinuxCNC so may not be applicable.
Curious if any had any further resources for tuning, and when it's necessary?
Please Log in or Create an account to join the conversation.
- Type_Zero_Design
- Offline
- Premium Member
-
- Posts: 133
- Thank you received: 7
Dose what you said here not apply to me since I'm using step/for rather than analog?
You can either calculate FF1 (10/velocity@10V) or scale the analog output
in velocity in which case FF1 = 1.0
If not how do I measure the velocity?
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
- Posts: 17996
- Thank you received: 5282
FF1 needs to be set accurately and the best way is to see if the feedback position leads the commanded position or lags the commanded position. This is best done with a low P setting
(this is assuming velocity mode drives, torque mode drives are tuned very differently)
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
- Posts: 17996
- Thank you received: 5282
Pcw,
Dose what you said here not apply to me since I'm using step/for rather than analog?
You can either calculate FF1 (10/velocity@10V) or scale the analog output
in velocity in which case FF1 = 1.0
If not how do I measure the velocity?
So you have a step/ dir driven machine with encoder feedback?
If not and its a plain step/dir machine (no external feedback), FF1=1 ,P=1000, and make sure the maxerror settings are commented out
Please Log in or Create an account to join the conversation.
- randypetersen
-
- Offline
- Premium Member
-
- Posts: 136
- Thank you received: 15
Thanks!!
Please Log in or Create an account to join the conversation.
- Type_Zero_Design
- Offline
- Premium Member
-
- Posts: 133
- Thank you received: 7
Yes I have servo machine with encoder feedback using step/dir.
Currently I have gone through and set all my PIDS and FFn to 0 as Tony recommend in his tutorial and adjusted my P up until I got oscillations after joging and then backed down until they cleared.
Then I started running FF1 bring my error in to be inline.
Currently though when I get FF1 high enough to get my Error in line, after releasing the jog I get osscilations as shown in the video in the link here: photos.app.goo.gl/eiimAkZXWb9CGVqG6
Also attached are the current running settings that were running in this video.
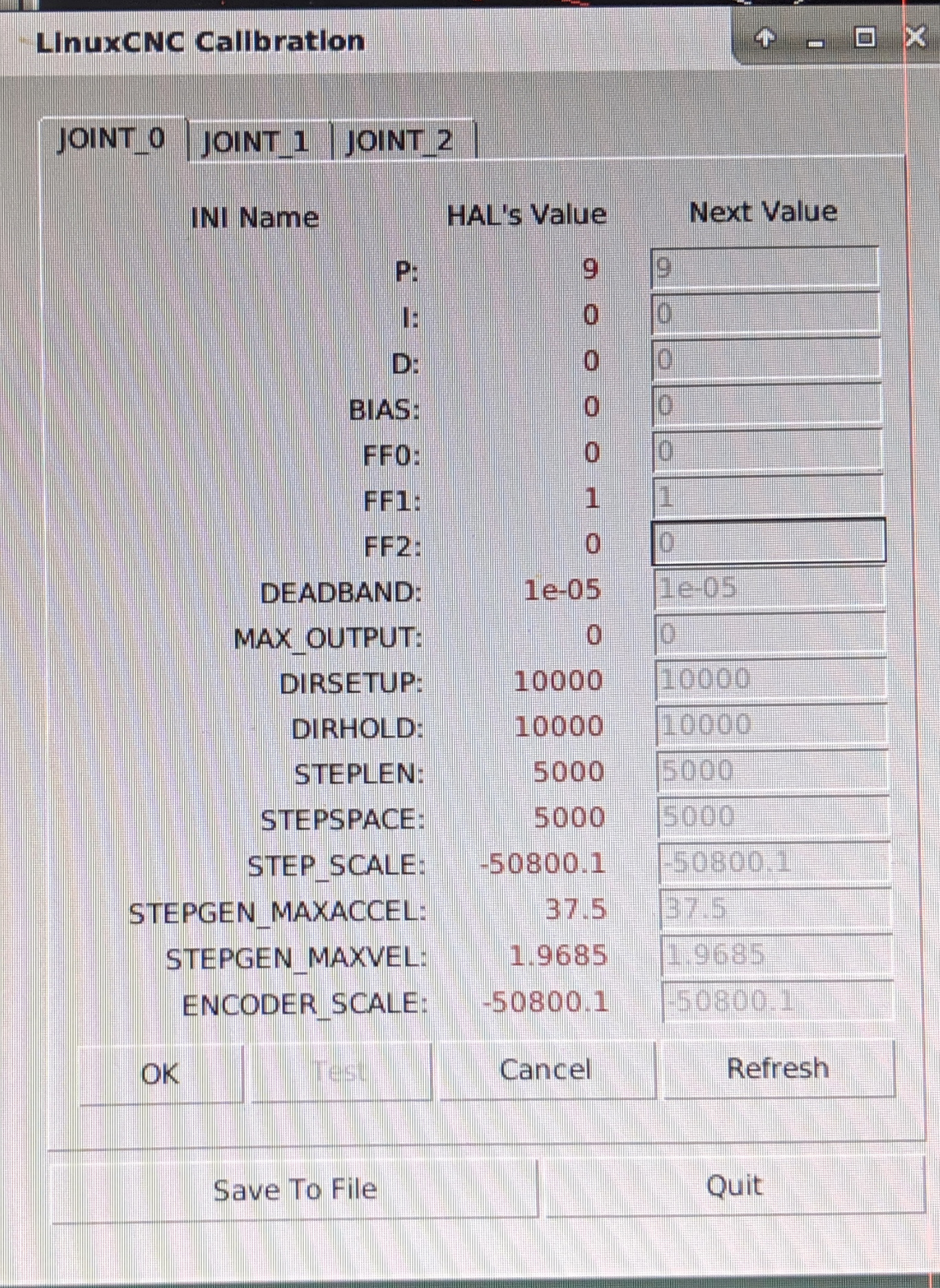
Attachments:
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Advanced Configuration
- Servo Wiring and Tuning detailed How To example Mesa 7i77.