Retrofitting a 1986 Maho MH400E
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

- Posts: 1633
- Thank you received: 595
Please Log in or Create an account to join the conversation.
- aluplastvz
- Offline
- Senior Member
-

- Posts: 52
- Thank you received: 9
Winter is coming and the basement is warm.
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-

- Posts: 265
- Thank you received: 40
This Old Tony has entered the Maho club with a very challenging retrofit.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1633
- Thank you received: 595
That MH400P is not the ideal basis for a retrofit. He would have been better off waiting for a 400E, or 400C which was already a real CNC machine, but then again, from Practical machinist.com threads it seems they are pretty rare in the US, and the one he got does seem to have excellent ways.
He has all the mechanical work to do to replace the single axis motor, gearbox and leadscrews with three independant ballscrews and motors, but it looks like he has the machining skills to make short work of that.
Then his gearbox is still manual. I wonder whether the gearbox casting of the MH400P is the same as the 400E, and whether he could retrofit the gear shifting motor/gearbox module from a 400E?
The other issue is that the 400P has no enclosure. Being able to control the chips and coolant is a real benefits in the home shop. Well in any shop, but the kids stepping on swarf you walked into the living area is often perceived negatively by SWMBO.
Mark
Please Log in or Create an account to join the conversation.
- ThisOldTony
- Offline
- New Member
-

- Posts: 5
- Thank you received: 3
My name is OldTony and... I am converting an MH400P.
I look forward to reading all 120 pages of this thread. (!)
Until then, I thought I'd join the group and throw out a few thoughts, as perhaps something of a sounding board. Maybe someone more intimately familiar with the 400P might chime in and tell me just how far over my head I've gotten.
Step 1, after cleaning/disassembly (not done yet), will be to fit ball screws. Secretly I'm hoping this isn't too difficult to do given the existence of the E variants. I assume I'll be machining seats for preload bearings either in the existing iron or fabricating new support plates. Ideally I'd bury the motors inside and spin the nut, but I won't get ahead of myself until I see how much space I have to work with. (this part also includes rerouting oil lines as necessary, etc.)
Step 2, I'd like to get the hydraulics out of this machine. No good reason just yet, but it'd be nice to use air for the power drawbar. Seems possible on the vertical head, not sure if it will work for the horizontal. Does the horizontal have an option to use a drawbar? I might cheat that way. I don't foresee a lot of horizontal CNC, but would like to keep that option open
Step 3, profit?
all kidding aside a 400E or similar, born with ball screws would have been a smarter buy, but this was cheap, has a power drawbar, wasn't TOO far away from me (shipping cost), and seems to be in pretty good shape mechanically to make the effort worthwhile.
Any thoughts / suggestions / moral support greatly appreciated!
-OldTony
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

- Posts: 21741
- Thank you received: 7430
Weclome, feel at home.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
- Posts: 19879
- Thank you received: 4643
Step 1, after cleaning/disassembly (not done yet), will be to fit ball screws. Secretly I'm hoping this isn't too difficult to do given the existence of the E variants. I assume I'll be machining seats for preload bearings either in the existing iron or fabricating new support plates. Ideally I'd bury the motors inside and spin the nut
Spinning the nuts is something that folk often avoid, but I haven't found it to be significantly more difficult. My own (smaller) manual-to-CNC mill has two spinning nuts (X and Z) and one spinning screw (Y, in case it was too hard to guess).
One tip I will submit is that the double-row angular contact bearings are available with smaller sections than single row. And nobody says that you always have to use both races. So I have two double-row bearings as a preloaded pair (with two wasted rows) on my X just to squeeze everything in.
Perhaps an air-over-oil system and a hydraulic intensifier would work if you can't get the force with pure pneumatics.Step 2, I'd like to get the hydraulics out of this machine. No good reason just yet, but it'd be nice to use air for the power drawbar. Seems possible on the vertical head, not sure if it will work for the horizontal.
I have found one use for horizontal CNC. but typically (as in that case) you can use a gang-tool arrangement and a mechanical drawbar (as I have) is entirely adequate.Does the horizontal have an option to use a drawbar? I might cheat that way. I don't foresee a lot of horizontal CNC, but would like to keep that option open
The horizontal axis can be useful for gear hobbing . Though it helps that mine has a swing-table that can be set to match the hob angle (which swings the feed axis). To hob with a spiral hob on the Maho you would need to use coordinated XY moves and also have the rotary axis non-parallel to the X axis. But I think that the standard Maho / Deckel / Aciera style dividing devices allow that. It would be interesting to adapt one of those with a harmonic drive to make a 4th axis.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1633
- Thank you received: 595
 Do you have a background in video or film work? Your editing is superb.
Do you have a background in video or film work? Your editing is superb.The ballscrews on the 400E are very simple and conventional. 32x4 mm on the head traverse Y axis (MAHO's Z), and 40x5mm on the X and Z (vertical) axis. Each axis is belt driven with HTD 8Mx30 belts. You can see the difference in stiffness of a professionally engineered system verses the compromises we normally make as hobbiest. The screw support bearings are simple bolted and pined end plates, castings. Only the X axis is supported at both ends.
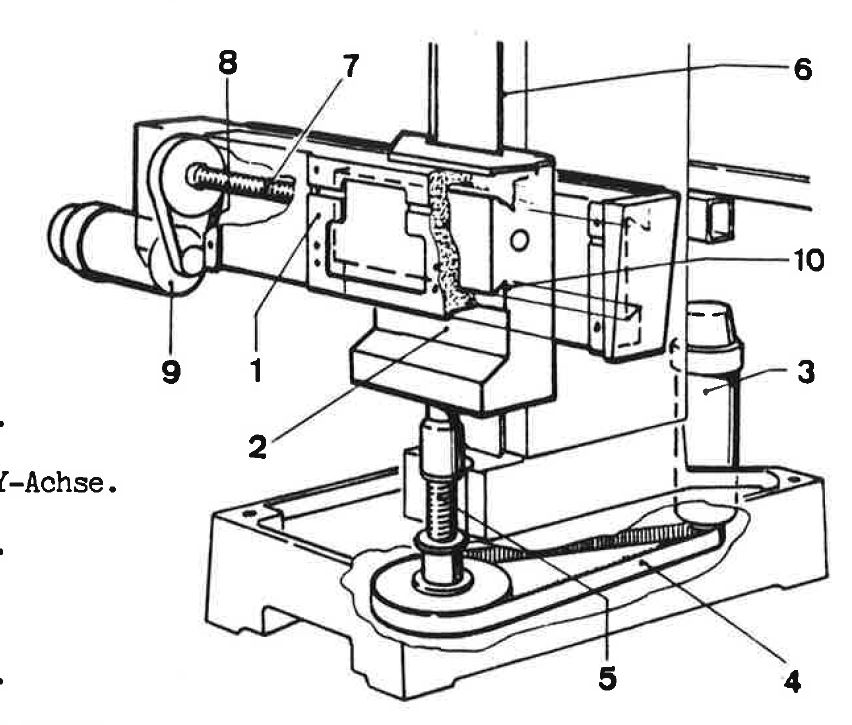
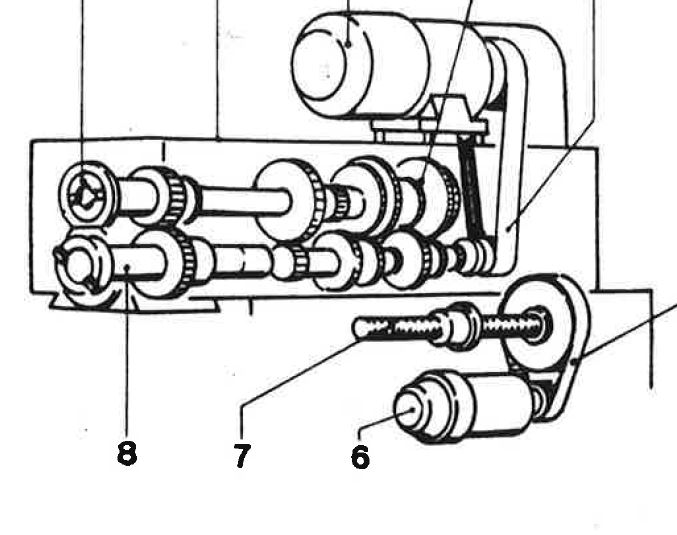

Here are the diagrams from my owners manual. The only axis with a brake is the vertical (lets call it Z) axis. It's drive belt is underneath the foot. Given this simplest possible layout was good enough for Maho I wouldn't complicate it. Belt reductions make for simple alignment, and at least on X you probably wont have space for a rotating nut.
On the 400E, the hydraulic line has a T to both horizontal and vertical spindle draw bar actuators.The tool release actuators of both vertical and horizontal spindles release each time they are activated. The hydraulic actuators are very compact. Using shop air you'd need a significantly bigger actuator. I think the MAHO original system had the Hydraulic system always on, so it cycles as it loses pressure. I only activate my Hydraulic during an actual tool change. The change takes a few seconds longer, as it builds up Px, but I don't have the annoying cycling.
Have you any concrete plans on the motion controller you will use? I see you used Mach on the router. My experience with Mesa cards and LinuxCNC has been really positive, especially supported by this forum.
Mark
Attachments:
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
- Posts: 265
- Thank you received: 40
www.flickr.com/photos/mahomh600p/
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1633
- Thank you received: 595
Mark
Please Log in or Create an account to join the conversation.