Hardinge HC Bandit Retrofit
- mclausen
- Offline
- Senior Member
-

- Posts: 43
- Thank you received: 1
I recently acquired a Hardinge HC with a Bandit CNC control that I want to retrofit to LinuxCNC.
I saw where several people converted HNC and CHNC lathes, but no HC. This machine poses some unique challenges.
It is basically a manual lathe that was converted to CNC and sold by Hasbach. The previous owner bought it as a functioning machine, but let it sit for years without hooking it up. At one point he swapped out the interpolator board with a bad one from one of his Bandit mills.
I got it up and running, and it appears to do everything except simultaneous moves.
Servos:
After much waffling, I think I would like to use the existing motors and amplifiers for cost and time reasons. I have no documentation on them though. The motor labels have been painted over, and any attempt to strip the paint also strips the label. They appear to be brushed DC servos with resolvers and tachometers. The tachometers are wired directly to the amplifiers, and the resolvers wire to the control. The amplifiers are supplied with 65vdc from a massive power supply.
I'm assuming a 7I49 should be able to drive these?
One concern I have is the feeds are not very high. Any feed rates over 60ipm don't go any faster than about 60 (crudely measured by stop watch). It does not give a “feed rate commanded too high” error like it is supposed to. Maybe the missing interpolator board is causing this. At this feed rate the motors are only turning 600RPM, so I assume they can go faster.
Spindle:
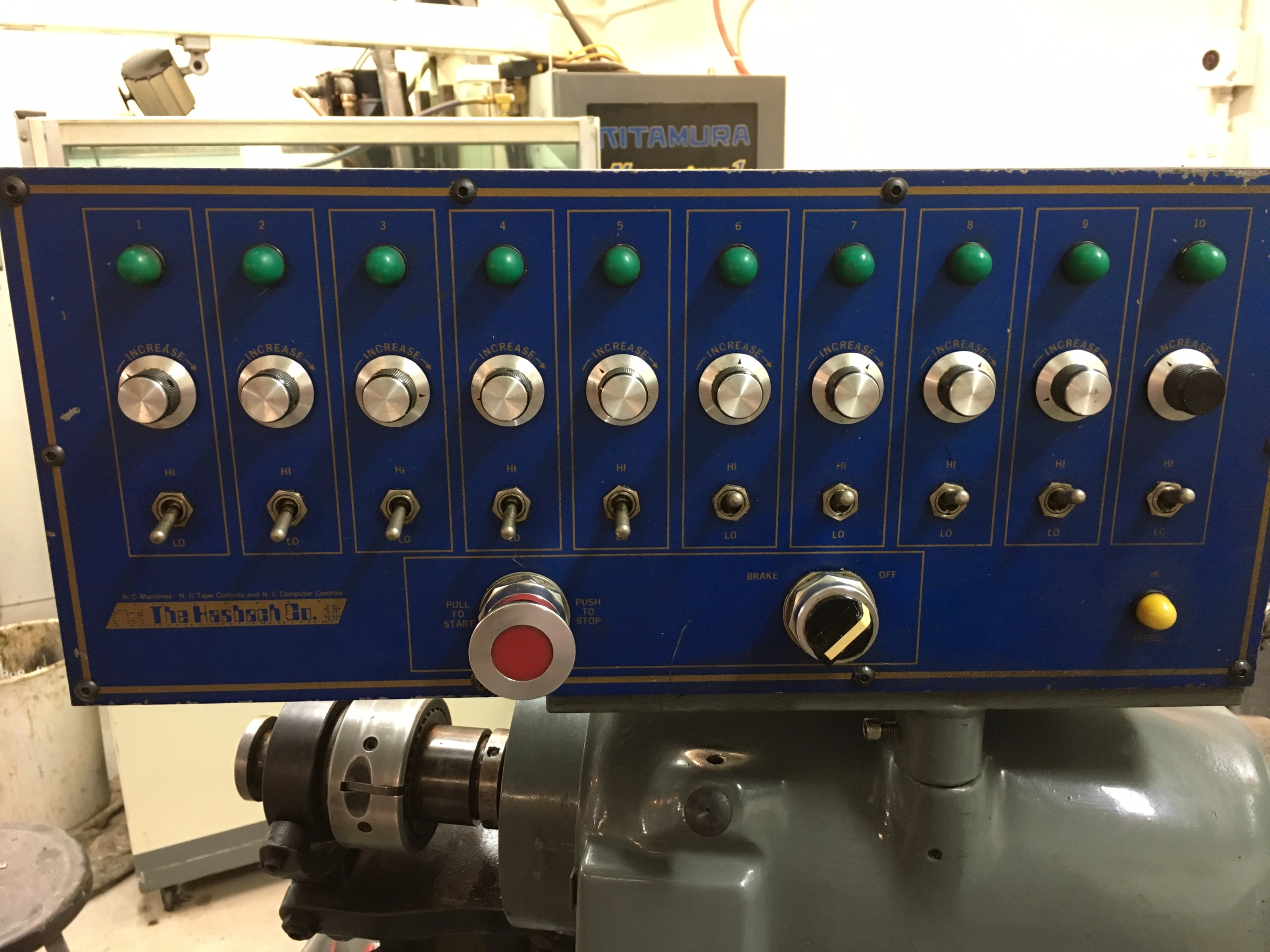
The spindle is a two speed 3ph 1.5hp induction motor with a mechanical speed adjustment driven by a 3ph motor operating a jack screw. There is a potentiometer driven by a worm gear to give a voltage relative to the jack screw position. The Bandit allows you to program up to 10 different spindle speeds. Each speed it individually set with a potentiometer and a hi/lo switch. Crazy.
There is what I think is an encoder belt driven off of the spindle. It is 5v and wired to the IPR board. I haven't tried to see what the output is yet.
I would like to keep this motor. (Again, time and money.) Would it be feasible to have a macro to select the spindle speed, then drive the jack screw motor until the speed is achieved measured by the spindle encoder? Also is it possible to reverse this motor on the fly rather than turn off, brake, and turn on in the opposite direction? Maybe someone with manual Hardinge will know this.
It would be nice to be able to tap.
Turret:
The turret is a mechanical indexing turret with the lever replaced with a rotary air cylinder. The only feedback is the limit switches to ensure a complete index cycle was achieved. There is no encoder for the controller to know what tool position it is in.
Could LinuxCNC sore and remember the current tool position when it was turned off? Would there be any easy way to tell it what location it was in at start up?
Interface:
I'm thinking a Mesa 5I24, 7I49, 7I37COM, and a 7I42. I have a touch screen, so I would like to run without a keyboard or mouse. For the panel, at least a pulse dial, axis select, pulse distance select, cycle start, and feed hold.
There currently is a panel of 24v relays to drive the air valves and motor contactors. I assume the 7I37COM can operate these relays?
Which board would read the spindle encoder?
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

- Posts: 19886
- Thank you received: 4645
After much waffling, I think I would like to use the existing motors and amplifiers for cost and time reasons. I have no documentation on them though. The motor labels have been painted over, and any attempt to strip the paint also strips the label. They appear to be brushed DC servos with resolvers and tachometers.
Keeping the existing motors and drives is normally a good idea, they are typically right for the machine and more expensive than you would buy yourself.
") Resolvers cost about $1000 each, for good ones.
Resolvers cost about $1000 each, for good ones.Yes, perfect for the job, and what I use on my Holbrook lathe.I'm assuming a 7I49 should be able to drive these?
Maybe they can, maybe not. The speed is probably high enough anyway, lathes don't spend much of their time on rapids.One concern I have is the feeds are not very high. Any feed rates over 60ipm don't go any faster than about 60 (crudely measured by stop watch). It does not give a “feed rate commanded too high” error like it is supposed to. Maybe the missing interpolator board is causing this. At this feed rate the motors are only turning 600RPM, so I assume they can go faster.
Yes, or simply ditch the whole thing and run the spindle motor with a VFD. 1.5HP actually sounds pretty small, though. Try it and see.Would it be feasible to have a macro to select the spindle speed, then drive the jack screw motor until the speed is achieved measured by the spindle encoder?
Unless you have 3-phase in your workshop you will be using a VFD anyway.
Could LinuxCNC sore and remember the current tool position when it was turned off? Would there be any easy way to tell it what location it was in at start up?
There are ways. Your tool-change logic can use a persistent G-code parameter, for example.
I'm thinking a Mesa 5I24, 7I49, 7I37COM, and a 7I42. I have a touch screen, so I would like to run without a keyboard or mouse. For the panel, at least a pulse dial, axis select, pulse distance select, cycle start, and feed hold.
There currently is a panel of 24v relays to drive the air valves and motor contactors. I assume the 7I37COM can operate these relays?
Which board would read the spindle encoder?
I am not sure what you intend to do with the 7i42. You can probably arrange for some of the inputs on the 7i37COM to be encoder inputs.
For a comparison, my lathe (also resolver-feedback) has
6i24: (PCIe version of 5i24) => 7i49, 7i44 (one spare connector)
7i44 => 7i84, 7i73, 8i20x2
I have MPG encoders connected to the 7i84 (x2) and the 7i73 (x2)
(8i20 is not relevant to you)
I put a resolver on my spindle, but it should be possible to find a firmware that has an encoder counter on the header you are using for the 7i37.
Please Log in or Create an account to join the conversation.
- mclausen
- Offline
- Senior Member
-
- Posts: 43
- Thank you received: 1
I think I will try the existing spindle motor. My shop is already wired for 3 phase (with phase converters). I would like to run this the same time as my CNC mill, and run the A/C in the summer, so I want to limit the power requirements.
Even though 1.5hp doesn't sound like much, it has that horsepower over the entire speed range. At low RPM it will probably outperform a much larger VFD motor. My 7.5hp mill only has about 0.5hp at 150 RPM.
I was thinking I needed the 7I42 for additional inputs like the pulse dial etc.
Mike
Please Log in or Create an account to join the conversation.
- mclausen
- Offline
- Senior Member
-
- Posts: 43
- Thank you received: 1
I would like to have one with a PCI slot, and ethernet for networking. I would not run much else on it. I already have my DNC computer in the shop for Pandora, and occasionally looking something up on the internet.
Is there a suggestion of a good proven computer? It would be nice to have a low power fanless so I don't have to cool the cabinet. The Bandit amplifiers and voltage regulator have external heat sinks so they don't need a fan.
Mike
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19886
- Thank you received: 4645
I was thinking I needed the 7I42 for additional inputs like the pulse dial etc.
Yes, of course. My mistake. And you will be able to find a firmware with encoder counters in that connector.
Please Log in or Create an account to join the conversation.
- mclausen
- Offline
- Senior Member
-
- Posts: 43
- Thank you received: 1
That give me the confidence to go ahead and order the Mesa boards. I am going to switch to a 6I24 because the motherboard I ordered only has a PCIe slot.
I started a crude schematic to help determine how many inputs and outputs I will need.
Please Log in or Create an account to join the conversation.
- mclausen
- Offline
- Senior Member
-
- Posts: 43
- Thank you received: 1
I got the touch screen working with it.
My current problem is that I have been unable to get PNCconfig to work with the 6I24 (5I24 files). I downloaded the bit files, and got the one to work with the 7I49, (5i24_16_SV6_7i49.bit). I flashed it to the 6I24, using mesaflash, and after upgrading the mesaflash, I was able to write out an XML file.
The problem is that PNCconfig gives errors with this XML file. Is it possible to edit this file formatting to get it to read?
I saw where others were told to use a 5I20 XML file with PNCconfig and edit the name afterwards. I have been unable to find an XML file for any board to work with the 7I49 though.
Any thoughts on what to try next?
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-
- Posts: 17996
- Thank you received: 5282
it an globally to replace 5I23 with 5I24 (and remove the firmware token from the config line)
Please Log in or Create an account to join the conversation.
- mclausen
- Offline
- Senior Member
-
- Posts: 43
- Thank you received: 1
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
- Posts: 17996
- Thank you received: 5282
Please Log in or Create an account to join the conversation.