Retrofitting a 1986 Maho MH400E
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

- Posts: 1627
- Thank you received: 595
At some point I also got a near complete set of assembly drawings for the 400E from someone on the internet. As they have some Cryllic annotation on them, I am assuming that import requirements for some eastern states required a set of assembly drawings with delivery. Those drawings have no dimensions, and I do not have the associated parts lists to cross reference parts on drawings to actual MAHO part numbers.
I have not seen a parts catalog with exploded views from MAHO like in that Rockwell video.
The wiring diagram set from MAHO is really the only thing you need for a linuxCNC conversion. The first couple of pages lists the electrical components.
My lathe is a Boley 4LV. so it is pretty small.
madmodder.net/index.php/topic,7884.msg147233.html#msg147233
I have a nice Bison 4 jaw independant chuck, but at 125mm, it is not large enough to have an adequate through hole to grip that anvil on the larger step. The protusion would have been excessive, and the tapered edges do not lend themselves to a solid grip. Using the 100mm insert face mill in the horizontal spindle was my first plan, but was suprised how much I would have to pack it up off the table to reach it from the top of Z travel. I may still have to do that, depending on hard spots in the anvil face.
Another option would be to mount the anvil to the lathe cross slide, and a fly cutting bit in on a disc in the chuck and fly cut it that way.
Mark
Attachments:
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1627
- Thank you received: 595
Also Mark, I haven't the faintest clue on how to use a shaper but it's really cool you can do that setup! Prior to your mentioning it, I've never seen anybody use that attachment before.
Thanks. One thing about a retrofit forum is that the posting normally stops once the machine is running. I always found that kind of frustrating. You follow a thread and then it dries up and you wonder what the guy is using it for and how it is working out in practice. As long as the administrators here tolerate it, I'd like to keep posting my experience using the machine, set ups, accessories, modifications, changes to my retrofit etc.
I still have a fair bit to do on it:
- My user control module really needs the pendant.
- We are going to redify the gearbox comp program to give it full control of the spindle. We'll send LinuxCNC start/stop requests to the comp rather than the other way around.
- I want to make a tool length setter and a 3D touch probe
- Andys engraving code is making the fourth axis itch burn.
- The dolly still needs to be made and the machine moved.
- Since I got the horizontal spindle's overarm, I guess I should keep an eye out for a 40 taper mandrel and some horizontal cutters.
- I need to set up the tool table.
- I have a fog buster which I was planning to install, but the flood coolant works so well, I might pt it on the lathe.
.
.
.
Mark
Please Log in or Create an account to join the conversation.
- J Green
- Offline
- Elite Member
-

- Posts: 164
- Thank you received: 24
Attachments:
Please Log in or Create an account to join the conversation.
- J Green
- Offline
- Elite Member
-
- Posts: 164
- Thank you received: 24

You-ens on the East side of the Atlantic ocean usually have better command of the English language than me. My thought about buying a parts list /part illustration is that it sure would be worth seeing what is being offered or a right to return for a refund.
There is a French hobby web site that has some / many / quite a lot of information --- maybe someone can note it's web address !
Hope when retrofitting your machine there is as much information shared here as Mark has/is doing.
Please Log in or Create an account to join the conversation.
- J Green
- Offline
- Elite Member
-
- Posts: 164
- Thank you received: 24
Great - seeing the machine an slotting head being used. I wonder if a big diameter cutter on a horizontal arbour would solve the part to cutter height problem . What is the max diameter cutter that can be used with the over arm ?
The near retrofitting future---- Or, my wish list for the updated spindle-speed control comp
Would it be possible to include provisions for spindle indexing ? Maybe for both horizontal and vertical spindle .
Could there be some provision for spindle speed when using a VFD driven spindle motor , but still keeping the gear box shifting section of the code.
The distant retrofitting future----
My vote is for a ongoing update of what is happening in the Marks MAHO world !
Maybe consider a summer gathering of the MHxxxXX retrofit people
As to this site content wishes--- might ask Andy P what his off the wall thoughts are. I think it would be worthwhile if you could continue to maintain some guiding control , not as a moderator but as you have been.
Coolant
Andy P has a friend building a working model race car engine. His friend has made several You-Tube videos of which one shows the coolant system rigged up for use on his Deckel mill. I can't find that You-Tube video , maybe Andy would remember.
any way please keep on keeping on
Bob
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1627
- Thank you received: 595
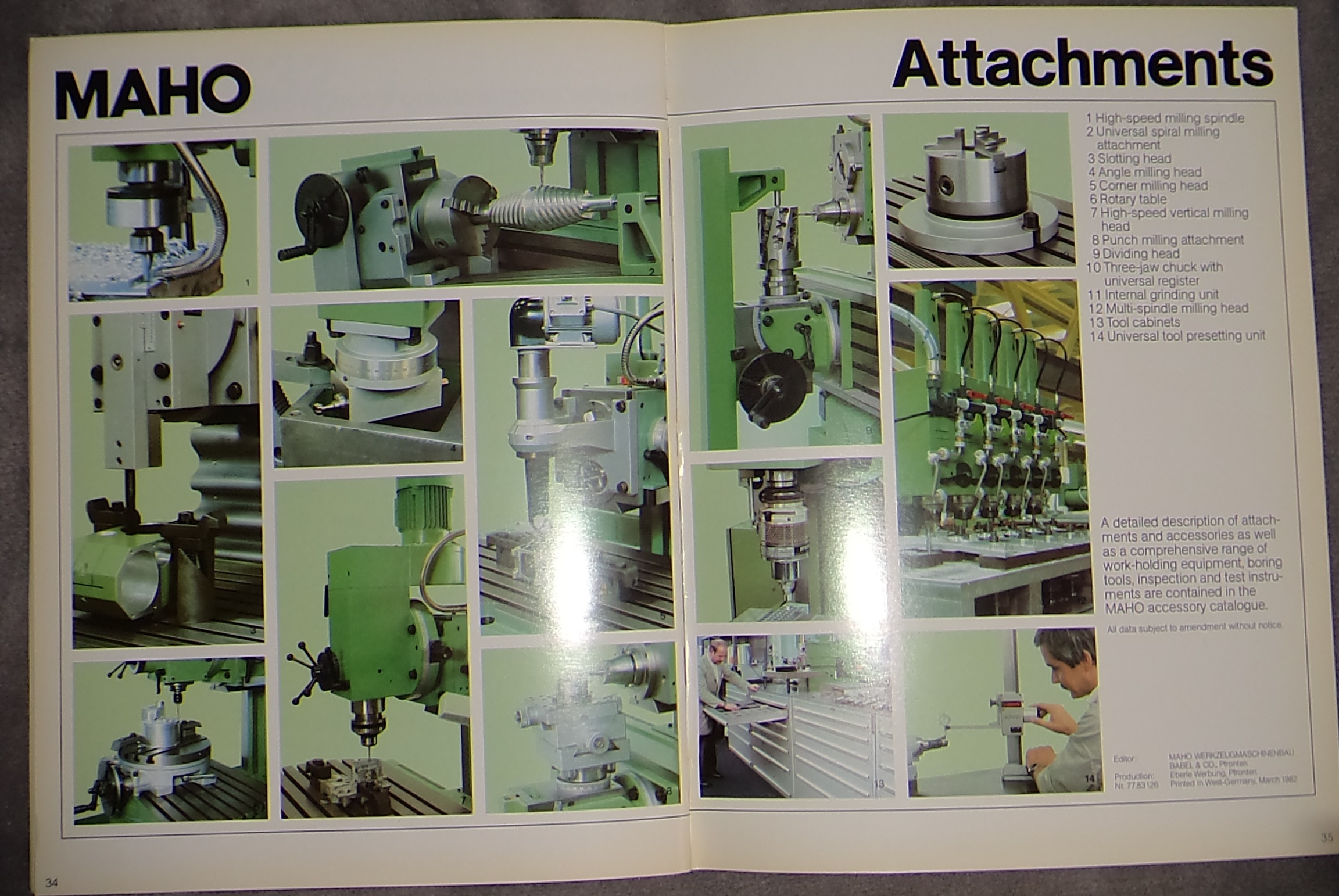
Oh Bob, that is just evil! I never knew a corner milling attachment was made for the MAHO, but now I NEED one!Saw this in a 1982 product range brochure . Hope it doesn't cause undue lust for old Maho attachments.
The near retrofitting future---- Or, my wish list for the updated spindle-speed control comp
Would it be possible to include provisions for spindle indexing ? Maybe for both horizontal and vertical spindle .
Could there be some provision for spindle speed when using a VFD driven spindle motor , but still keeping the gear box shifting section of the code.
Hi Bob, As built by Maho, the MHx00E series has no provision for a spindle angle feedback or indexing, so there is no information to built a comp on.On the 400E, the vertical and horizontal spindles turn at the same speed, so a single encoder on the horizontal or output drive shaft should be enough. John (drimaropoylos) has added an encoder to his spindle, as he is also adding a VFD.
forum.linuxcnc.org/12-milling/33035-retr...400e?start=100#99993
forum.linuxcnc.org/12-milling/33035-retr...00e?start=170#100565
He is doing his gearbox control with classic ladder rather than a comp, so anyone following us will have options of either HAL comp or ladder solutions, depending in what they are most comfortable with.
Since my machine doesn't produce the spindle angle information, and I am reliant on a friends generous volunteered time and assistance for the programming, I won't be doing the spindle indexing routines. At least not until Sergey has the need to tap a thousand holes and decides we need syncronised spindle motion
") The source code for our comp is published on github though, so it should be easy enough to modify it.
The source code for our comp is published on github though, so it should be easy enough to modify it.github.com/jin-eld/mh400e-linuxcnc
The later MHx00E2 models also had a simplified gearbox (Just the back gear?) and a VFD so they may already have spindle angle feedback encoders. I get the impression that they are pretty rare though.
Mark
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1627
- Thank you received: 595
I see all the hype around that new guis which look prettier. Once you use gmoccapy, you really appreciate how well thought out Norberts interface is. The way the soft keys adapt to the task at hand (jogging/touching off, loading/editing/running a program etc ) is extremely intuitive. You end up with a pretty simple looking screen, which always shows you what is relevant for what you are doing, never looks cluttered with a million settings, and doesn't leave you head scratching "where do I find xx function" The adaptive bezel keys, combined with duplicate hard bezel keys covers a lot of what you would normally add buttons for.
I stumbled back over John's advice not to use a vertical screen.
forum.linuxcnc.org/12-milling/33035-retr...00e?start=130#100132
I don't mind the vertical alignment, but mine is mounted too low to be comfortable. I used a pretty old ELU touch screen, and the viewing angle is crap. I find I end up with a stool in front of the user module, and sit down to use the MDI, or edit a few lines.

When I planned my physical buttons and encoders on the control panel, I had no experience with a CNC mill, so my decision process was pretty lame. I figured you don't need physical run/stop/pause cycle buttons with gmoccapy, as these are covered by the bezel edge keys. That still seems like a good decision. I piggybacked a hard wired controller start onto the top bezel key, so the controller start is similar to a Phillips two button press.
My decision process what to add on the six hard keys was pretty lame. Along the lines of, buttons look cool, heidenhain has them, what could I put on buttons. Coolant and spindle start stop are available on the gmoccapy touch screen, but not the bezel soft keys, so I made physical buttons for them. Not a terrible idea, but I do notice I often hit the touch screen rather than use the button.
Mark
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1627
- Thank you received: 595
- Is AND2 normally autoinstalled in the basic linuxCNC set up? I tried to add it to my HAL but it is unknown on my controller. Where can I get that component from?
- I have my two user interface encoders connected to the MESA 7i77 as encoder 4, and 5. The axis encoders are 0,1,2. There is nothing connected to encoder 3. I only see the HAL command below, and if I change it num_encoders=5 can that work?
Can he HM2 driver deal with that, or will I have to move the addition two encoders to position 3 and 4 to be sequential?
loadrt hm2_pci config=" num_encoders=3 num_pwmgens=0 num_stepgens=0 sserial_port_0=300xxx"I had to give up on shaping that anvil with the slotting head. There is a hard area which just ground the edge straight off the HSS tool bit.


Next attempt will be the 100mm carbide insert face mill in the horizontal spindle.
Mark
Attachments:
Please Log in or Create an account to join the conversation.
- snoozer77
-

- Offline
- Premium Member
-

- Posts: 97
- Thank you received: 12

In the end, it comes down to personal preference. Whatever your comfortable with.
Cheers
Matt
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

- Posts: 19863
- Thank you received: 4636
- Is AND2 normally autoinstalled in the basic linuxCNC set up? I tried to add it to my HAL but it is unknown on my controller.
it's one of the most basic components. it really should be there.
HAL names are case-sensitive, though. it should be
loadrt and2 count=3Please Log in or Create an account to join the conversation.