- Configuring LinuxCNC
- Advanced Configuration
- Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
- NoJo
- Offline
- Elite Member
-

Less
More
- Posts: 180
- Thank you received: 43
23 May 2023 06:22 #272002
by NoJo
Replied by NoJo on topic Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
There were a handful of folk who helped me and dragged me along and they must be thanked over and over, because I would not have succeeded without their help. Since I have not been on this forum for some time, I am not sure if those folk are still about and active ( I know Aciera is!) and I think that if you are, like me, not skilled in the art, you will need them! Give me a day or three - I will go find the machine in the workshop, and the manuals, and the password....I think Linux is involved so thats my first hurdle...I will pass on what I can!
The following user(s) said Thank You: besriworld, Aciera, spumco
Please Log in or Create an account to join the conversation.
- NoJo
- Offline
- Elite Member
-
Less
More
- Posts: 180
- Thank you received: 43
23 May 2023 15:55 #272022
by NoJo
Replied by NoJo on topic Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
BTW - Once the lathe sits on the mantelpiece, you need to consider how you will create G code for it - C-Axis capable Cam software that leaves your wallet somewhat intact is scarce. RhinoCad/Cam, Alibre, and most of those of similar ilk don't do it. I eventually found two packages - neither take a file directly from your favourite cad package, although they can take a DXF type file, etc. They tend towards 'conversational' style Cam, which is not bad, since most 'simple' C axis ( single live spindle only) operations are very easy to program that way. (Also, your lathe needs a live spindle of some sort too...Axial or Radial..). The packages I used are Kipware ( USA - Google them, if you can stand the OTT 'in-your'face' attitude of the web site and its operators) and an Italian fellow selling E-Cam ( Google e-cam.it) The latter is actually quite good, and is fully functional free to use on weekends
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4764
- Thank you received: 2136
23 May 2023 16:40 #272026
by Aciera
Replied by Aciera on topic Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
Yes, Gcode generation often comes as a bit of an after thought.
What I'm personally most interested in is how you managed to switch from lathe spindle mode back to c-axis mode in Gcode (presuming that your config can actually do that). Running it in lathe spindle is too fast for linuxcnc to keep count of the encoder position so going back to the rotary mode requires to somehow "rehome" the rotary axis.
What I'm personally most interested in is how you managed to switch from lathe spindle mode back to c-axis mode in Gcode (presuming that your config can actually do that). Running it in lathe spindle is too fast for linuxcnc to keep count of the encoder position so going back to the rotary mode requires to somehow "rehome" the rotary axis.
The following user(s) said Thank You: COFHAL
Please Log in or Create an account to join the conversation.
- NoJo
- Offline
- Elite Member
-
Less
More
- Posts: 180
- Thank you received: 43
23 May 2023 17:17 #272030
by NoJo
Replied by NoJo on topic Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
That was are large part of the headache in implementation. Its probably best seen by posting my setup - I will try do that in the next days...
LCNC does look at the spindle encoder when running - its not to fast - it uses that to do RPM management ( set speed and constant speed with varying diameter, etc), but your are correct - the key is switching between modes - which I do via a Gcode. And switching to C axis mode causes a home first so that we know where we are, and then the axis is commanded to positions as computed by the Polar modes. Going back to normal lathe mode just cancels that mode and you run normally. Sounds simple but took some doing - This was a year or two ago and memory fails me, but I seem to remember you played a not too small role in assisting me with this!
Dgarret was a major player and we had a lot of interaction with him on switchkins, etc - My wife did most of that, and did find an actual bug in LCNC at that stage as well!
Mmmm, its going to take some doing to get back into this methinks...
LCNC does look at the spindle encoder when running - its not to fast - it uses that to do RPM management ( set speed and constant speed with varying diameter, etc), but your are correct - the key is switching between modes - which I do via a Gcode. And switching to C axis mode causes a home first so that we know where we are, and then the axis is commanded to positions as computed by the Polar modes. Going back to normal lathe mode just cancels that mode and you run normally. Sounds simple but took some doing - This was a year or two ago and memory fails me, but I seem to remember you played a not too small role in assisting me with this!
Dgarret was a major player and we had a lot of interaction with him on switchkins, etc - My wife did most of that, and did find an actual bug in LCNC at that stage as well!
Mmmm, its going to take some doing to get back into this methinks...
The following user(s) said Thank You: besriworld
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-

Less
More
- Posts: 2126
- Thank you received: 882
24 May 2023 01:55 #272068
by spumco
I've got a Kipware seat - never used it as I couldn't stand it once I bought it.
However, as I've mentionend elsewhere, F360 will handle C-axis lathe work just fine. I have a post processor that works for both radial and axial tools, as well as synchronized live-tool motion (tapping).
I paid for the post, but I'm happy to share it with anyone - especially if someone wants to have a go translating it from Fanuc dialect to LCNC. I'm not a post expert so will need some help if I do more than C-axis indexing.
Because there is no continuous 4th or 5th axis movement, you don't need the $$$ manufacturing extensions. The free/student/startup/standard licenses all work for 3-axis simultanious and 3+2 indexing.
My particular challenge will be integrating a separate axis. Think 2nd, independent, slide attached to the head for a parting tool and/or a live tool. I'll probably have to hand-code that one and treat it as a U/V/W axis.
Replied by spumco on topic Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
BTW - Once the lathe sits on the mantelpiece, you need to consider how you will create G code for it - C-Axis capable Cam software that leaves your wallet somewhat intact is scarce
I've got a Kipware seat - never used it as I couldn't stand it once I bought it.
However, as I've mentionend elsewhere, F360 will handle C-axis lathe work just fine. I have a post processor that works for both radial and axial tools, as well as synchronized live-tool motion (tapping).
I paid for the post, but I'm happy to share it with anyone - especially if someone wants to have a go translating it from Fanuc dialect to LCNC. I'm not a post expert so will need some help if I do more than C-axis indexing.
Because there is no continuous 4th or 5th axis movement, you don't need the $$$ manufacturing extensions. The free/student/startup/standard licenses all work for 3-axis simultanious and 3+2 indexing.
My particular challenge will be integrating a separate axis. Think 2nd, independent, slide attached to the head for a parting tool and/or a live tool. I'll probably have to hand-code that one and treat it as a U/V/W axis.
The following user(s) said Thank You: COFHAL
Please Log in or Create an account to join the conversation.
- NoJo
- Offline
- Elite Member
-
Less
More
- Posts: 180
- Thank you received: 43
28 May 2023 11:47 #272334
by NoJo
Replied by NoJo on topic Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
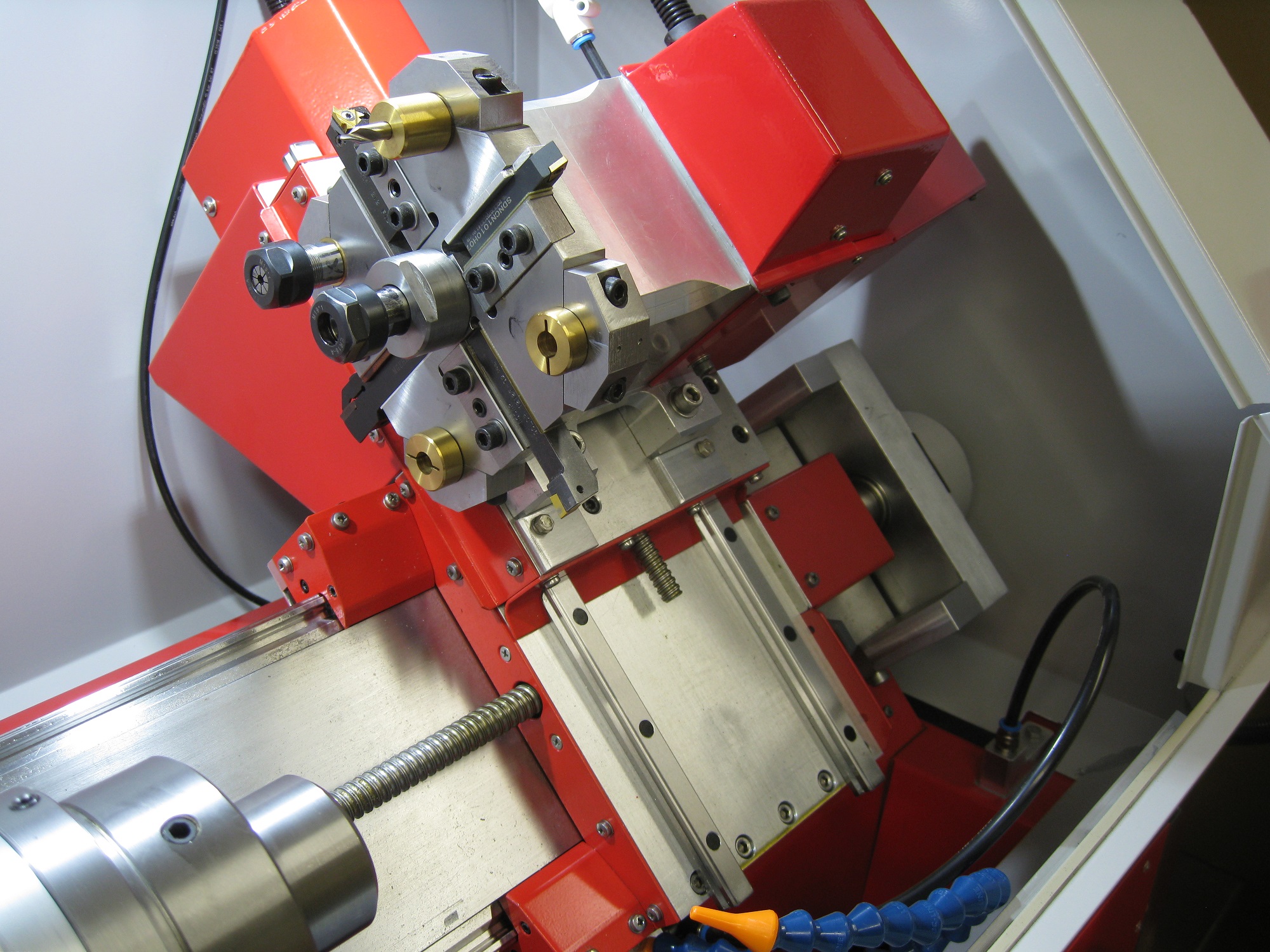
Ralph and Interested Parties...Braved the cold Shop and begged the Good Wife to dig out all we did.I have not given all the bits and pieces - such as the Toolchanger component, which is very specific, etc
The attached zip file contains the relevant components we developed and use on the Caxis, specifically :
(1) caxis.comp - hugely assisted and developed by Andy Pugh : controls the spindle as a Caxis
(2) gn_userkins.comp - functions related to kinematic switching. This was developed based on the provided millturn example.
Associated with this are the g12.1 and g13.1 gcode remaps and M128 and M129 mcode files
(3) hal file

The attached zip file contains the relevant components we developed and use on the Caxis, specifically :
(1) caxis.comp - hugely assisted and developed by Andy Pugh : controls the spindle as a Caxis
(2) gn_userkins.comp - functions related to kinematic switching. This was developed based on the provided millturn example.
Associated with this are the g12.1 and g13.1 gcode remaps and M128 and M129 mcode files
(3) hal file
Attachments:
The following user(s) said Thank You: besriworld, Aciera, spumco
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4764
- Thank you received: 2136
28 May 2023 12:48 - 28 May 2023 12:59 #272337
by Aciera
Replied by Aciera on topic Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
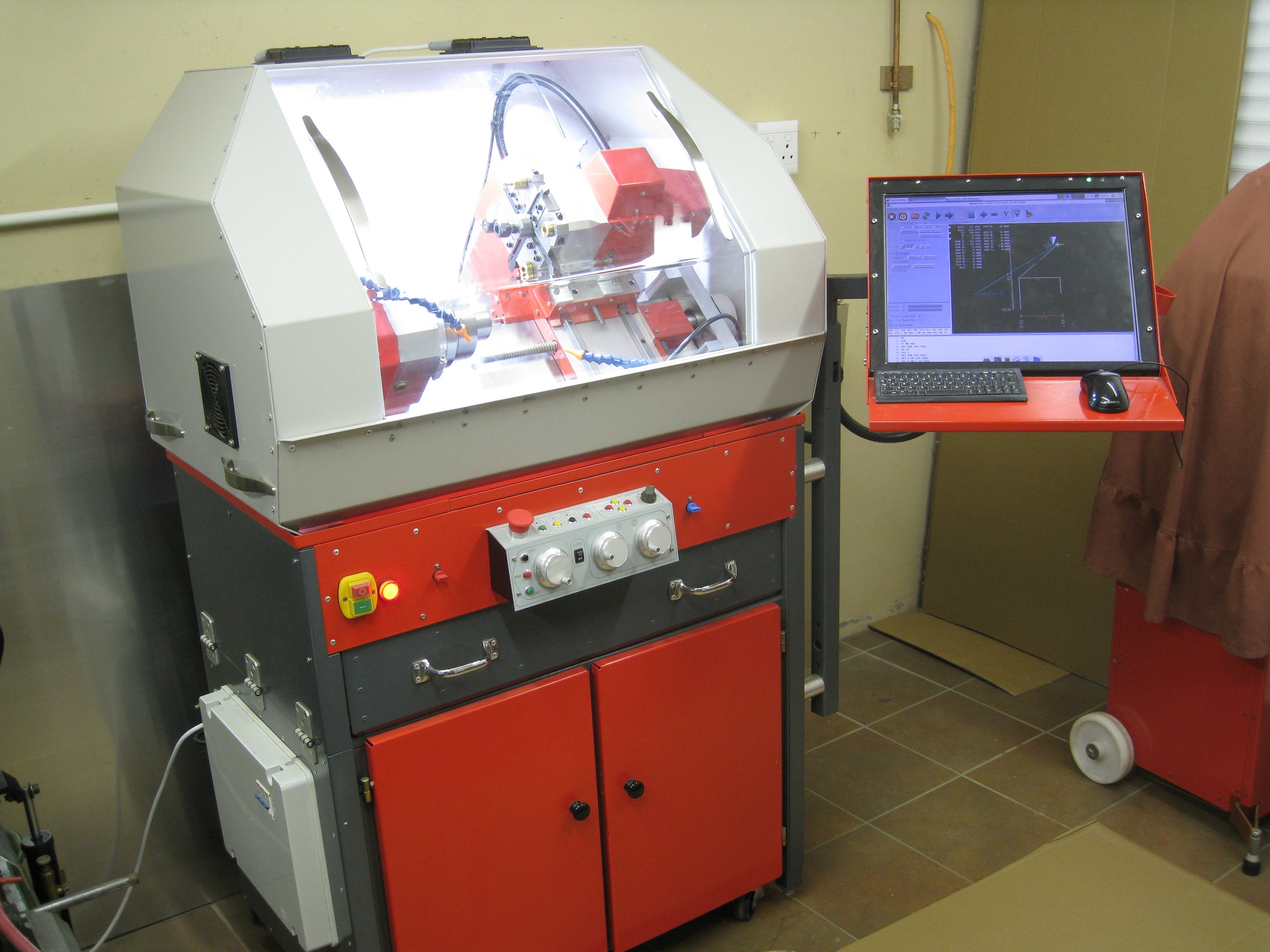
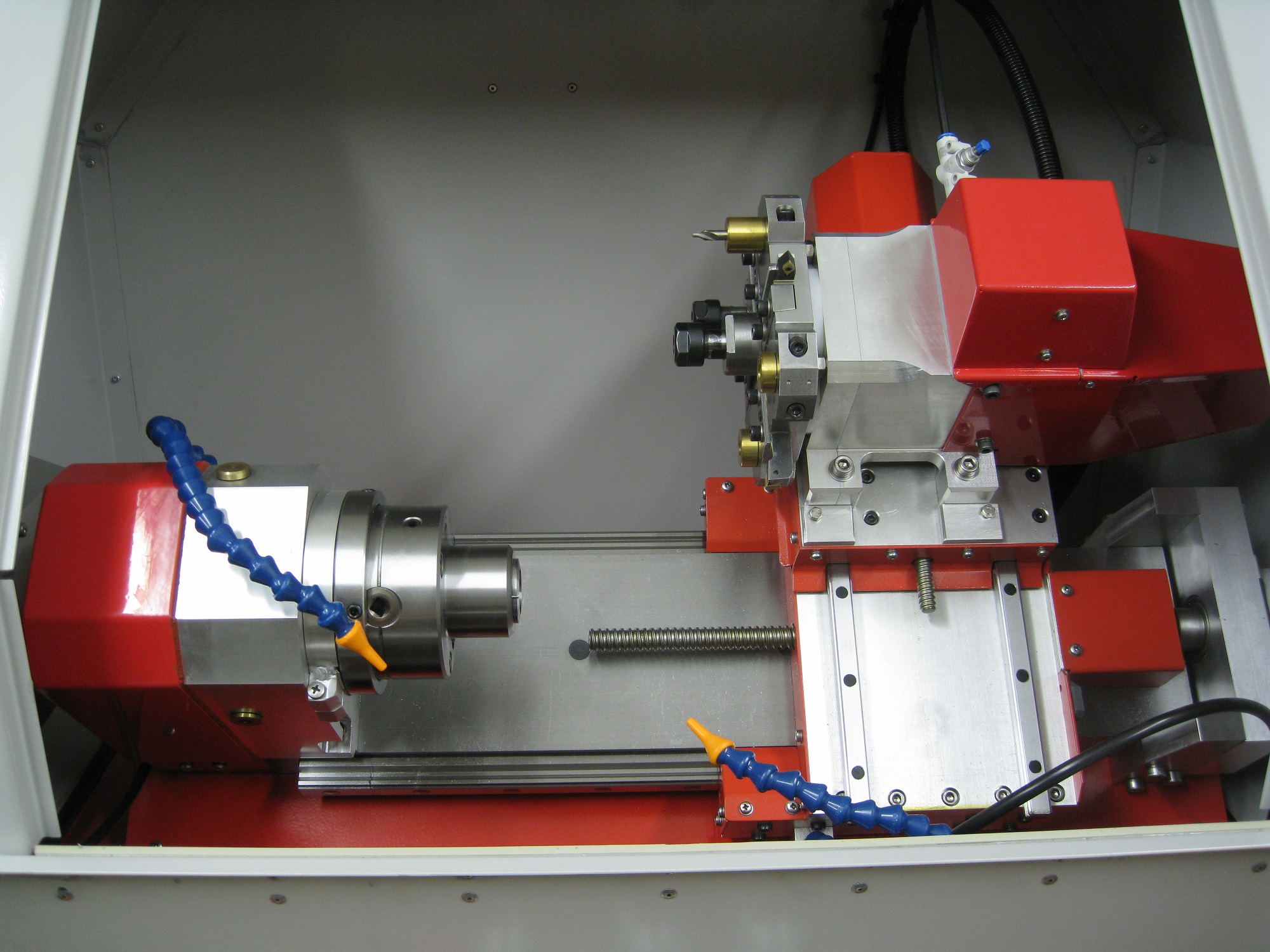
Nice, thanks for digging all that out. Beautiful machine!
Did you use a toothed belt or one of those mini-v belts for the spindle drive?
[edit]
Did you end up getting the accuracy of the c-axis kinematic to where you wanted/needed it?
How many watts is your spindle motor and is it 1:1 geared onto the spindle?
Did you use a toothed belt or one of those mini-v belts for the spindle drive?
[edit]
Did you end up getting the accuracy of the c-axis kinematic to where you wanted/needed it?
How many watts is your spindle motor and is it 1:1 geared onto the spindle?
Last edit: 28 May 2023 12:59 by Aciera.
Please Log in or Create an account to join the conversation.
- NoJo
- Offline
- Elite Member
-
Less
More
- Posts: 180
- Thank you received: 43
28 May 2023 14:16 #272340
by NoJo
Replied by NoJo on topic Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
Not sure what the belt is called - its flat, 25mm wide, about 7 or 8mm thick and has 8 V's on the inside. The pulleys on motor and spindle are self made, 80mm O/D with the V's machined in.The spindle motor is a servo motor ( of sorts..) - its from TEKNIC, a Clearpath NEMA-143 motor 240/315VAC 3 phase, driven by step/direction inputs, 2800rpm max, 33NM, and with positioning accuracy of 0.03deg - pdf attached. Ratio is 1:1.
The C axis accuracy is still not where I want - The encoder I use I made - it is a magnetic encoder with a 4096 PPR output, which is around 0.09 deg. Since the servo does 0.03, I would prefer am 16000PPR encoder, with 0.023 deg position, and with a dead band or 2PPR - gives me around 0.04deg position repeatability, which would be 100% better!
Why have I not pursued that? Well, for me the C axis is a live one,ie , I intended to use is in milling shapes on the ends of a shaft type of thing. That means the C axis is moving all the while, synced with X/Z, with no brake on C. But...That 25mm flat belt has 'some' elasticity in it and on a large OD workpiece - say 40mm, taking a respectable cut near the edge of the periphery with a 14mm end mill, rotates the workpiece 6 or 7 hundredths of a degree...which negates the Hi-Res encoder. I can limit it to less than 2/100 of a deg by REALlY putting tension on the belt, but thats hard on the bearings. The belts has ( I think) nylon thread all its length, which is no good - I am looking for one with steel wire, or preferrably, carbon fibre or Aramid/Kevlar.
So, you get started on this and you will go down so many paths its not funny.
The C axis accuracy is still not where I want - The encoder I use I made - it is a magnetic encoder with a 4096 PPR output, which is around 0.09 deg. Since the servo does 0.03, I would prefer am 16000PPR encoder, with 0.023 deg position, and with a dead band or 2PPR - gives me around 0.04deg position repeatability, which would be 100% better!
Why have I not pursued that? Well, for me the C axis is a live one,ie , I intended to use is in milling shapes on the ends of a shaft type of thing. That means the C axis is moving all the while, synced with X/Z, with no brake on C. But...That 25mm flat belt has 'some' elasticity in it and on a large OD workpiece - say 40mm, taking a respectable cut near the edge of the periphery with a 14mm end mill, rotates the workpiece 6 or 7 hundredths of a degree...which negates the Hi-Res encoder. I can limit it to less than 2/100 of a deg by REALlY putting tension on the belt, but thats hard on the bearings. The belts has ( I think) nylon thread all its length, which is no good - I am looking for one with steel wire, or preferrably, carbon fibre or Aramid/Kevlar.
So, you get started on this and you will go down so many paths its not funny.
Attachments:
The following user(s) said Thank You: besriworld, Aciera
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4764
- Thank you received: 2136
28 May 2023 15:34 #272342
by Aciera
Replied by Aciera on topic Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
Oh wow, 3kW spindle . I've only got a 750 W servo on my (planned) lathe/rotary. It has a brake (though that is not 100% without play) and i wont be doing much simulaneous milling. I'm planning on a 12 groove mini-v belt (what you have, but a bit wider) I was contemplating a toothed (timing) belt but I fear the noise.
Really I could have done with just a normal 3phase motor on a VHD as I mostly aim to be able to do lathe work on my mill but as usual the want is bigger than the need.
Just out of curiosity, how cold does it actually get where you are?
Really I could have done with just a normal 3phase motor on a VHD as I mostly aim to be able to do lathe work on my mill but as usual the want is bigger than the need.
Just out of curiosity, how cold does it actually get where you are?
Please Log in or Create an account to join the conversation.
- NoJo
- Offline
- Elite Member
-
Less
More
- Posts: 180
- Thank you received: 43
28 May 2023 15:46 #272343
by NoJo
Replied by NoJo on topic Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
Not cold, really...Winter is centered around August or so, and the coldest is around 7 or 8degC, but rarely - mostly its down to 13deg to 16deg, which is not cold by any means. However, I am 50m from the edge of the Atlantic and we have lots of heavy mist in the winter - so that you don't see houses two removed. Humidty at 15deg C around 80 to 85% and that makes it cold to the bone! The workshops are brick and concrete, unheated and all the machines are covered in plastic an sheets so they don't rust. Not conducive to winter work.
The motor is oversized soley so that is has lots of low rpm torque and holding power at stop, specifically for C Axis milling. Now I know less would have been ok, but its a schlepp to get another here if I underestimated - it was too complicated to try calculate!
A motor on VHD - is that the same a VFD - variable speed drive? Great for spindle work, but does lack positioning for your C axis...
Took most off a year for mine to work - although that includes the build from scratch.
The motor is oversized soley so that is has lots of low rpm torque and holding power at stop, specifically for C Axis milling. Now I know less would have been ok, but its a schlepp to get another here if I underestimated - it was too complicated to try calculate!
A motor on VHD - is that the same a VFD - variable speed drive? Great for spindle work, but does lack positioning for your C axis...
Took most off a year for mine to work - although that includes the build from scratch.
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Advanced Configuration
- Developments on my Home built 5C CNC Lathe - Polar interp. and Live tooling
Time to create page: 4.614 seconds