New Machine Build: Bridgeport R2E4 Series II
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19863
- Thank you received: 4636
16 Aug 2018 10:57 #116120
by andypugh
Replied by andypugh on topic New Machine Build: Bridgeport R2E4 Series II
You might have to expand the config tree to pick a node that corresponds to an INI file rather than to a folder.
Please Log in or Create an account to join the conversation.
- tightmopedman9
- Offline
- Senior Member
-

Less
More
- Posts: 73
- Thank you received: 7
17 Aug 2018 23:07 #116224
by tightmopedman9
Replied by tightmopedman9 on topic New Machine Build: Bridgeport R2E4 Series II
Thanks, I'll give that a try.
I got back to testing the machine today and ran into an issue with the drives. When I configure the jumpers for tachometer mode I get full output on all drives, regardless of tachometer input (no tach or reversed polarity) or differential signal input (tried grounded and floating).
I put the jumpers into current mode and the drives are at 0v until commanded, but as soon as I do an open loop command of any voltage the drive runs away and won't stop unless inhibited.
This is the case for all drives, so I assume it must be something in my configuration. The drives are AMC 30A8s. Datasheet here:
www.servo2go.com/support/downloads/Advan...on_Controls_30a8.pdf
I got back to testing the machine today and ran into an issue with the drives. When I configure the jumpers for tachometer mode I get full output on all drives, regardless of tachometer input (no tach or reversed polarity) or differential signal input (tried grounded and floating).
I put the jumpers into current mode and the drives are at 0v until commanded, but as soon as I do an open loop command of any voltage the drive runs away and won't stop unless inhibited.
This is the case for all drives, so I assume it must be something in my configuration. The drives are AMC 30A8s. Datasheet here:
www.servo2go.com/support/downloads/Advan...on_Controls_30a8.pdf
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-
Less
More
- Posts: 17927
- Thank you received: 5251
17 Aug 2018 23:43 #116225
by PCW
Replied by PCW on topic New Machine Build: Bridgeport R2E4 Series II
I would verify that the drives work properly in velocity mode without connecting
to the controller
If you simply enable the drives when in velocity mode, (leaving the velocity command open or shorted) they should hold position or creep slowly. If they do not behave like this it is likely there a issue with the drive setup (jumpers) or the tachometer
to the controller
If you simply enable the drives when in velocity mode, (leaving the velocity command open or shorted) they should hold position or creep slowly. If they do not behave like this it is likely there a issue with the drive setup (jumpers) or the tachometer
Please Log in or Create an account to join the conversation.
- tightmopedman9
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 7
18 Aug 2018 00:14 #116226
by tightmopedman9
Replied by tightmopedman9 on topic New Machine Build: Bridgeport R2E4 Series II
Velocity mode is equivalent to voltage mode, correct? If so, I have tested the drives in velocity mode and they work properly. No drift, smooth movement and encoder scale/count is correct.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17927
- Thank you received: 5251
18 Aug 2018 00:20 #116227
by PCW
Replied by PCW on topic New Machine Build: Bridgeport R2E4 Series II
No, they are not the same, voltage mode uses motor back EMF for feedback,
velocity mode uses the tachometer (sw1 setting is different)
velocity mode uses the tachometer (sw1 setting is different)
Please Log in or Create an account to join the conversation.
- tightmopedman9
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 7
18 Aug 2018 05:19 #116234
by tightmopedman9
Replied by tightmopedman9 on topic New Machine Build: Bridgeport R2E4 Series II
Bonehead move. I had plugged the ref inputs in 1 pin off, so the negative signal went to positive and there was no negative, which explains why the drive would run away only when commanded. I read more about tachometer mode and have elected to forget it and use current mode.
Andy, can you expand on your comment? I did some googling, but didn't find anything relevant. Thanks.
This is the error when opening LinuxCNC config picker.
Andy, can you expand on your comment? I did some googling, but didn't find anything relevant. Thanks.
This is the error when opening LinuxCNC config picker.
Please Log in or Create an account to join the conversation.
- tightmopedman9
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 7
20 Aug 2018 02:52 #116361
by tightmopedman9
Replied by tightmopedman9 on topic New Machine Build: Bridgeport R2E4 Series II
I reinstalled Linux and am able to get EMC2 to run now.
I have fixed the runaway issue in tachometer mode, and now have y axis setup in velocity mode. I'm attracted to running the amps in tach mode since it requires far less drive tuning; I have a scope, but no function meter nor current probe. If I can't get satisfactory tuning in velocity mode I'll try torque mode.
I've been doing lots of reading regarding tuning and I'm having a difficult time making sense of it all. Here is a screenshot of the y-axis as it is now:
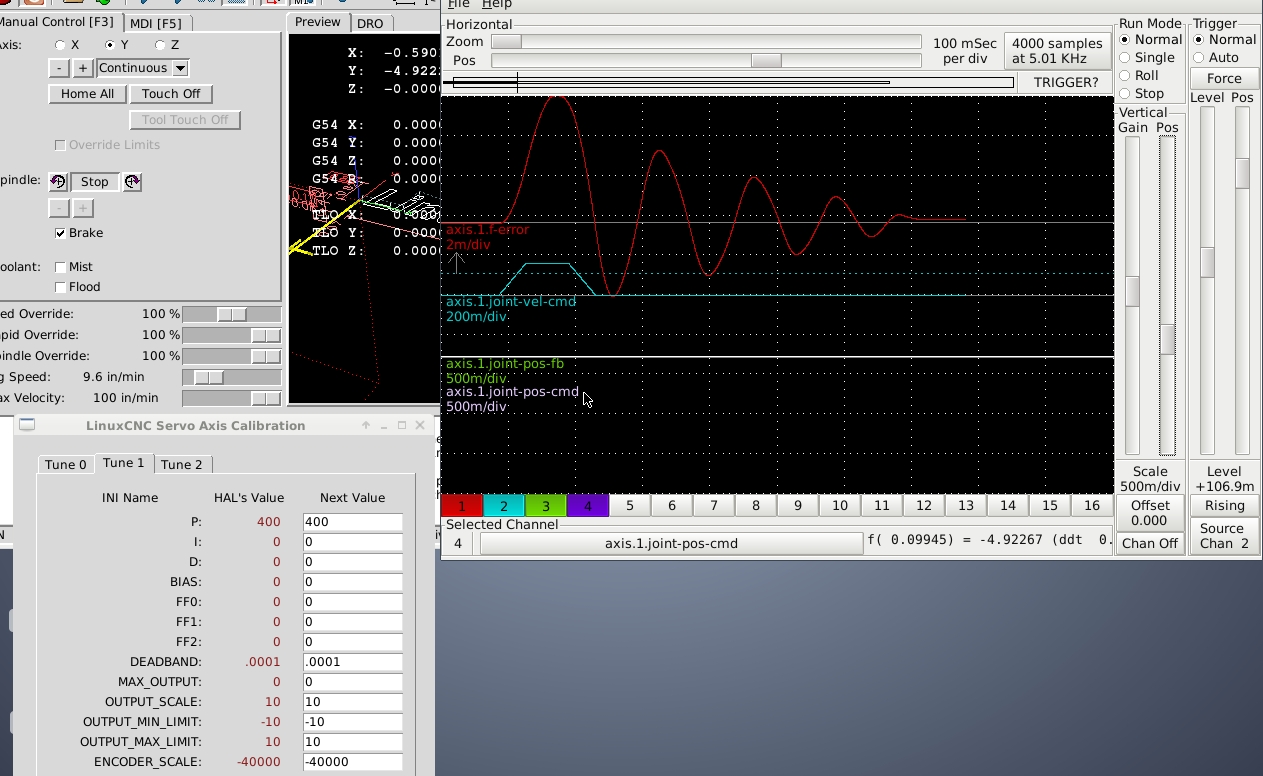
On the drive I have the loop gain pot set to 1 turn less than what causes oscillation, and the reference gain set to max. For testing I'm doing a ~10in/min continuous jog. With P set to 500 the motor will oscillate after the jog, oscillation stops around P of 400. Referencing John Thornton's guide, FF1 should be 10/Velocity@10V. My machine's velocity at 10v is about 3in/s, so FF1 should be .3? Near the end of the guide he said that his FF1 ended up being .03% of P, which would be 12 in my case. Is my 'OUTPUT_SCALE' off? Stock value was 10, so I just left it as.
What is 'MAX_OUTPUT'? Should that be 0?
Stock value for FF0 was 1, but with the P value of 400 anything above .1 FF0 causes runaway.
I can't get joint-pos-fb or joint-pos-cmd to show anything but 0 in halscope, is this a problem with my config?
What is a reasonable number for max accleration? The stock value was 30in/sec which seems very high to me. I currently have it set at 4in/sec for all axes.
Thanks!
I have fixed the runaway issue in tachometer mode, and now have y axis setup in velocity mode. I'm attracted to running the amps in tach mode since it requires far less drive tuning; I have a scope, but no function meter nor current probe. If I can't get satisfactory tuning in velocity mode I'll try torque mode.
I've been doing lots of reading regarding tuning and I'm having a difficult time making sense of it all. Here is a screenshot of the y-axis as it is now:
On the drive I have the loop gain pot set to 1 turn less than what causes oscillation, and the reference gain set to max. For testing I'm doing a ~10in/min continuous jog. With P set to 500 the motor will oscillate after the jog, oscillation stops around P of 400. Referencing John Thornton's guide, FF1 should be 10/Velocity@10V. My machine's velocity at 10v is about 3in/s, so FF1 should be .3? Near the end of the guide he said that his FF1 ended up being .03% of P, which would be 12 in my case. Is my 'OUTPUT_SCALE' off? Stock value was 10, so I just left it as.
What is 'MAX_OUTPUT'? Should that be 0?
Stock value for FF0 was 1, but with the P value of 400 anything above .1 FF0 causes runaway.
I can't get joint-pos-fb or joint-pos-cmd to show anything but 0 in halscope, is this a problem with my config?
What is a reasonable number for max accleration? The stock value was 30in/sec which seems very high to me. I currently have it set at 4in/sec for all axes.
Thanks!
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17927
- Thank you received: 5251
20 Aug 2018 03:54 - 20 Aug 2018 14:02 #116362
by PCW
Replied by PCW on topic New Machine Build: Bridgeport R2E4 Series II
For a velocity mode servo, FF0 should be 0
FF1 should be 10/velocity @10V or 1 if you scale the analog out to machine velocity at 10V. You can fine tune FF1 by checking the following error at a constant speed (null this error by changing FF1)
P should be as high as you can get without oscillation minus maybe 30% for stability.
The acceleration number will determine the smallest radius you can do without slowing down (V^2/A), The acceleration for slower machine tools is typically 2X to 10X the max velocity (so max velocity is reached in 1/2 to 1/10 of a second) .
4in/s^2 is pretty slow (and would mean the tightest circle you could cut at 3 IPS would be about 4" in diameter).
4 in/sec^2 is also about 1/100g so unless you have very heavy axis 4 i/s^2 is not using much of your drives capacity.
maxoutput should be 0, also, if you used pncconf to create your hal file, you should set all axis PID maxerror values to 0
FF1 should be 10/velocity @10V or 1 if you scale the analog out to machine velocity at 10V. You can fine tune FF1 by checking the following error at a constant speed (null this error by changing FF1)
P should be as high as you can get without oscillation minus maybe 30% for stability.
The acceleration number will determine the smallest radius you can do without slowing down (V^2/A), The acceleration for slower machine tools is typically 2X to 10X the max velocity (so max velocity is reached in 1/2 to 1/10 of a second) .
4in/s^2 is pretty slow (and would mean the tightest circle you could cut at 3 IPS would be about 4" in diameter).
4 in/sec^2 is also about 1/100g so unless you have very heavy axis 4 i/s^2 is not using much of your drives capacity.
maxoutput should be 0, also, if you used pncconf to create your hal file, you should set all axis PID maxerror values to 0
Last edit: 20 Aug 2018 14:02 by PCW. Reason: remove weird copy paste errors
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19863
- Thank you received: 4636
20 Aug 2018 11:17 #116367
by andypugh
That depends on where you are looking for them, but possibly.
If the machine is moving under CNC control then joint.N.motor-position-cmd must be non-zero and getting through to the drives somehow, so it seems most likely that youa re just scoping the wrong HAL pins. (or are scoping signals that are not actually connected or used in the HAL)
Replied by andypugh on topic New Machine Build: Bridgeport R2E4 Series II
I can't get joint-pos-fb or joint-pos-cmd to show anything but 0 in halscope, is this a problem with my config?
That depends on where you are looking for them, but possibly.
If the machine is moving under CNC control then joint.N.motor-position-cmd must be non-zero and getting through to the drives somehow, so it seems most likely that youa re just scoping the wrong HAL pins. (or are scoping signals that are not actually connected or used in the HAL)
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17927
- Thank you received: 5251
20 Aug 2018 19:03 #116386
by PCW
Replied by PCW on topic New Machine Build: Bridgeport R2E4 Series II
Also HALScope has a bug that causes newly added signals/pins to read as 0
until you set the run mode to stop and then back to normal/roll/single
until you set the run mode to stop and then back to normal/roll/single
Please Log in or Create an account to join the conversation.
Time to create page: 0.414 seconds