caxis.comp status
- spumco
- Offline
- Platinum Member
-

Less
More
- Posts: 1974
- Thank you received: 808
30 Jan 2024 17:00 #291994
by spumco
Replied by spumco on topic caxis.comp - problems
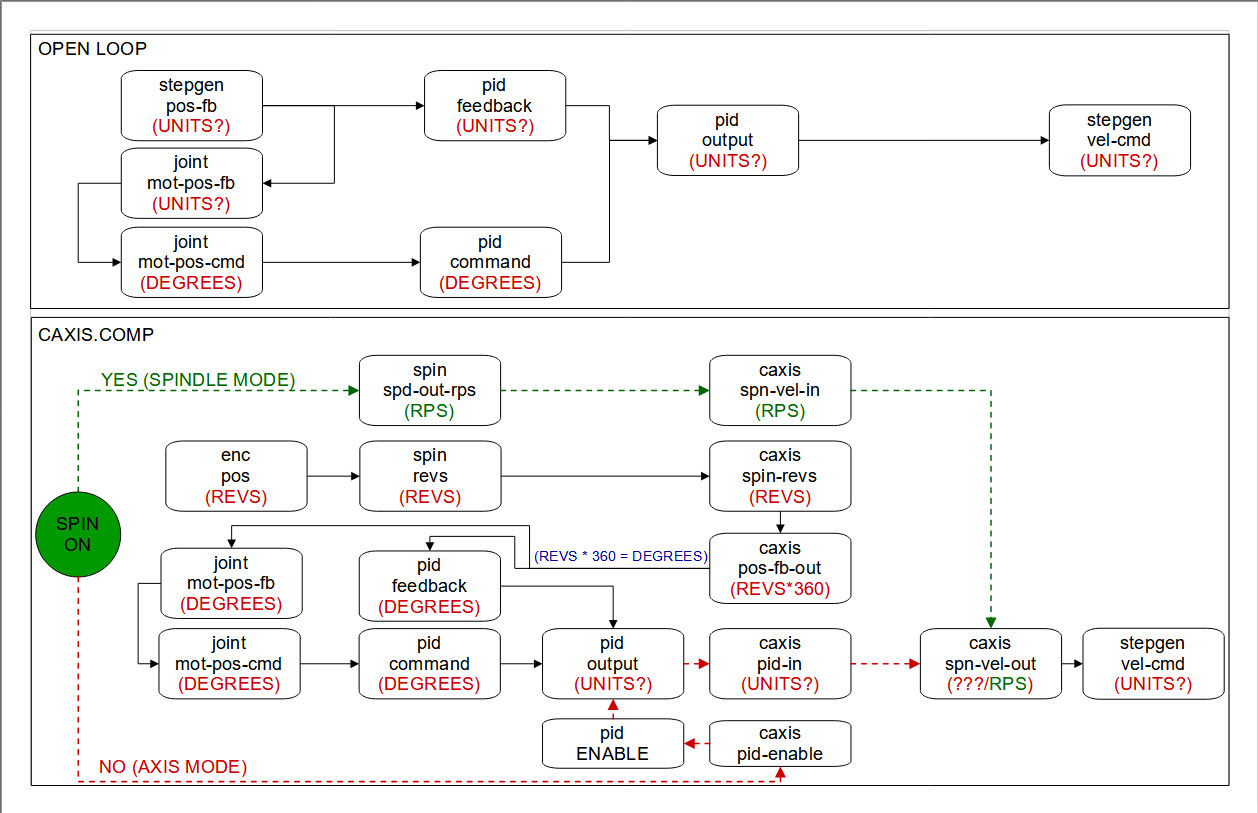
Just to try to straighten out this thing in my head, I've cobbled up a chart which shows the connections. Also where I'm fuzzy on various units.
Feel free to point any mistakes I've made as the chart is what I have in hal... not necessarily what Andy intended.
Feel free to point any mistakes I've made as the chart is what I have in hal... not necessarily what Andy intended.
Attachments:
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 1974
- Thank you received: 808
30 Jan 2024 20:21 #292012
by spumco
Replied by spumco on topic caxis.comp - problems
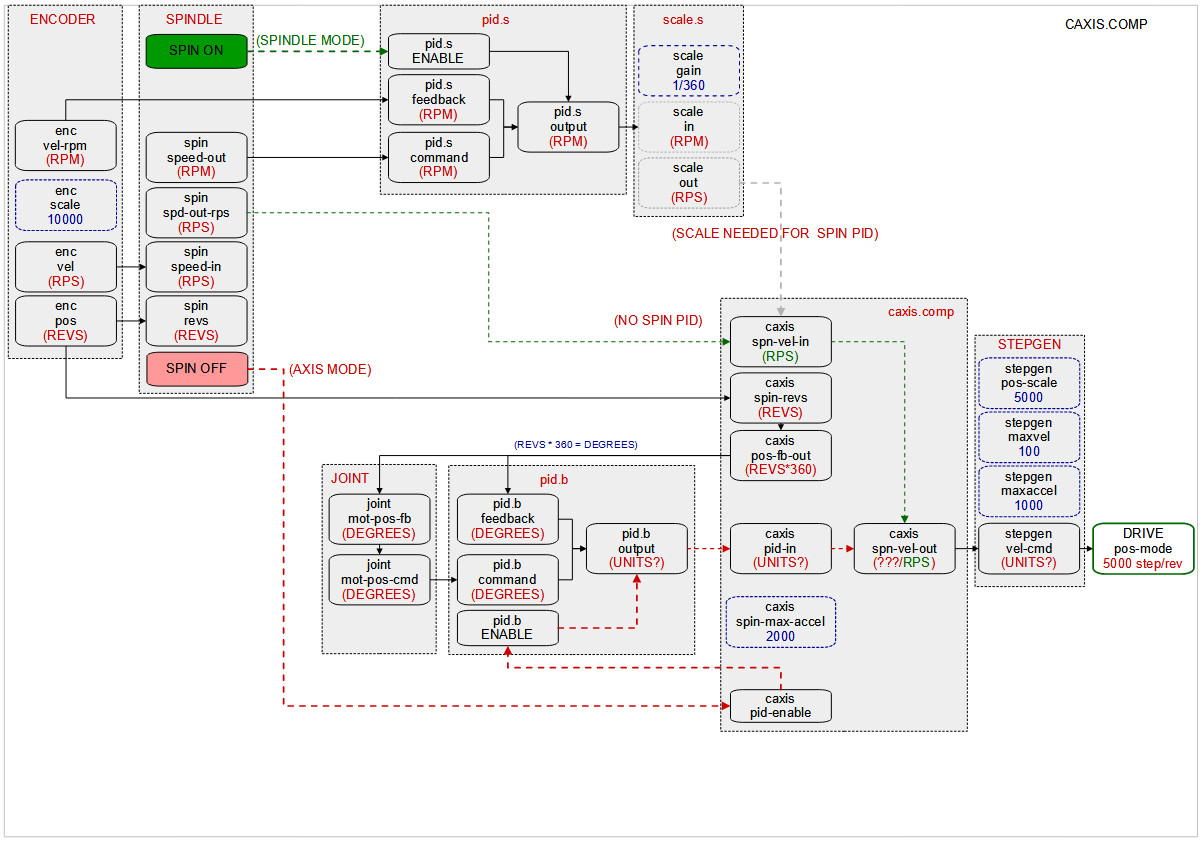
More detailed version below. Does not have the caxis.comp internal logic which returns the axis to previous position when the spindle is stopped.
I've added the various pin/parameter values I've been trialing. Maybe someone can see where there's a scaling issue or other improperly connected item.
I've added the various pin/parameter values I've been trialing. Maybe someone can see where there's a scaling issue or other improperly connected item.
Attachments:
Please Log in or Create an account to join the conversation.
- pawel77
- Offline
- Junior Member
-

Less
More
- Posts: 30
- Thank you received: 7
30 Jan 2024 20:55 #292014
by pawel77
Replied by pawel77 on topic caxis.comp - problems
I think pid output should be angular velocity - derivative of position with respect to time.
The rest is scaling factor

The rest is scaling factor
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 1974
- Thank you received: 808
30 Jan 2024 21:21 #292019
by spumco
Replied by spumco on topic caxis.comp - problems
@pawal77,
Thank you for the comment and consideration. Unfortunately I'm having a hard time translating your comment/suggestion in to something concrete I can or should change in the above configuration.
Do you have a specific suggestion for a specific component or value I can test? Something like "instead of connecting pinN to pinY, connect pinZ to pinY and set XYZ value to 1234"
Thank you for the comment and consideration. Unfortunately I'm having a hard time translating your comment/suggestion in to something concrete I can or should change in the above configuration.
Do you have a specific suggestion for a specific component or value I can test? Something like "instead of connecting pinN to pinY, connect pinZ to pinY and set XYZ value to 1234"
Please Log in or Create an account to join the conversation.
- pawel77
- Offline
- Junior Member
-
Less
More
- Posts: 30
- Thank you received: 7
31 Jan 2024 07:37 #292054
by pawel77
Replied by pawel77 on topic caxis.comp - problems
On the graph I would not link joint-mot-pos-fb with joint-mot-pos-com, but in the hal i do not see such connection.
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 1974
- Thank you received: 808
31 Jan 2024 13:50 - 31 Jan 2024 13:52 #292066
by spumco
The chart shows them linked, but they aren't actually linked with a signal in HAL. The chart is a representation or approximation of the internal LCNC logic and is intended to help me identify if I've made an improper connection or scaling mistake.
Given this:
joint.N.motor-pos-cmd OUT FLOAT
The commanded position for this joint.
joint.N.motor-pos-fb IN FLOAT
The actual position for this joint.
My brain thought it reasonable to connect the two, at least in spirit.
I've just reviewed Nojo's config for about the thousandth time and checked his connections & pin/parameter values against mine. The only value with a significant difference is caxis.0.spindle-maxaccel... but that only controls the spindle accel/decel when transitioning between spindle mode and caxis mode. That should have zero effect when axis commands are being executed.
I guess my next step is to go back to an open-loop axis-only config, but with the [AXIS] TYPE=ANGULAR issue (now) resolved. Assuming that works, I'll then see if I can get caxis.comp working open-loop.
Replied by spumco on topic caxis.comp - problems
On the graph I would not link joint-mot-pos-fb with joint-mot-pos-com, but in the hal i do not see such connection.
The chart shows them linked, but they aren't actually linked with a signal in HAL. The chart is a representation or approximation of the internal LCNC logic and is intended to help me identify if I've made an improper connection or scaling mistake.
Given this:
joint.N.motor-pos-cmd OUT FLOAT
The commanded position for this joint.
joint.N.motor-pos-fb IN FLOAT
The actual position for this joint.
My brain thought it reasonable to connect the two, at least in spirit.
I've just reviewed Nojo's config for about the thousandth time and checked his connections & pin/parameter values against mine. The only value with a significant difference is caxis.0.spindle-maxaccel... but that only controls the spindle accel/decel when transitioning between spindle mode and caxis mode. That should have zero effect when axis commands are being executed.
I guess my next step is to go back to an open-loop axis-only config, but with the [AXIS] TYPE=ANGULAR issue (now) resolved. Assuming that works, I'll then see if I can get caxis.comp working open-loop.
Last edit: 31 Jan 2024 13:52 by spumco. Reason: Forum editor
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 1974
- Thank you received: 808
02 Feb 2024 04:44 #292192
by spumco
Replied by spumco on topic caxis.comp - problems
I threw in the towel on the subspindle. I just couldn't find a configuration and/or PID settings that worked with caxis.comp.
I can live with simple M19 orient for the sub, at least for the forseeable future.
Final config:
I'll be happy to test out variations of caxis.comp (or other spindle-as-axis schemes) if anyone has one, but for now I need to get all the other stuff done to make this lathe useable.
Thanks to everyone for the assistance through this ordeal.
I can live with simple M19 orient for the sub, at least for the forseeable future.
Final config:
- Main spindle
- PWM control
- Caxis.comp spindle/axis switch working fine
- Disabling servo for manual rotation:
- User M-code to unhome when disabled by op station button
- Another M-code to re-home at when re-enabled
- Sub-spindle
- Step/dir
- Spindle works well open-loop
- M19 orient working fine
- Can orient w/in 0.5 sec and 1 or 2 encoder counts
- Disabling servo for manual rotation - no issues as there are no axis f-error issues
- Adjust sub drive to increase at-rest stiffness
- Spindle synch for threading/tapping
- Main/sub speed synch for sub pick-off
I'll be happy to test out variations of caxis.comp (or other spindle-as-axis schemes) if anyone has one, but for now I need to get all the other stuff done to make this lathe useable.
Thanks to everyone for the assistance through this ordeal.
Please Log in or Create an account to join the conversation.
- smc.collins
- Offline
- Platinum Member
-
Less
More
- Posts: 718
- Thank you received: 138
03 Feb 2024 03:36 - 03 Feb 2024 03:36 #292275
by smc.collins
Replied by smc.collins on topic caxis.comp - problems
I won't have time for a while but i really honestly think adding spindle functionality to the rotary axis code os the best long term strategy.
I'm waiting to hear back from a controls engineer I know who deals with fanuc and Siemens control systems, I'm hoping he can shed some light on how the pros do it.
I'm waiting to hear back from a controls engineer I know who deals with fanuc and Siemens control systems, I'm hoping he can shed some light on how the pros do it.
Last edit: 03 Feb 2024 03:36 by smc.collins.
The following user(s) said Thank You: spumco
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19797
- Thank you received: 4607
03 Feb 2024 16:24 #292316
by andypugh
Replied by andypugh on topic caxis.comp - problems
Many commercial machines have a separate indexing motor on a worm drive which is pivoted out of engagement in C axis mode. It's hard otherwise to get enough stiffness in C mode combined with enough speed in spindle mode.
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 1974
- Thank you received: 808
03 Feb 2024 16:48 #292317
by spumco
I've been noodling over the idea of using a pair of electric or air dog-clutches to engage/disengage a hollow-bore harmonic or cycloidal reducer that's mounted on the spindle with bearings. Spindle mode drive straight-through, axis mode lock the reducer body and drive the input with a belted separate motor.
Still haven't really thought it through yet, and it'd likely be more complicated than necessary.
I guess the high-dollar approach would be to install a direct drive torque motor on the spindle, maybe integral inside the headstock, and use that for axis mode. I just don't know how torque motors like being back-driven when unpowered.
For my current build I don't need serious holding power - just fast indexing and enough stiffness for very light milling & engraving.
Replied by spumco on topic caxis.comp - problems
Yep. My Emco's swing-arm C-axis motor is driven by an air cylinder. Big spindle gear & little motor pinion = plenty of stiffness and resolution. Shoving the gears together makes it a bit noisy, but it does pretty much eliminate gear backlash.Many commercial machines have a separate indexing motor on a worm drive which is pivoted out of engagement in C axis mode. It's hard otherwise to get enough stiffness in C mode combined with enough speed in spindle mode.
I've been noodling over the idea of using a pair of electric or air dog-clutches to engage/disengage a hollow-bore harmonic or cycloidal reducer that's mounted on the spindle with bearings. Spindle mode drive straight-through, axis mode lock the reducer body and drive the input with a belted separate motor.
Still haven't really thought it through yet, and it'd likely be more complicated than necessary.
I guess the high-dollar approach would be to install a direct drive torque motor on the spindle, maybe integral inside the headstock, and use that for axis mode. I just don't know how torque motors like being back-driven when unpowered.
For my current build I don't need serious holding power - just fast indexing and enough stiffness for very light milling & engraving.
Please Log in or Create an account to join the conversation.
Time to create page: 0.151 seconds