- Configuring LinuxCNC
- Advanced Configuration
- Servo tuning / debugging help - clarification of context….
Servo tuning / debugging help - clarification of context….
- Jaro
- Offline
- Junior Member
-

Less
More
- Posts: 31
- Thank you received: 9
10 Jan 2021 18:30 - 10 Jan 2021 18:37 #194745
by Jaro
Servo tuning / debugging help - clarification of context…. was created by Jaro
I would like to ask people who have experience to clarify the impossibility of tuning the servo (s).
I have been struggling with tuning for two days, but still without success. I have read many articles and recommendations, starting with "tommylight - Servo Tuning detailed How To" and ending with "John Thornton - Servo Tuning Tutorial" and many other tuning issues described and addressed.
For the last 3 months, I have been reworking my cutter into a full-fledged 3D cutter diluted via Linuxcnc.
So I summarize what is used
Linuxcnc 2.7.15 (Gmoccapy)
Mesa cards 6i25, 7i77 and 7i84
Encoders - surface Hedenhhain LS803
LTi Drivers (CDE34.005)
LTi Servo Motors (LSK-115-2-20-560)
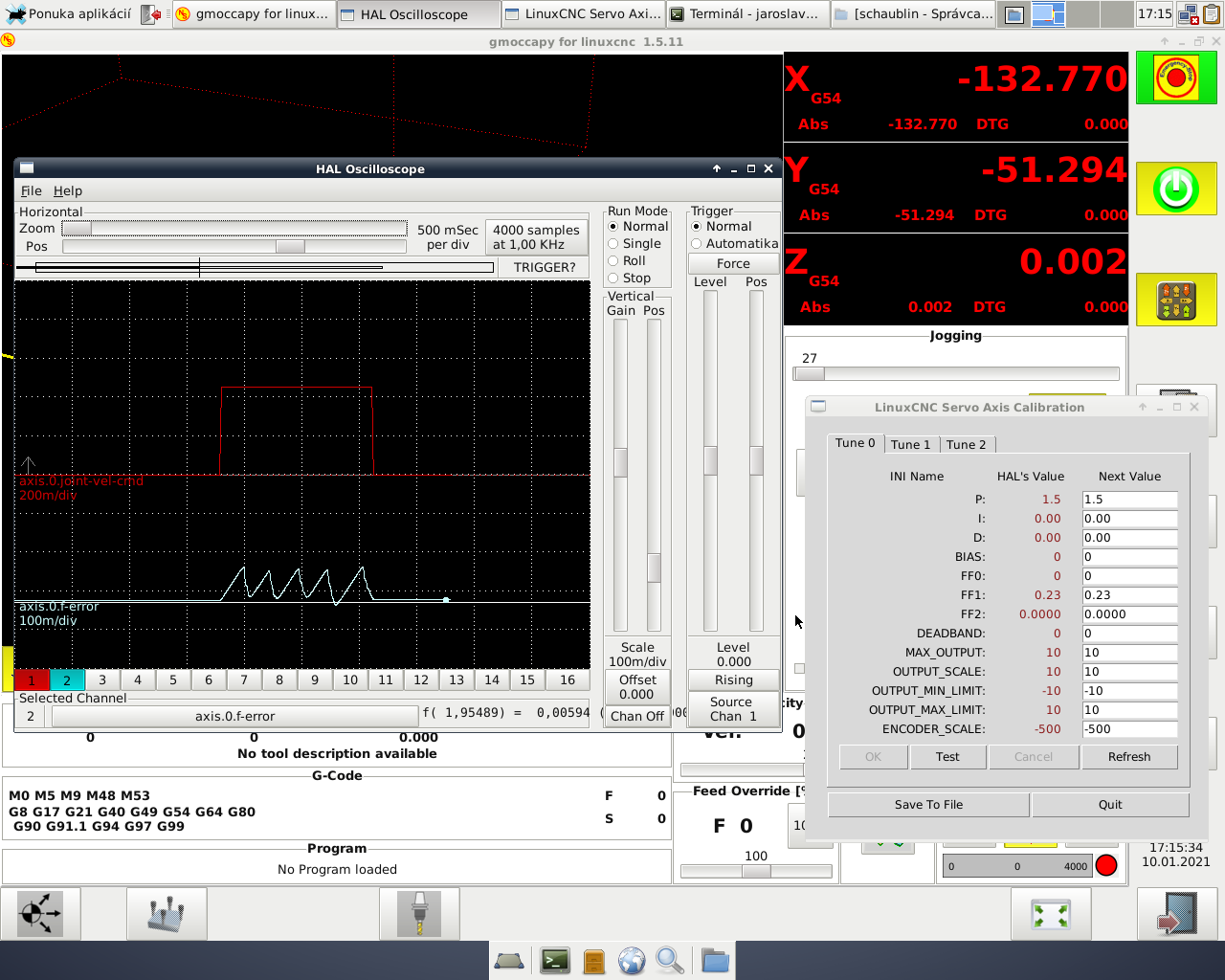
It can be said that the cutter is 90% complete, so I decided it was time to try to move the machine axes. However, I cannot tune the movement correctly. When tuning, I followed the recommendations of tommylight, I started with a small value of P = 1.15 and I tried FF1 (here I started at 0.001 up to 0.95, but axis.0.f-error has a high level and teeth like on a saw. the movement is choppy and I don't know how to continue, what else to try in.
I also tried the drivers (configured - speed control +/- 10V) by connecting an external control voltage - the motors went completely smoothly.
Also after entering Home (the “index” of the linear ruler and Home position -50 is used), the X-axis is still tightened to this value and it often takes 10 seconds.- video.
I am attaching a .ini and .hal file and a few screens.
Thank you for any advice that will help solve my problem.
I apologize for the spelling.
I have been struggling with tuning for two days, but still without success. I have read many articles and recommendations, starting with "tommylight - Servo Tuning detailed How To" and ending with "John Thornton - Servo Tuning Tutorial" and many other tuning issues described and addressed.
For the last 3 months, I have been reworking my cutter into a full-fledged 3D cutter diluted via Linuxcnc.
So I summarize what is used
Linuxcnc 2.7.15 (Gmoccapy)
Mesa cards 6i25, 7i77 and 7i84
Encoders - surface Hedenhhain LS803
LTi Drivers (CDE34.005)
LTi Servo Motors (LSK-115-2-20-560)
It can be said that the cutter is 90% complete, so I decided it was time to try to move the machine axes. However, I cannot tune the movement correctly. When tuning, I followed the recommendations of tommylight, I started with a small value of P = 1.15 and I tried FF1 (here I started at 0.001 up to 0.95, but axis.0.f-error has a high level and teeth like on a saw. the movement is choppy and I don't know how to continue, what else to try in.
I also tried the drivers (configured - speed control +/- 10V) by connecting an external control voltage - the motors went completely smoothly.
Also after entering Home (the “index” of the linear ruler and Home position -50 is used), the X-axis is still tightened to this value and it often takes 10 seconds.- video.
I am attaching a .ini and .hal file and a few screens.
Thank you for any advice that will help solve my problem.
I apologize for the spelling.
Attachments:
Last edit: 10 Jan 2021 18:37 by Jaro.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
10 Jan 2021 18:47 #194750
by andypugh
Replied by andypugh on topic Servo tuning / debugging help - clarification of context….
That looks like too much FF1, or maybe too much P.
First of all try P only, until you get something like stable (but probably very soft) control.
Have you tried any P values other than 1.5? Try 0.15 and see what happens.
First of all try P only, until you get something like stable (but probably very soft) control.
Have you tried any P values other than 1.5? Try 0.15 and see what happens.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-
Less
More
- Posts: 21764
- Thank you received: 7438
10 Jan 2021 18:57 #194751
by tommylight
Replied by tommylight on topic Servo tuning / debugging help - clarification of context….
From the "servo tuning detailed howto":
In Linuxcnc enable with F2 and very short press in one direction for the axis you are tuning while watching the scope. You will see the "joint.N.f-error" line jump all over the place. Do a very short jog and leave it, go check the motor for vibration, or even better, use a mobile phone with an accelerometer app and place it on a moving part on the machine so you can see the vibrations of the machine on the phone screen--- to much vibration->lower the P value, no vibration->increase the P value on the "calibration" window for that axis. Test again with a short jog and check for vibrations. When you get it to the point where you can barely feel vibrations with your hand on the motor, leave it at that P value and move on to tuning the FF1.
Just setting P to any random value does not work, it has to be at the point where the vibrations can be barely felt. That can also be checked by turning the motor shaft by hand, it should react and try to stop you from moving it, quite vigorously depending on the servo power.
Also there is no deadband set at all, it is explicitly mentioned in the above howto.
Read the tutorials, do not skip steps, that never works.
In Linuxcnc enable with F2 and very short press in one direction for the axis you are tuning while watching the scope. You will see the "joint.N.f-error" line jump all over the place. Do a very short jog and leave it, go check the motor for vibration, or even better, use a mobile phone with an accelerometer app and place it on a moving part on the machine so you can see the vibrations of the machine on the phone screen--- to much vibration->lower the P value, no vibration->increase the P value on the "calibration" window for that axis. Test again with a short jog and check for vibrations. When you get it to the point where you can barely feel vibrations with your hand on the motor, leave it at that P value and move on to tuning the FF1.
Just setting P to any random value does not work, it has to be at the point where the vibrations can be barely felt. That can also be checked by turning the motor shaft by hand, it should react and try to stop you from moving it, quite vigorously depending on the servo power.
Also there is no deadband set at all, it is explicitly mentioned in the above howto.
Read the tutorials, do not skip steps, that never works.
Please Log in or Create an account to join the conversation.
- Jaro
- Offline
- Junior Member
-
Less
More
- Posts: 31
- Thank you received: 9
10 Jan 2021 19:19 - 10 Jan 2021 20:25 #194754
by Jaro
Replied by Jaro on topic Servo tuning / debugging help - clarification of context….
Thank you very much for your quick reply.
I tried P sinece 0.5 to 5, but at about 3 axis move by itself.
I run to my machineshop to try what heppens, but nothing positive. faling edge is away
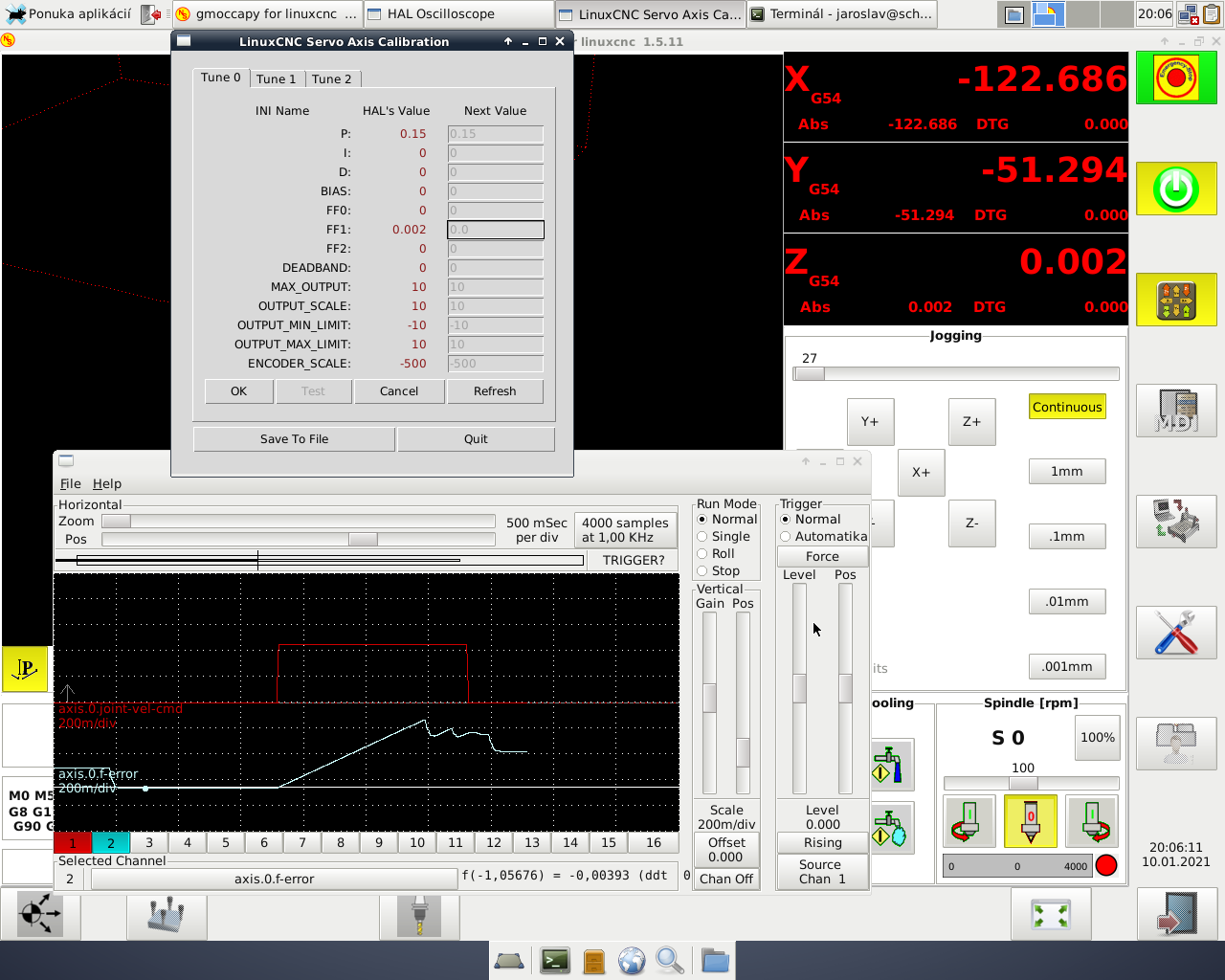
I tried P sinece 0.5 to 5, but at about 3 axis move by itself.
I run to my machineshop to try what heppens, but nothing positive. faling edge is away
Attachments:
Last edit: 10 Jan 2021 20:25 by Jaro.
Please Log in or Create an account to join the conversation.
- Jaro
- Offline
- Junior Member
-
Less
More
- Posts: 31
- Thank you received: 9
10 Jan 2021 19:36 #194761
by Jaro
Replied by Jaro on topic Servo tuning / debugging help - clarification of context….
thank you tommy.
I read your tutorial many times.
I'll try it step by step one more - probably I'm cycled now.
it is a true, i let go axis for about 3sec. du you mean short press something like 0.2-0.5 sec?
sorry for deadband- i thought this parameter set when get something relevant with f-error.
deadband is possible smooth out tooth on f-error curve?
I read your tutorial many times.
I'll try it step by step one more - probably I'm cycled now.
it is a true, i let go axis for about 3sec. du you mean short press something like 0.2-0.5 sec?
sorry for deadband- i thought this parameter set when get something relevant with f-error.
deadband is possible smooth out tooth on f-error curve?
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21764
- Thank you received: 7438
10 Jan 2021 20:30 #194772
by tommylight
Replied by tommylight on topic Servo tuning / debugging help - clarification of context….
Yes as short as possible, but only AFTER setting the deadband and the P term, and adding say 0.1 to FF1du you mean short press something like 0.2-0.5 sec?
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-
Less
More
- Posts: 17996
- Thank you received: 5283
10 Jan 2021 23:47 - 10 Jan 2021 23:49 #194816
by PCW
Replied by PCW on topic Servo tuning / debugging help - clarification of context….
The sawtooth following error plot looks like standard stick/slip
with a torque mode drive with a low P gain.
If your motor drives are running in torque mode, the tuning will be very different
from the tuning tutorials which assume velocity mode drives
Torque mode tuning typically has no FF1 (but some FF2) , large P, I and
significant D for a single loop system
with a torque mode drive with a low P gain.
If your motor drives are running in torque mode, the tuning will be very different
from the tuning tutorials which assume velocity mode drives
Torque mode tuning typically has no FF1 (but some FF2) , large P, I and
significant D for a single loop system
Last edit: 10 Jan 2021 23:49 by PCW.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Jaro
- Offline
- Junior Member
-
Less
More
- Posts: 31
- Thank you received: 9
11 Jan 2021 09:00 #194862
by Jaro
Replied by Jaro on topic Servo tuning / debugging help - clarification of context….
thanks PCW.
please can you give me some values (or some expiriences ) where is good to start tuning. there is no some tutorials for this type of servo setting.
i don't understand why torque mode? diriver can be set in torque mode, but I select speed control (i think it is the same as velocity mode ??)
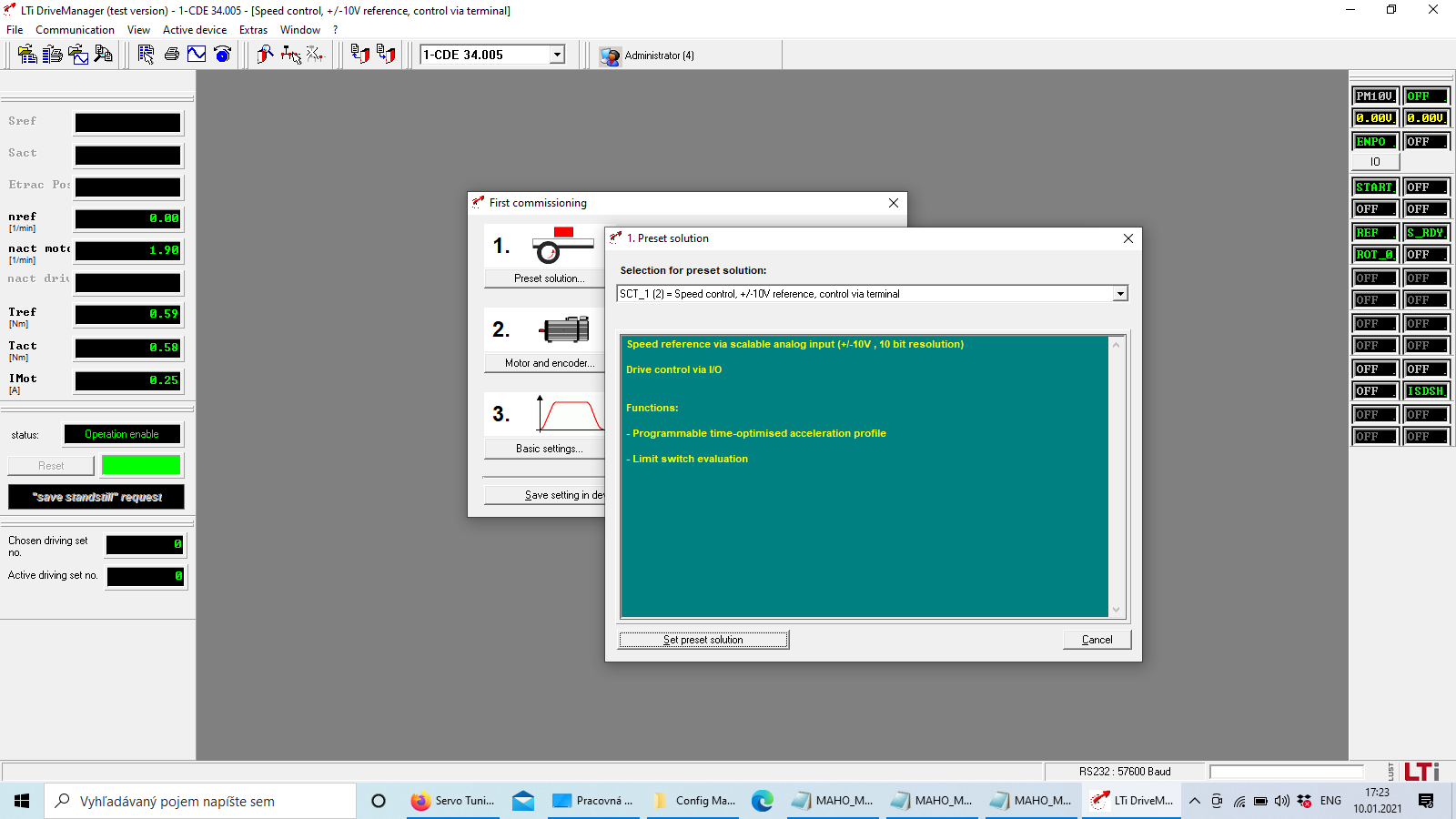
please can you give me some values (or some expiriences ) where is good to start tuning. there is no some tutorials for this type of servo setting.
i don't understand why torque mode? diriver can be set in torque mode, but I select speed control (i think it is the same as velocity mode ??)
Attachments:
Please Log in or Create an account to join the conversation.
- Jaro
- Offline
- Junior Member
-
Less
More
- Posts: 31
- Thank you received: 9
12 Jan 2021 16:49 #195088
by Jaro
Replied by Jaro on topic Servo tuning / debugging help - clarification of context….
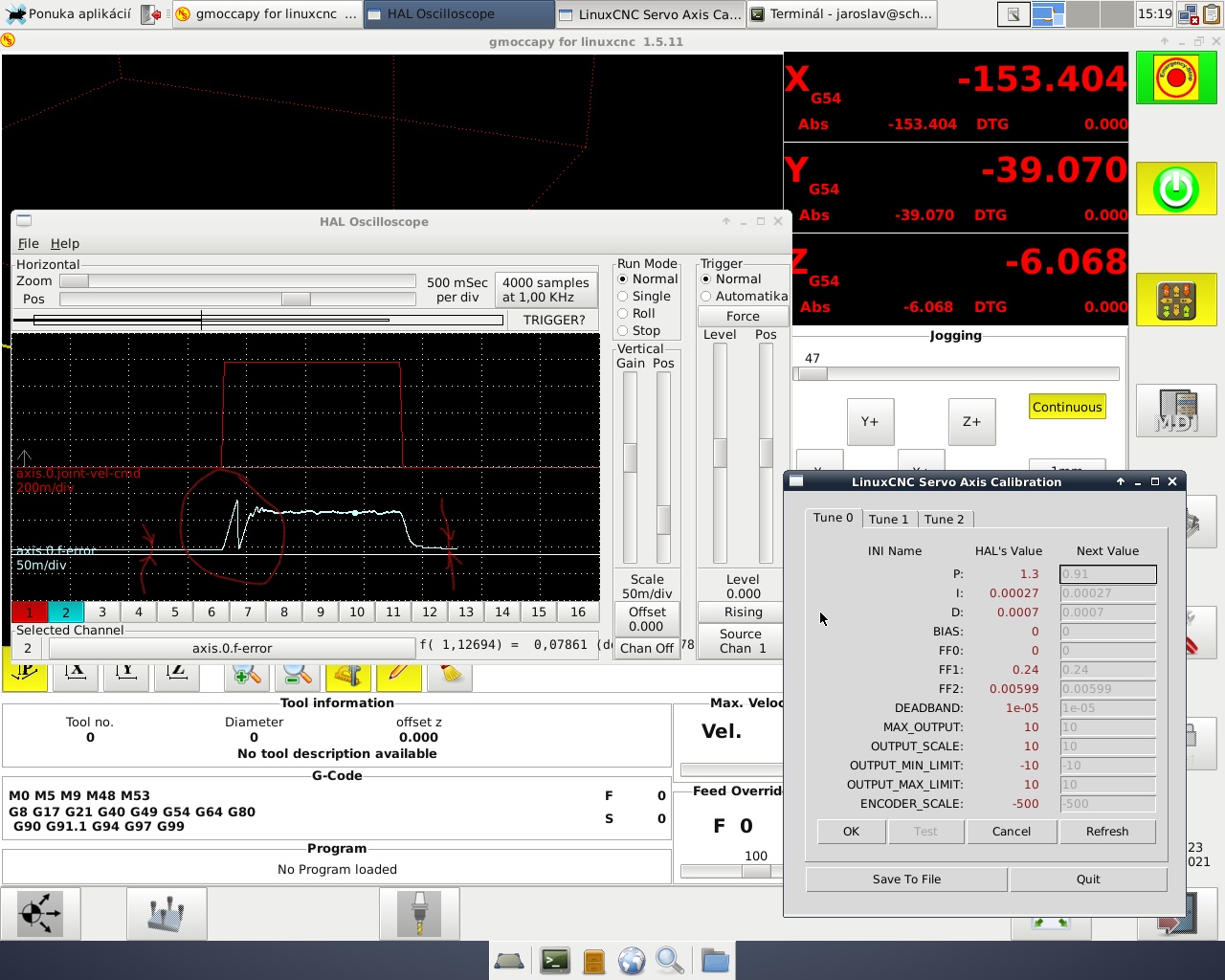
today I tried to tune this one axis again.
I proceeded as tommy wrote in his tutorial.
the saw was created by the soft feedback and rigidity of the mill table
however, I cannot tune the marked defects on the f-error curve.
can anyone advise me what to focus on, how to remove the acceleration jump and shift the curve to the zero line?
the picture is at a feed rate of 47mm / min, at higher speeds this initial tooth is not so pronounced there.
I proceeded as tommy wrote in his tutorial.
the saw was created by the soft feedback and rigidity of the mill table
however, I cannot tune the marked defects on the f-error curve.
can anyone advise me what to focus on, how to remove the acceleration jump and shift the curve to the zero line?
the picture is at a feed rate of 47mm / min, at higher speeds this initial tooth is not so pronounced there.
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
12 Jan 2021 23:37 #195144
by andypugh
Replied by andypugh on topic Servo tuning / debugging help - clarification of context….
All I can suggest is try adjusting each number up and down to see what effect it has.
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Advanced Configuration
- Servo tuning / debugging help - clarification of context….
Time to create page: 0.385 seconds