Retrofit Matsuura MC-500v
- kt600v
- Offline
- Senior Member
-

Less
More
- Posts: 43
- Thank you received: 0
04 Aug 2018 04:20 - 04 Aug 2018 04:22 #115580
by kt600v
Replied by kt600v on topic Retrofit Matsuura MC-500v
Many thanks for your answer andypugh and tommylight, It was really helpful.
added "board_ip=192.168.1.121" and it launched apparently well.
but These problems appeared: CR16 led is always ON (it just blinks once when I re-launch linuxcnc), plus two error messages (picture attached).
When I run the latency test I get 8999 base thread.
maybe It has something to do with the fact I've installed linuxcnc on an USB stick?
added "board_ip=192.168.1.121" and it launched apparently well.
but These problems appeared: CR16 led is always ON (it just blinks once when I re-launch linuxcnc), plus two error messages (picture attached).
When I run the latency test I get 8999 base thread.
maybe It has something to do with the fact I've installed linuxcnc on an USB stick?
Last edit: 04 Aug 2018 04:22 by kt600v.
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17954
- Thank you received: 5261
04 Aug 2018 04:24 - 04 Aug 2018 04:25 #115581
by PCW
Replied by PCW on topic Retrofit Matsuura MC-500v
in you .ini file:
SERVO_PERIOD = 15000
should be
SERVO_PERIOD = 1000000
( 1 ms period = 1 KHz servo thread )
SERVO_PERIOD = 15000
should be
SERVO_PERIOD = 1000000
( 1 ms period = 1 KHz servo thread )
Last edit: 04 Aug 2018 04:25 by PCW.
Please Log in or Create an account to join the conversation.
- kt600v
- Offline
- Senior Member
-
Less
More
- Posts: 43
- Thank you received: 0
04 Aug 2018 04:47 #115582
by kt600v
Replied by kt600v on topic Retrofit Matsuura MC-500v
Many thanks PCW the problems dissapeared ")
may I ask what SERVO_PERIOD value means? why is it 1ms?
may I ask what SERVO_PERIOD value means? why is it 1ms?
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17954
- Thank you received: 5261
04 Aug 2018 04:56 - 04 Aug 2018 04:57 #115583
by PCW
Replied by PCW on topic Retrofit Matsuura MC-500v
The servo period is LinuxCNCs "slow" thread and is the update rate of high level LinuxCNC operations like the trajectory planner and PID loops. On systems with hardware stepgens/analog outputs/encoder counters, no high speed "base" thread
is needed so only the slower servo thread is created.
The thread can run faster than 1 ms depending on interface hardware and the CPU
but unless you have a very high performance machine, a 1 KHz servo thread is usually adequate.
is needed so only the slower servo thread is created.
The thread can run faster than 1 ms depending on interface hardware and the CPU
but unless you have a very high performance machine, a 1 KHz servo thread is usually adequate.
Last edit: 04 Aug 2018 04:57 by PCW.
The following user(s) said Thank You: kt600v
Please Log in or Create an account to join the conversation.
- kt600v
- Offline
- Senior Member
-
Less
More
- Posts: 43
- Thank you received: 0
10 Aug 2018 18:08 - 10 Aug 2018 19:12 #115865
by kt600v
Replied by kt600v on topic Retrofit Matsuura MC-500v
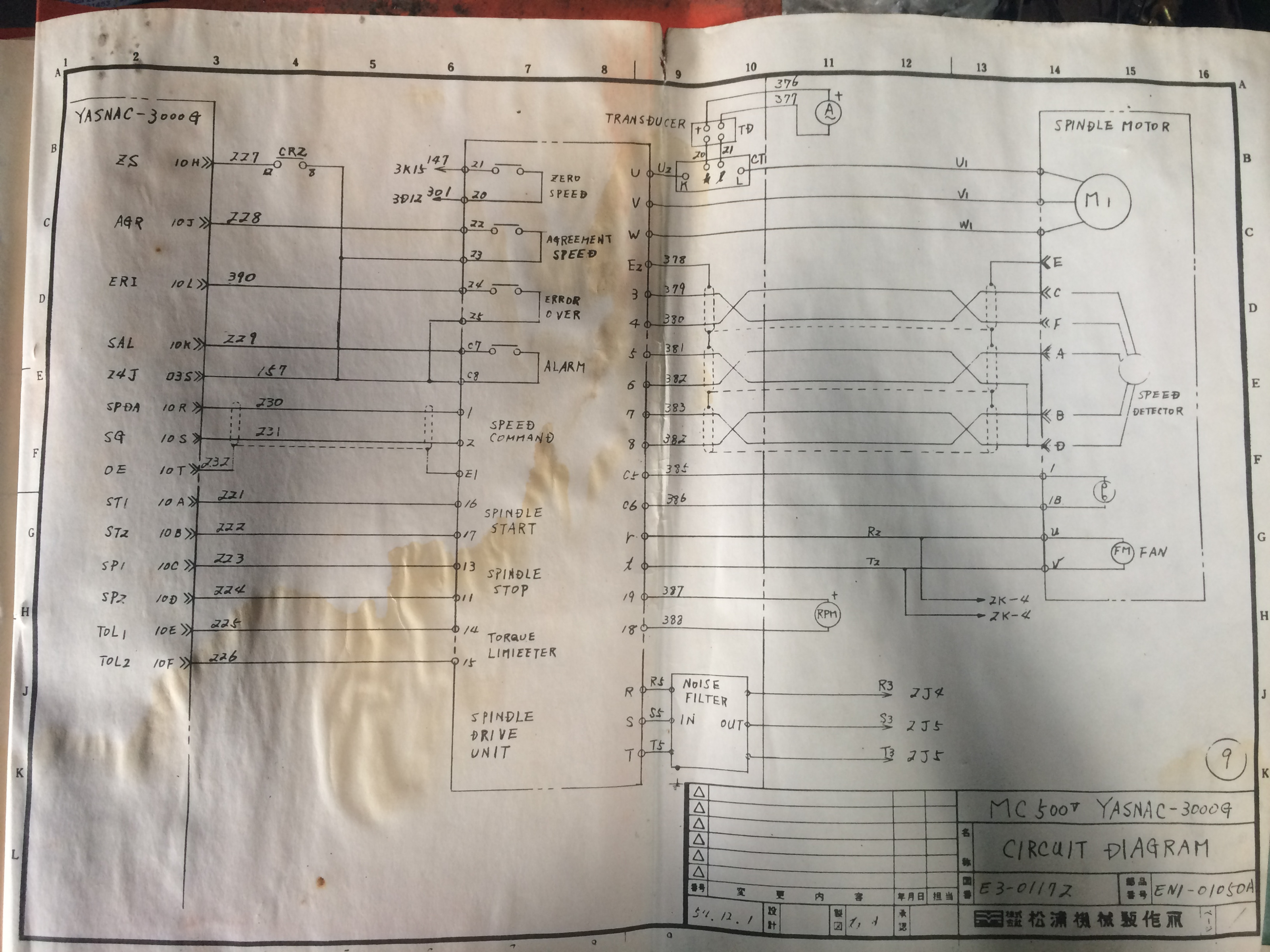
I've been looking for a spindle drive unit replacemente since the original one is broken. My local market offers some models with independent control but I couldn't find any I can control throught a speed command (0-10V) , (and other signals like spindle stop, spindle start, etc).

 .
.
At this point, any advice about how to control this spindle would be very welcome.
At this point, any advice about how to control this spindle would be very welcome.
Last edit: 10 Aug 2018 19:12 by kt600v.
Please Log in or Create an account to join the conversation.
- kt600v
- Offline
- Senior Member
-
Less
More
- Posts: 43
- Thank you received: 0
11 Aug 2018 16:53 - 11 Aug 2018 17:02 #115897
by kt600v
Replied by kt600v on topic Retrofit Matsuura MC-500v
I made a preview of conection diagram, for the axes (just one since they are all the same).
I calculated a voltaje divider because the encoders are 12 V.
There is also a tool changer I still don't know how to drive.
I calculated a voltaje divider because the encoders are 12 V.
There is also a tool changer I still don't know how to drive.
Last edit: 11 Aug 2018 17:02 by kt600v.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
16 Aug 2018 11:05 #116122
by andypugh
Replied by andypugh on topic Retrofit Matsuura MC-500v
It looks like a motor that can be driven by a 5kW VFD?
What sort of drives are you looking at that can not be externally controlled?
Sam has made the Matsuura changer work with LinuxCNC
What sort of drives are you looking at that can not be externally controlled?
Sam has made the Matsuura changer work with LinuxCNC
Please Log in or Create an account to join the conversation.
- kt600v
- Offline
- Senior Member
-
Less
More
- Posts: 43
- Thank you received: 0
04 Sep 2018 19:56 #117071
by kt600v
Replied by kt600v on topic Retrofit Matsuura MC-500v
I'm looking for a 5KW VFD that can be driven through a +/-10 V (speed command), The ones i've found have a manual frecuency set.
before continuing I'm needing to send some 24V signals, throug TB7 or TB8 outs to enable some relays on the relay board when enabling linuxcnc control
Right now I'm working on it, but i have failed .
before continuing I'm needing to send some 24V signals, throug TB7 or TB8 outs to enable some relays on the relay board when enabling linuxcnc control
Right now I'm working on it, but i have failed .
Please Log in or Create an account to join the conversation.
Time to create page: 0.237 seconds