beta bulleri for retrofit?
- Masiwood123
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 423
- Thank you received: 93
11 Nov 2025 21:45 - 11 Nov 2025 21:51 #338220
by Masiwood123
Replied by Masiwood123 on topic beta bulleri for retrofit?
I'll try it tomorrow if I didn't remember to try jogging via the button on screen:) I'll also try in hal to edit the acceleration, etc., the next step is to connect the home switches for referencing.. when I set the motors well, there are two buttons on the panel, one is for starting the program, later I'll try it via ``halui'' and ``drive on'' should provide ``power`` to the drivers, than for ``enabling`` the driver works via the ena+ and ena - wire on the 7i77 when I turn it on machine via linux. the next steps are to connect the inputs and outputs to the 7i77, because now in the basic configuration I have made a connection with the 7i92+7i77 and I have no idea how I will use one of the step dir channels with the 7i96s as well as the whole 7i96s in general. thank you very much
Last edit: 11 Nov 2025 21:51 by Masiwood123.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Masiwood123
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 423
- Thank you received: 93
17 Nov 2025 23:56 #338590
by Masiwood123
Replied by Masiwood123 on topic beta bulleri for retrofit?
www.instagram.com/reel/DRLRtaqEhp7/?igsh=MWtobW01d2J6bDdjeQ==
now I have to fine-tune the motor, which for now does not vibrate, but only at higher speeds, then connect the spindle and, of course, the racktoolchange (the first time I try it, I hope I can conclude something from the example) thanks for the advice and support
now I have to fine-tune the motor, which for now does not vibrate, but only at higher speeds, then connect the spindle and, of course, the racktoolchange (the first time I try it, I hope I can conclude something from the example) thanks for the advice and support
Please Log in or Create an account to join the conversation.
- Masiwood123
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 423
- Thank you received: 93
20 Nov 2025 22:52 - 20 Nov 2025 22:59 #338838
by Masiwood123
Replied by Masiwood123 on topic beta bulleri for retrofit?
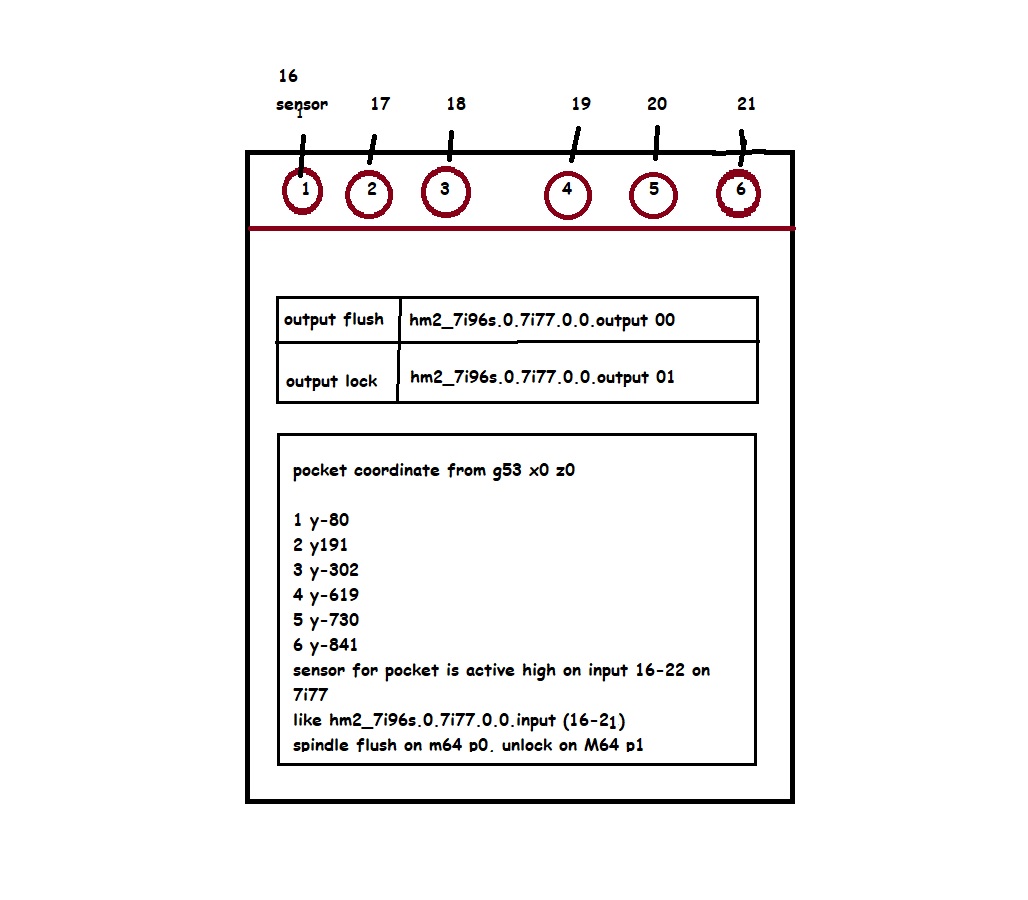
I installed the homing, the remap for racktoolchange based on the example does not work for me, it throws out some errors, if there is someone more expert, I will send the files and errors so that he can establish it, the change system is very simple, I have 6 pockets, two outputs that I connected to the hal and which work in mdi, one for tightening and releasing the tool, the other for locking... I have on each pocket an input for the inductive sensor that the tool is in the pocket, I have positions where x0 and six of the y position of the tool and the change is works on z-120mm from G53. thanks in advance
 (this is when i try in mdi o<rack_change> call ....i changed pins in ini lock=1 flush i changed to clamp=0 all the same
(this is when i try in mdi o<rack_change> call ....i changed pins in ini lock=1 flush i changed to clamp=0 all the same
Attachments:
Last edit: 20 Nov 2025 22:59 by Masiwood123.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21669
- Thank you received: 7400
20 Nov 2025 23:41 #338842
by tommylight
Replied by tommylight on topic beta bulleri for retrofit?
Try in MDI:
M6 T1
M6 T4
etc.
M6 T1
M6 T4
etc.
Please Log in or Create an account to join the conversation.
- Masiwood123
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 423
- Thank you received: 93
21 Nov 2025 08:15 #338861
by Masiwood123
Replied by Masiwood123 on topic beta bulleri for retrofit?
I tried it first, it doesn't show an error but nothing happens, and linuxcnc seems to freeze slightly, release the play button and nothing... I'll see now, maybe it's something to do with the python script or subroutine path,when i try in mdi o<rack_change> call or o<tool_getput_move> call i have this error.. I have no idea
Please Log in or Create an account to join the conversation.
- Masiwood123
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 423
- Thank you received: 93
21 Nov 2025 19:31 #338918
by Masiwood123
Replied by Masiwood123 on topic beta bulleri for retrofit?
now I deleted everything related to python, in the ini I only added remap=m6 modalgroup6 ngc=toolchange
subroutine path to the folder where my toolchange.ngc is, if I type in mdi T1 m6 or o<toolchange> call I get an error like in the picture-
my ngc is:
o<toolchange> sub
M73
; --- unload current tool ---
IF [#<_current_pocket> GT 0] THEN
```
IF [#<_current_pocket> EQ 1] THEN G0 X0 Y-80 Z-120 ENDIF
IF [#<_current_pocket> EQ 2] THEN G0 X0 Y-191 Z-120 ENDIF
IF [#<_current_pocket> EQ 3] THEN G0 X0 Y-302 Z-120 ENDIF
IF [#<_current_pocket> EQ 4] THEN G0 X0 Y-619 Z-120 ENDIF
IF [#<_current_pocket> EQ 5] THEN G0 X0 Y-730 Z-120 ENDIF
IF [#<_current_pocket> EQ 6] THEN G0 X0 Y-841 Z-120 ENDIF
M62 P0 ; LOCK
M64 P1 ; CLAMP
G4 P0.5 ; lock dwell
M65 P1 ; unclamp
```
ENDIF
; --- load new tool ---
IF [#<_selected_pocket> EQ 1] THEN G0 X0 Y-80 Z-120 ENDIF
IF [#<_selected_pocket> EQ 2] THEN G0 X0 Y-191 Z-120 ENDIF
IF [#<_selected_pocket> EQ 3] THEN G0 X0 Y-302 Z-120 ENDIF
IF [#<_selected_pocket> EQ 4] THEN G0 X0 Y-619 Z-120 ENDIF
IF [#<_selected_pocket> EQ 5] THEN G0 X0 Y-730 Z-120 ENDIF
IF [#<_selected_pocket> EQ 6] THEN G0 X0 Y-841 Z-120 ENDIF
M64 P0
M64 P1
G4 P1.0
M65 P1
M65 P0
G4 P0.5
G0 X0 Y0 Z0
o<toolchange> endsub
M2
subroutine path to the folder where my toolchange.ngc is, if I type in mdi T1 m6 or o<toolchange> call I get an error like in the picture-
my ngc is:
o<toolchange> sub
M73
; --- unload current tool ---
IF [#<_current_pocket> GT 0] THEN
```
IF [#<_current_pocket> EQ 1] THEN G0 X0 Y-80 Z-120 ENDIF
IF [#<_current_pocket> EQ 2] THEN G0 X0 Y-191 Z-120 ENDIF
IF [#<_current_pocket> EQ 3] THEN G0 X0 Y-302 Z-120 ENDIF
IF [#<_current_pocket> EQ 4] THEN G0 X0 Y-619 Z-120 ENDIF
IF [#<_current_pocket> EQ 5] THEN G0 X0 Y-730 Z-120 ENDIF
IF [#<_current_pocket> EQ 6] THEN G0 X0 Y-841 Z-120 ENDIF
M62 P0 ; LOCK
M64 P1 ; CLAMP
G4 P0.5 ; lock dwell
M65 P1 ; unclamp
```
ENDIF
; --- load new tool ---
IF [#<_selected_pocket> EQ 1] THEN G0 X0 Y-80 Z-120 ENDIF
IF [#<_selected_pocket> EQ 2] THEN G0 X0 Y-191 Z-120 ENDIF
IF [#<_selected_pocket> EQ 3] THEN G0 X0 Y-302 Z-120 ENDIF
IF [#<_selected_pocket> EQ 4] THEN G0 X0 Y-619 Z-120 ENDIF
IF [#<_selected_pocket> EQ 5] THEN G0 X0 Y-730 Z-120 ENDIF
IF [#<_selected_pocket> EQ 6] THEN G0 X0 Y-841 Z-120 ENDIF
M64 P0
M64 P1
G4 P1.0
M65 P1
M65 P0
G4 P0.5
G0 X0 Y0 Z0
o<toolchange> endsub
M2
Attachments:
Please Log in or Create an account to join the conversation.
- Masiwood123
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 423
- Thank you received: 93
03 Dec 2025 09:53 #339682
by Masiwood123
Replied by Masiwood123 on topic beta bulleri for retrofit?
Can someone help me create ``rack_change.ngc`` based on my configuration and pocket coordinates, I tried without python because I don't know where to put path and toplevel because those files don't exist in my configuration, just simple ngc, the example from github doesn't work. The last one I sent only works on the m6 command from mdi so it starts lowering z, it doesn't wait to check if the tool is in the pocket because for each tool I have an inductive sensor that is active high, when there is no tool it becomes active low...rack is very simple, only the y coordinates in the game are from g53 and the change should happen at z-170mm, the M6 t1 command for example just plays play without any movement, and m6 goes to the first pocket because I defined the y offset y-80 in the tooltable.Thanks
Attachments:
Please Log in or Create an account to join the conversation.
- Masiwood123
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 423
- Thank you received: 93
05 Dec 2025 21:43 #339773
by Masiwood123
Replied by Masiwood123 on topic beta bulleri for retrofit?
this won't work either in sim mode or in reality, I tried something via chatgpt but I know that it doesn't work, it can't create a routine. here is my configuration if anyone is free to look at where the error is and what needs to be added in Hal eventually. Tx m6 works but will not return the tool to its pocket when you give it another tool, it also reports in the bottom line that there is no tool even though in reality it took it. each pocket has its own active high sensor on inputs 16-21 and the spindle has a sensor for ``flush'' input 10 the tool is in the spindle, input 12 reports that there is no tool in the spindle. Thanks
youtube.com/shorts/CXxlm92xtt8
youtube.com/shorts/CXxlm92xtt8
Attachments:
Please Log in or Create an account to join the conversation.
Time to create page: 0.259 seconds