Retrofitting a 1986 Maho MH400E
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1628
- Thank you received: 595
21 Sep 2018 08:14 - 21 Sep 2018 08:26 #117841
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Here is an update to the gearbox signal path table for the MESA 7i84 TB3 connectors:
Mark
Mark
Last edit: 21 Sep 2018 08:26 by RotarySMP.
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-

Less
More
- Posts: 265
- Thank you received: 40
21 Sep 2018 14:32 #117850
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
Thank you for the solution, i was thinking days a go a similar solution on the maho table.
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
22 Sep 2018 11:59 #117865
by drimaropoylos
John
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
I think the dekel gearbox motor rotates only in one direction end cycles from all 3 gears so the is no need for 4rt camAlso it looks the the gear stage motors are controlled LH/OFF/RH with a single, relay per stage, whereas the MAHO uses separate on/off and polarity reverse relays. Although maybe I understand the logic here wrong..
Mark
John
Please Log in or Create an account to join the conversation.
- gernoff
- Offline
- Senior Member
-

Less
More
- Posts: 43
- Thank you received: 2
22 Sep 2018 16:49 #117871
by gernoff
Replied by gernoff on topic Retrofitting a 1986 Maho MH400E
Although most of the work has probably already been done here,I will be starting a new thread for converting a Deckel FP5NC machine. Give me a few days to gather an post what prints I can get my hands on.
I have determnind that the FP5 machine is a 6 speed gearbox. It used a 10hp BBC Thyristor drived 10HP spindle motor (now dead). I am replacing it with a Yaskawa 5hp VFD driven setup. Once the spindle is back up and running I can begin reverse engineering the shift logic and circuits.
BTW, it is a small world. I too am an Avionics Technician: I have worked on F16, F15 and now C130 avionics.
I have determnind that the FP5 machine is a 6 speed gearbox. It used a 10hp BBC Thyristor drived 10HP spindle motor (now dead). I am replacing it with a Yaskawa 5hp VFD driven setup. Once the spindle is back up and running I can begin reverse engineering the shift logic and circuits.
BTW, it is a small world. I too am an Avionics Technician: I have worked on F16, F15 and now C130 avionics.
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
23 Sep 2018 05:48 #117892
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
Indeed in the deckels the gearbox motors rotate in only one direction. So they don't need 4rt cam. The lader or .comp development for this gearbox will be much easier.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1628
- Thank you received: 595
30 Sep 2018 08:39 #118226
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Not much done this week. Since the Z has crept up, I was able to finally remove the LH side rear splash shield, and the transformer cover, so I could get to the Z linear encoder. With that splash shield off, the vertical head could be swung out of the way. It looks like the horizontal spindle has never ever had a tool in it. Pristine.

Next the Z linear encoder will need trouble shooting.


The Y encoder worked again yesterday, so there must be an intermittent fault in that system, which will need tracking down.
Mark
Next the Z linear encoder will need trouble shooting.
The Y encoder worked again yesterday, so there must be an intermittent fault in that system, which will need tracking down.
Mark
Please Log in or Create an account to join the conversation.
- J Green
- Offline
- Elite Member
-
Less
More
- Posts: 164
- Thank you received: 24
01 Oct 2018 01:25 #118263
by J Green
Replied by J Green on topic Retrofitting a 1986 Maho MH400E
Mark Always good to read of your progress with the MAHO. Hope you get into the details on how to find the problem and then fixing the scales.
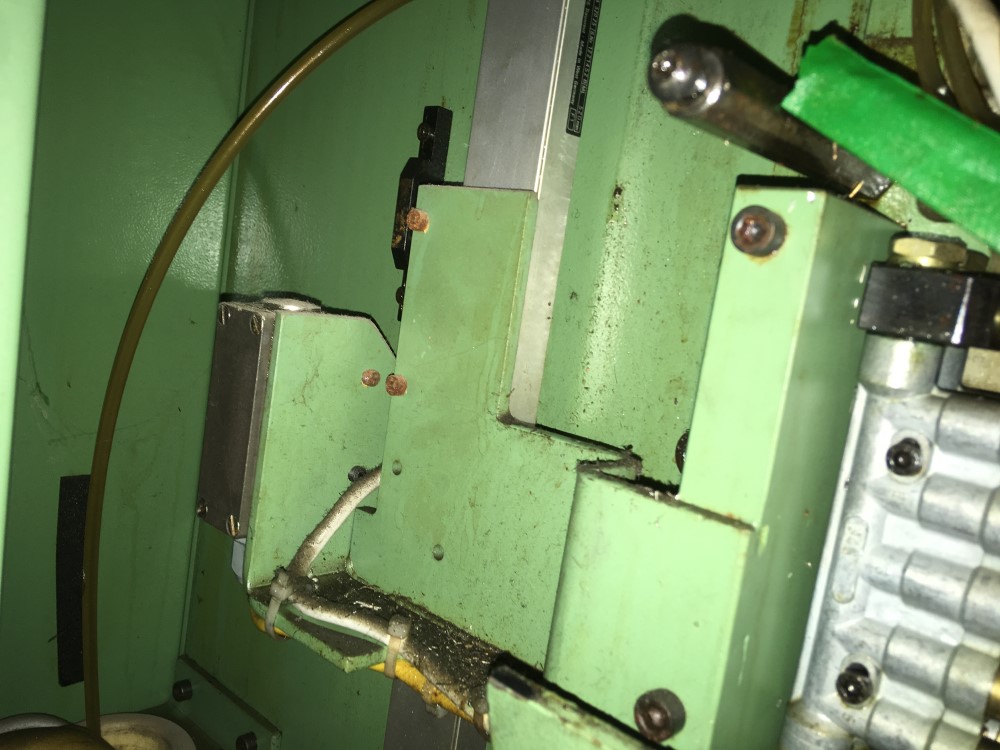
Question - Your last photo ( Y axis scale ? ) shows a flex-conduit going past the scale body. My question is Who makes that flex conduit., or who (other than DMG ) sells that type and style of flex conduit ?
Hoping you get stuff sorted out and still have time to stuff the MAHO thru the way too small shop door before winter. Might think about some easy clean floor oil drip catcher. My machines mark their spot as much as a Harley or Triumph motorcycle does/did.
Just a thanks for more of the saga.
Bob
Question - Your last photo ( Y axis scale ? ) shows a flex-conduit going past the scale body. My question is Who makes that flex conduit., or who (other than DMG ) sells that type and style of flex conduit ?
Hoping you get stuff sorted out and still have time to stuff the MAHO thru the way too small shop door before winter. Might think about some easy clean floor oil drip catcher. My machines mark their spot as much as a Harley or Triumph motorcycle does/did.
Just a thanks for more of the saga.
Bob
Please Log in or Create an account to join the conversation.
- Loddestuen
- Offline
- New Member
-

Less
More
- Posts: 1
- Thank you received: 0
01 Oct 2018 05:41 #118270
by Loddestuen
Replied by Loddestuen on topic Retrofitting a 1986 Maho MH400E
Hi RotarySMP and others,
I'm new to this forum, I hope you don't mind me asking the following questions in your thread.
I have the opportunity to buy a Maho MH 700 C for cheap - don't know how cheap yet..
My question is:
Is all the knowledge you have created by doing your retrofit applicable to the MH 700 C?
Can I retrofit the MH 700 C to Linux CNC?
About the machine:
Its an 1983 MH 700 C with an Phillips CNC 432/9
The machine parameters are lost. New battery is with the machine, don't know why they unplugged it before changing it..?
There is a ton of books and several print outs of different updated machine parameters. Last on from 2001. Also electrical diagrams for this particular machine.
No wise - no tool holders.
The screen worked before the machine was unplugged and moved.
Don't know the history..
Hour meter - don't know yet..
About me:
I'm from 1977
I'm an machinist and mechanical engineer. I have done a bit of CNC in the past - and i have general understanding in what its all about.
I'm a fix-it-all-myself kind of guy.
I have a lot of vintage HP vintage measuring equipment (also other brands)
I have a full shop with lathe and mill - just no CNC yet..
I fix up old electronics and HiFi equipment. Especially cassette recorders and reel to reel machines. I like them because they are both mechanical, electromechanical and electronic devises..
I can read electrical diagrams - also electronic diagrams.
I fix and build my computers myself.
I'm not afraid of extensive wiring looms.
But:
I do not know Linux CNC
I'm not use Linux
I have only very little computer programming knowledge <- This is why I'm a bit afraid to buy this old machine an commence to this project..
I would like your 10 cents on this one.
If i choose to proceed, I will document my progress here on the forum in a MAHO MH 700 C retrofit thread - I promise")
Kind Regards
Jesper Holm, Denmark.
I'm new to this forum, I hope you don't mind me asking the following questions in your thread.
I have the opportunity to buy a Maho MH 700 C for cheap - don't know how cheap yet..
My question is:
Is all the knowledge you have created by doing your retrofit applicable to the MH 700 C?
Can I retrofit the MH 700 C to Linux CNC?
About the machine:
Its an 1983 MH 700 C with an Phillips CNC 432/9
The machine parameters are lost. New battery is with the machine, don't know why they unplugged it before changing it..?
There is a ton of books and several print outs of different updated machine parameters. Last on from 2001. Also electrical diagrams for this particular machine.
No wise - no tool holders.
The screen worked before the machine was unplugged and moved.
Don't know the history..
Hour meter - don't know yet..
About me:
I'm from 1977
I'm an machinist and mechanical engineer. I have done a bit of CNC in the past - and i have general understanding in what its all about.
I'm a fix-it-all-myself kind of guy.
I have a lot of vintage HP vintage measuring equipment (also other brands)
I have a full shop with lathe and mill - just no CNC yet..
I fix up old electronics and HiFi equipment. Especially cassette recorders and reel to reel machines. I like them because they are both mechanical, electromechanical and electronic devises..
I can read electrical diagrams - also electronic diagrams.
I fix and build my computers myself.
I'm not afraid of extensive wiring looms.
But:
I do not know Linux CNC
I'm not use Linux
I have only very little computer programming knowledge <- This is why I'm a bit afraid to buy this old machine an commence to this project..
I would like your 10 cents on this one.
If i choose to proceed, I will document my progress here on the forum in a MAHO MH 700 C retrofit thread - I promise
Kind Regards
Jesper Holm, Denmark.
Please Log in or Create an account to join the conversation.
- cgroth
- Offline
- Junior Member
-

Less
More
- Posts: 28
- Thank you received: 9
01 Oct 2018 11:58 #118281
by cgroth
Replied by cgroth on topic Retrofitting a 1986 Maho MH400E
Mark, to get it right, your machine was already equipped with Heidenhain scales instead of Philips ones? What series is mounted? How is the cable mounted? My Kunzmann has LS903 as far as I remember that have a remote socked with about 20cm cable. I already dismantled one to clean the sealing. Cable to the CNC is connected using the 9-pin Heidenhain round socket. The scales have 11uA sinusoidal signals, so any dirt between pins or bad insulation may have severe impact. What EXE converters do you use? I bought 3 brand new EXE 602 last week for 40€ each, so in case your not sure about yours it may be worth to buy one new and test.
Please Log in or Create an account to join the conversation.
- cgroth
- Offline
- Junior Member
-
Less
More
- Posts: 28
- Thank you received: 9
01 Oct 2018 12:04 #118283
by cgroth
Replied by cgroth on topic Retrofitting a 1986 Maho MH400E
Hi Jesper,
I am just a listener as I can't spend time on my project at the moment. With your skills I suggest to start with setting up the machine running the Philips CNC. If that was working before moving the machine, restoring the parameters by hand is easy. And you can play around with the machine for a while discovering all its features before starting a conversion. A lot of information may be useful to your machine thought there might be difference for instance if your machine has a variable speed DC spindle drive.
Christian
Christian
I am just a listener as I can't spend time on my project at the moment. With your skills I suggest to start with setting up the machine running the Philips CNC. If that was working before moving the machine, restoring the parameters by hand is easy. And you can play around with the machine for a while discovering all its features before starting a conversion. A lot of information may be useful to your machine thought there might be difference for instance if your machine has a variable speed DC spindle drive.
Christian
Christian
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.746 seconds