caxis.comp status
- spumco
- Offline
- Platinum Member
-

Less
More
- Posts: 1974
- Thank you received: 808
07 Jan 2024 05:42 #290050
by spumco
Background posts:
forum.linuxcnc.org/10-advanced-configura...-order-matter#289826
forum.linuxcnc.org/10-advanced-configura...ling?start=60#288543
Homing and axis position commands are now working, although they're behaving very strangely.
I _think_ it's a PID problem now. Once I changed PID from open-loop homing started working.
Behavior (either homing or an axis comand like G0 C180):
Test settings
P = 0.15
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
FF3 = 0
maxoutput = 1
deadband = 0.1
Given my limited experience, I've not seen behavior like this.
Anyone have an idea why it's rotating past, slowing way down, then reversing to destination?
caxis.comp - problems was created by spumco
Background posts:
forum.linuxcnc.org/10-advanced-configura...-order-matter#289826
forum.linuxcnc.org/10-advanced-configura...ling?start=60#288543
Homing and axis position commands are now working, although they're behaving very strangely.
I _think_ it's a PID problem now. Once I changed PID from open-loop homing started working.
Behavior (either homing or an axis comand like G0 C180):
- Spindle immediately rotates in the correct direction
- Reaches target position and slows WAY down
- Continues to rotate past target (~90-180 degrees) at very slow speed
- Reverses direction and rotates back to target at initial search speed
- Nails target position with no hunting.
Test settings
P = 0.15
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
FF3 = 0
maxoutput = 1
deadband = 0.1
Given my limited experience, I've not seen behavior like this.
Anyone have an idea why it's rotating past, slowing way down, then reversing to destination?
Please Log in or Create an account to join the conversation.
- Henk
- Offline
- Platinum Member
-
Less
More
- Posts: 407
- Thank you received: 92
07 Jan 2024 07:08 #290053
by Henk
Replied by Henk on topic caxis.comp - problems
If this is a position loop with a velocity controlled drive, set your p=0 and then tune the ff1 so that you achieve close to the velocity that is commanded during a jog of the c axis. Then increase p slowly
The following user(s) said Thank You: spumco
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 1974
- Thank you received: 808
07 Jan 2024 07:21 #290056
by spumco
Replied by spumco on topic caxis.comp - problems
It's a step & dir controlled servo. Stepgen is set to velocity mode.
At the moment I can't really jog the c-axis. I think the way the comp is written, when I jog it - at least using Axis GUI controls - it returns to the last position as soon as I release the continuous jog button.
I've not tried P = 0 yet with FF1, so I'll give that a shot.
At the moment I can't really jog the c-axis. I think the way the comp is written, when I jog it - at least using Axis GUI controls - it returns to the last position as soon as I release the continuous jog button.
I've not tried P = 0 yet with FF1, so I'll give that a shot.
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 1974
- Thank you received: 808
07 Jan 2024 21:23 #290148
by spumco
Replied by spumco on topic caxis.comp - problems
After twiddling the PID values I've wound up with the following:
P = 0.2
I = 0
D = 0
FF0 = 0
FF1 = 0.008
FF2 = 0
FF3 = 0
maxoutput = 1
deadband = 0.1
[AXIS_C] and [JOINT_2]
MAX_VELOCITY = 360
MAX_ACCELERATION = 1000
STEPGEN_MAXVEL = 1000
STEPGEN_MAXACCEL = 2000
[TRAJ]
MAX_ANGULAR_VELOCITY = 500
It's still behaving strange. C-axis MDI command accelerates very slowly, reaches the command position and stops. No overshoot unless I bump FF1 or P values up.
But...
When it switches from spindle mode to position mode (M3 to M5), the automatic 'return to last position' function works perfectly at a speed and accel that appears to match the INI MAX_ACCELERATION and MAX_VELOCITY values.
I don't understand why an MDI G0 position command behaves different than the M5 automatic return.
P = 0.2
I = 0
D = 0
FF0 = 0
FF1 = 0.008
FF2 = 0
FF3 = 0
maxoutput = 1
deadband = 0.1
[AXIS_C] and [JOINT_2]
MAX_VELOCITY = 360
MAX_ACCELERATION = 1000
STEPGEN_MAXVEL = 1000
STEPGEN_MAXACCEL = 2000
[TRAJ]
MAX_ANGULAR_VELOCITY = 500
It's still behaving strange. C-axis MDI command accelerates very slowly, reaches the command position and stops. No overshoot unless I bump FF1 or P values up.
But...
When it switches from spindle mode to position mode (M3 to M5), the automatic 'return to last position' function works perfectly at a speed and accel that appears to match the INI MAX_ACCELERATION and MAX_VELOCITY values.
I don't understand why an MDI G0 position command behaves different than the M5 automatic return.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19804
- Thank you received: 4613
08 Jan 2024 00:14 #290166
by andypugh
Replied by andypugh on topic caxis.comp - problems
Halscope might help to see if the slowness is in command or response.
The following user(s) said Thank You: spumco
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 1974
- Thank you received: 808
08 Jan 2024 00:38 #290169
by spumco
Which pins would you suggest I monitor in halscope?
There are a bunch available...
caxis.0.pid-in
caxis.0.position-fb-out
pid.c0.command
pid.c0.output
joint.2.pos-cmd
joint.2.vel-cmd
encoder.04.velocity-rpm
And some others I'm sure
Replied by spumco on topic caxis.comp - problems
Halscope might help to see if the slowness is in command or response.
Which pins would you suggest I monitor in halscope?
There are a bunch available...
caxis.0.pid-in
caxis.0.position-fb-out
pid.c0.command
pid.c0.output
joint.2.pos-cmd
joint.2.vel-cmd
encoder.04.velocity-rpm
And some others I'm sure
Please Log in or Create an account to join the conversation.
- smc.collins
- Offline
- Platinum Member
-
Less
More
- Posts: 718
- Thank you received: 138
08 Jan 2024 02:33 #290172
by smc.collins
Replied by smc.collins on topic caxis.comp - problems
subscribing, need to get this working on my lathe.
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 1974
- Thank you received: 808
08 Jan 2024 03:09 #290174
by spumco
Replied by spumco on topic caxis.comp - problems
In case it helps here's the hardware i'm using:subscribing, need to get this working on my lathe.
- Drive
- Copley XSL
- Step & dir command
- Internally auto-tuned
- Motor
- 3kw BLDC converted to servo
- CUI encoder @4096ppr (16348 post-quad)
- ~1.389:1 poly-v belt drive to spindle
- Spindle encoder
- 600ppr (2400 post-quad)
- 1:1 on spindle via HTD-3M belt
The following user(s) said Thank You: smc.collins
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 1974
- Thank you received: 808
08 Jan 2024 05:07 #290179
by spumco
Replied by spumco on topic caxis.comp - problems
I don't know if this will be useful, but I've got two halscope captures
First is running the spindle at 500rpm and stopping it. Capture is of the auto-repositioning move to C0 at M5.

Second is a back and forth G0 C0 to C90. No settings changed.
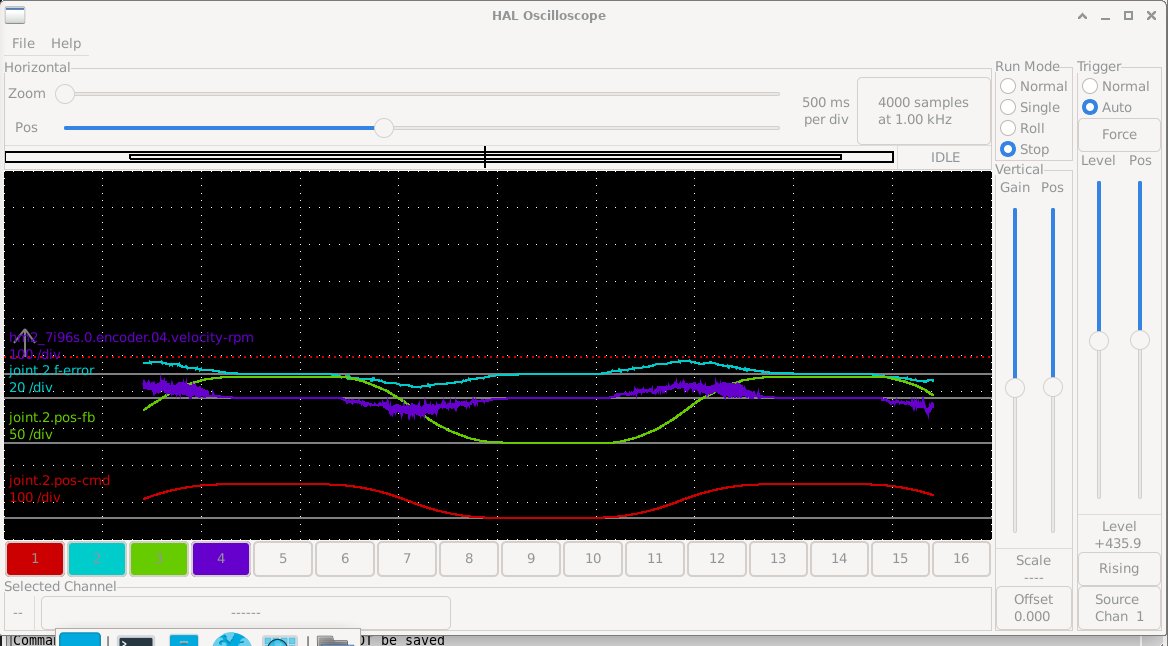
halscope is zoomed out on the second one, but that's the only difference.
No idea why the moves are so diferent.
First is running the spindle at 500rpm and stopping it. Capture is of the auto-repositioning move to C0 at M5.
Second is a back and forth G0 C0 to C90. No settings changed.
halscope is zoomed out on the second one, but that's the only difference.
No idea why the moves are so diferent.
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4661
- Thank you received: 2078
08 Jan 2024 10:45 #290199
by Aciera
Replied by Aciera on topic caxis.comp - problems
Notice how pos-cmd in the first capture remains constant while it changes in the second.
I have no idea really but it looks like two different modes of the custom component, maybe?
I have no idea really but it looks like two different modes of the custom component, maybe?
The following user(s) said Thank You: spumco
Please Log in or Create an account to join the conversation.
Time to create page: 0.163 seconds