Jerk after plunge move, with spindle on
- terans1085
-
 Topic Author
Topic Author
- Offline
- Junior Member
-

Less
More
- Posts: 29
- Thank you received: 0
08 Mar 2016 18:48 #71244
by terans1085
Jerk after plunge move, with spindle on was created by terans1085
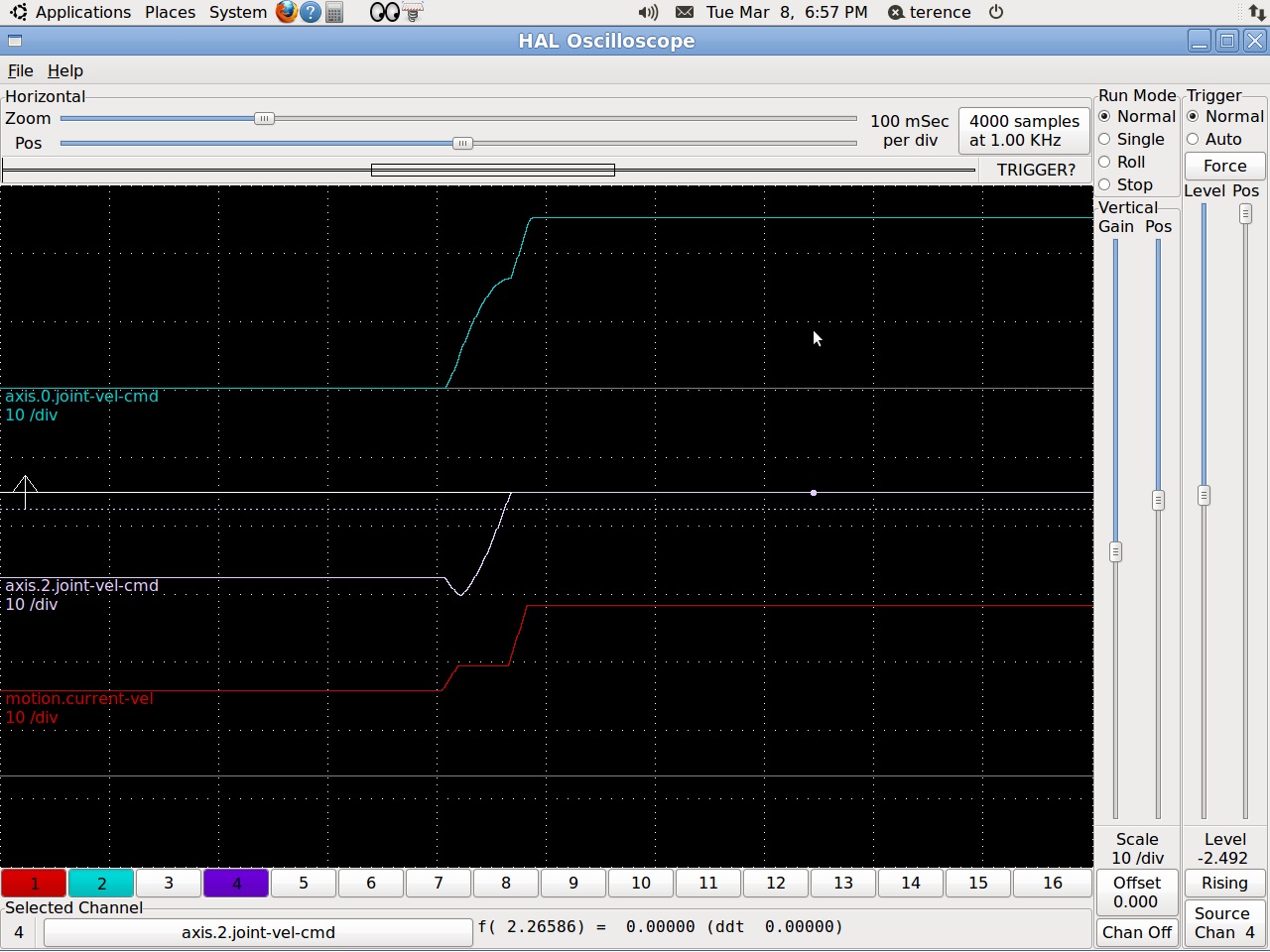
Hi! I just came across this curious thing with my 3axis CNC router. It started by noticing a jerk of the X axis (or Yaxis for that matter) happening only after a straight plunge move by the Z axis. What is curious is that it only happens with the spindle ON. I have attached a couple of Scope screenshots showing both scenarios, and also included G-code I am running to replicate the issue. Does linuxCNC plot different trajectories based on spindle state? Thank you!
Kind Regards,
Terence

Kind Regards,
Terence
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-

Less
More
- Posts: 4761
- Thank you received: 1462
08 Mar 2016 21:05 #71247
by Todd Zuercher
Replied by Todd Zuercher on topic Jerk after plunge move, with spindle on
Are these servos? I wonder if it some kind of interference from the spindle/drive.
Please Log in or Create an account to join the conversation.
- terans1085
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 29
- Thank you received: 0
08 Mar 2016 21:38 #71248
by terans1085
Replied by terans1085 on topic Jerk after plunge move, with spindle on
I don't think so as I got exactly the same result on a simulated machine.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4761
- Thank you received: 1462
08 Mar 2016 22:17 #71251
by Todd Zuercher
Replied by Todd Zuercher on topic Jerk after plunge move, with spindle on
I don't see it running your file on a stepper setup in 2.7.4. What version are you using? Are you using any backlash compensation?
Please Log in or Create an account to join the conversation.
- terans1085
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 29
- Thank you received: 0
08 Mar 2016 22:38 #71252
by terans1085
Replied by terans1085 on topic Jerk after plunge move, with spindle on
I just upgraded to 2.7.4 today from 2.7. No difference in behaviour. My machine runs 3 servo drives, no backlash compensation.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19876
- Thank you received: 4642
09 Mar 2016 12:41 #71266
by andypugh
Replied by andypugh on topic Jerk after plunge move, with spindle on
Can you confirm that you are not in feed-per-rev mode, don't have adaptive-feed enabled and don't have the spindle-at-speed pin wired?
(None of these depend on a Z-feed move, so are unlikely to be the cause)
(None of these depend on a Z-feed move, so are unlikely to be the cause)
The following user(s) said Thank You: terans1085
Please Log in or Create an account to join the conversation.
- terans1085
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 29
- Thank you received: 0
09 Mar 2016 13:41 #71272
by terans1085
Replied by terans1085 on topic Jerk after plunge move, with spindle on
No I don't have spindle encoder feedback so i shouldn't be in feed-per-rev. No spindle-at-speed either ....the jerk is also noticeable in plunges at later stages of a run, when the spindle has been long enabled.
On the otherhand, replacing G64 P0.25 by G61 produced perfectly linear motion graphs, with a complete stop at the corner...as one would expect This time, spindle state ON/OFF does not affect the motion whatsoever.
This time, spindle state ON/OFF does not affect the motion whatsoever.
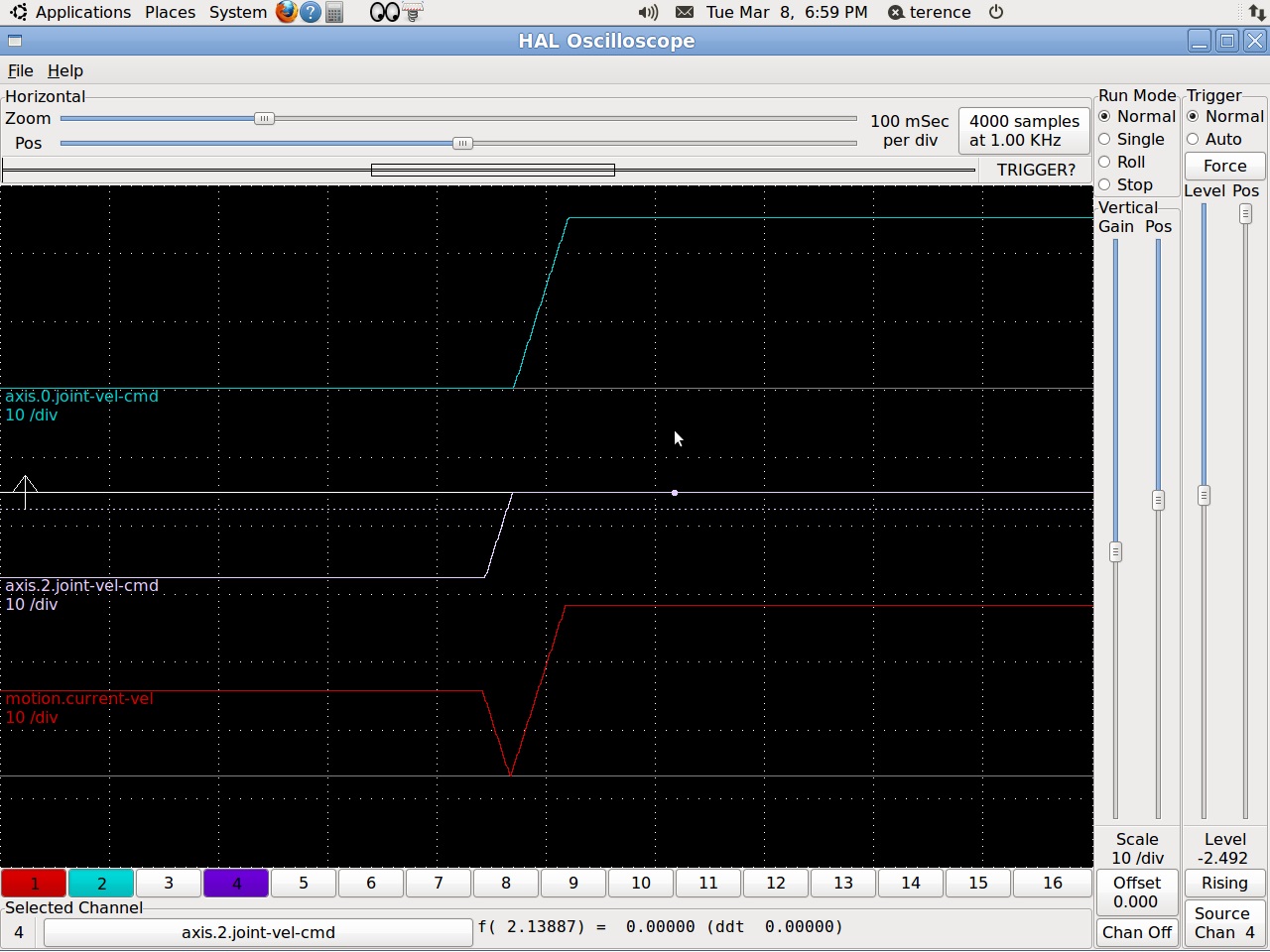
On the otherhand, replacing G64 P0.25 by G61 produced perfectly linear motion graphs, with a complete stop at the corner...as one would expect
This time, spindle state ON/OFF does not affect the motion whatsoever.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4761
- Thank you received: 1462
09 Mar 2016 14:05 - 09 Mar 2016 15:08 #71277
by Todd Zuercher
Replied by Todd Zuercher on topic Jerk after plunge move, with spindle on
Could you post an archive of your config files. I have an idea what might be going on.
Nevermind posting the config.
Nevermind posting the config.
Last edit: 09 Mar 2016 15:08 by Todd Zuercher.
Please Log in or Create an account to join the conversation.
- terans1085
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 29
- Thank you received: 0
09 Mar 2016 14:49 #71281
by terans1085
Replied by terans1085 on topic Jerk after plunge move, with spindle on
Ok I've attached a zip with all the files in the config folder. Also note that I get the exact same result on HALscope when running the gcode file I attached earlier in sim.axis_mm
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4761
- Thank you received: 1462
09 Mar 2016 15:09 #71284
by Todd Zuercher
Replied by Todd Zuercher on topic Jerk after plunge move, with spindle on
I was having trouble getting a Halscope shot of exactly the right point in the move where the problem exits. I finally got a shot of it. Your talking about a little pause in the X axis move right after the blend of the Z to X move.
It is looking like a little bug in the trajectory planner.
If you put more moves after your first one, the pause disapears.
It is looking like a little bug in the trajectory planner.
If you put more moves after your first one, the pause disapears.
%
G17 G21 G90 G40 G80 G64 P0.25 G49 G0 M05
G90 M05 Z0
G43 H1
G0 G90 X0. Y0
T1 M6
S3000 M3 (simply removing M3 changes axis velocities)
Z2.
G1 Z-22.5 F750.
(JERK WAS HAPPENING HERE)
X10 F1500.
z-15
x20
z-22.5
x100
G0 Z2.
G90 G49 G0 M05
%
The following user(s) said Thank You: terans1085
Please Log in or Create an account to join the conversation.
Time to create page: 0.246 seconds