CNC tube bender based on linuxcnc ideas
- andypugh
-

- Offline
- Moderator
-

- Posts: 19875
- Thank you received: 4642
Extract the .zip file into your linuxcnc/configs folder and you should be able to run it as a simulator (it won't drive a machine)
It will _only_ work with a LinuxCNC 2.8 installation, as it uses the new INI file format.
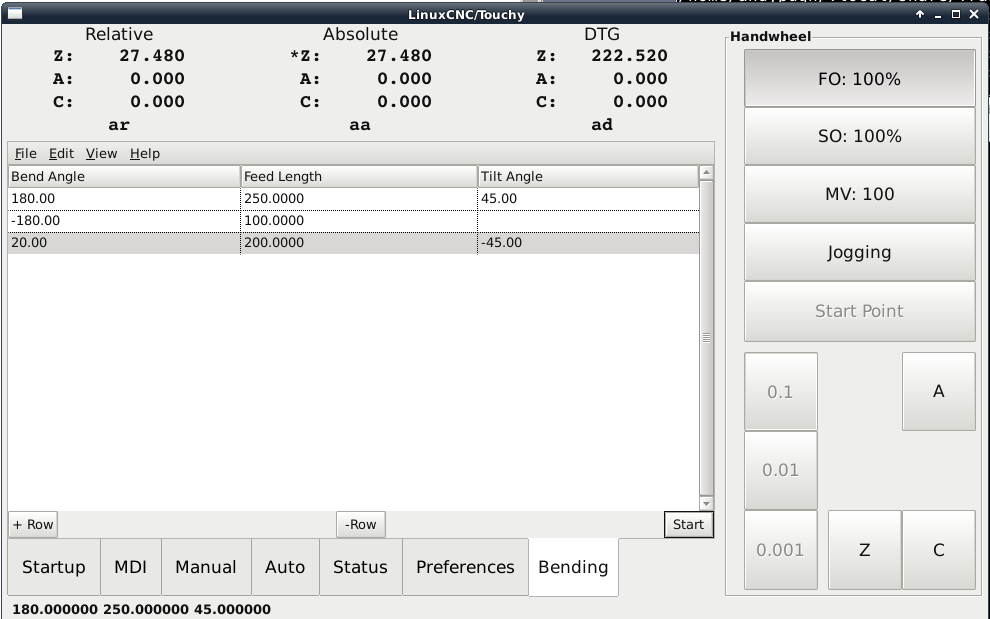
You need to take the machine out of e-stop and turn it on in the "Startup" tab, then press home-all and let homing finish.
Then, in the bender tab you can put in numbers.
Cells left blank mean "leave that axis unmoved"
To start editing the cells you need to right-click and select-all first. (I don't know why, needs a fix).
Add rows with +Row.
-Row doesn't work (no code)
press "Start" to run the sequence and see the axis numbers change.
One obvious thing missing is the ability to save and load files. The menu does nothing.
Sequence of events: bender.ini is read by LinuxCNC to set itself up with Touchy as the interface.
The GladeVCP file "bender.ui" is loaded as the interface and that is controlled by the Python code in "bender.py"
When you press the "start" button the numbers for bend, feed and tilt are passed to the (very, very simple) G-code routine in "bender.ngc" to make the actual machine-move and bending sequence.
Please Log in or Create an account to join the conversation.
- emcPT
-

- Offline
- Platinum Member
-

- Posts: 424
- Thank you received: 95
Please Log in or Create an account to join the conversation.
- ronaldinho07
- Offline
- New Member
-

- Posts: 12
- Thank you received: 1
i really appreciated your help Andy !Sequence of events: bender.ini is read by LinuxCNC to set itself up with Touchy as the interface.
The GladeVCP file "bender.ui" is loaded as the interface and that is controlled by the Python code in "bender.py"
When you press the "start" button the numbers for bend, feed and tilt are passed to the (very, very simple) G-code routine in "bender.ngc" to make the actual machine-move and bending sequence.
This is what i want to know exactly,how a bender actually work in reality and how to express them in programming (in general i mean)
this is what i am looking for
My idea is first bending die for left bending (0 number),second bending die for right bending (1 number)
There is a column in table:
Process Number | Bending Die
1. | 1
2. | 0
3. | 0
Program check if it were 1 or 0,then it know left or right bending.
Because there are 4-5 axis need to move to change bending direction so i just think about using G30 for 2nd home location.
As you said,i am still confused about this.Using G30 or not.
Any way,a bit busy these day,i am making the whole new bending set for my machine,about 6-7 completed bending sets.

Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19875
- Thank you received: 4642
This is what i want to know exactly,how a bender actually work in reality and how to express them in programming (in general i mean)
If you edit the bender.ngc file in that sample configuration then you can have any bend sequence you want.
Program check if it were 1 or 0,then it know left or right bending.
The table could contain "L" or "R" which might be obvious. (or 左 / 右 going by the labels on your machine)
Because there are 4-5 axis need to move to change bending direction so i just think about using G30 for 2nd home location.
As you said,i am still confused about this.Using G30 or not
Changing from left to right, or between bending dies, looks a lot like a CNC Tool-Change to me. You could use M6 and a remapped G-code routine.
Please Log in or Create an account to join the conversation.
- KARLSON
- Offline
- New Member
-
- Posts: 1
- Thank you received: 0
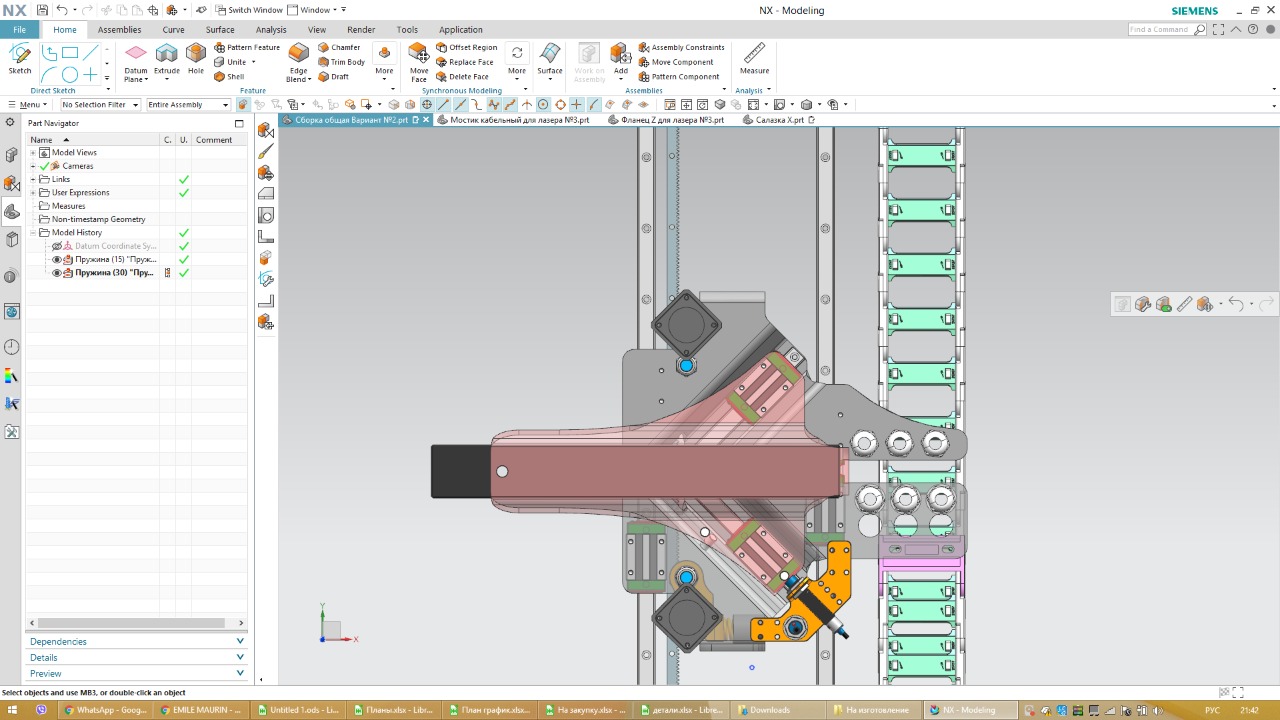
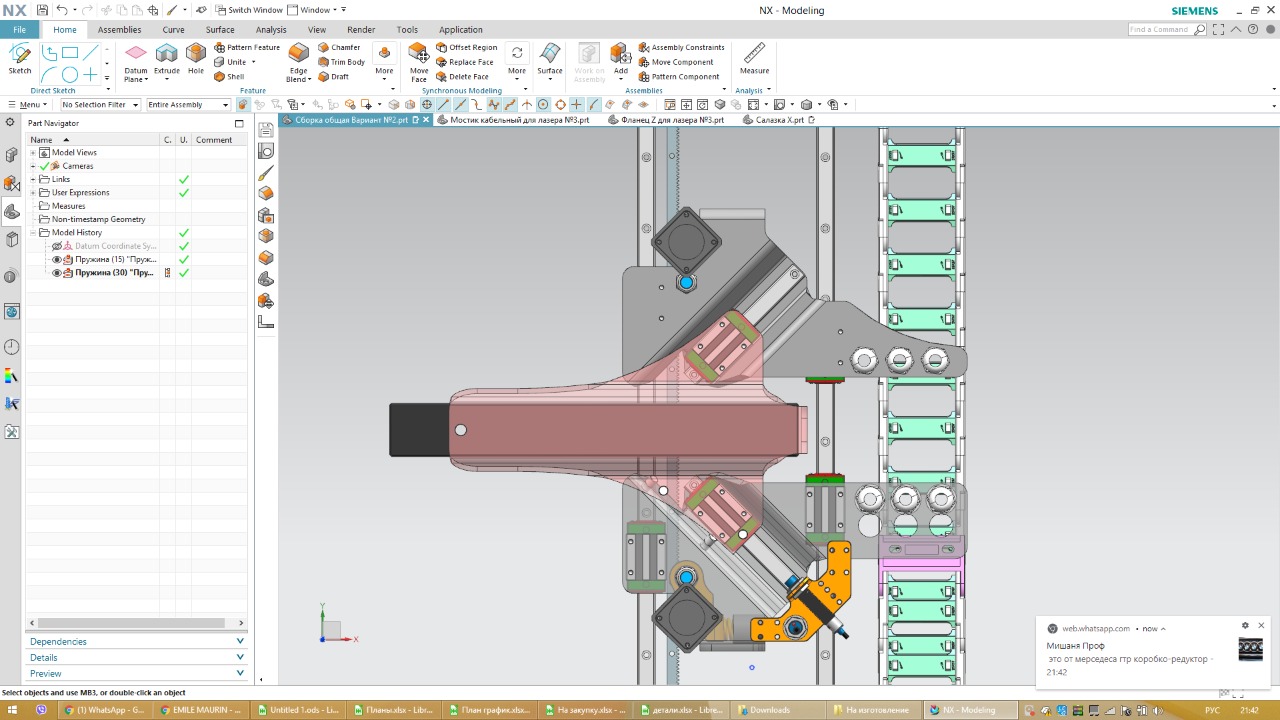
There is a task to modernize / equip the CNC bending machine.
Normally, there are carriages with stubborn fingers on the press bender (where the carriages, sets the length of the bend). But their movement is manual. Along the instrument - grabbed, pulled. Across the instrument with an adjusting screw.
The carriages must be made CNC controlled. Without interfering (without replacing it) with the native CNC system, with control from an additional controller.
- the kinematics of movement along the axes is not quite usual. V scheme, for example, like the guys from gigamech.com
The carriages will be like this:
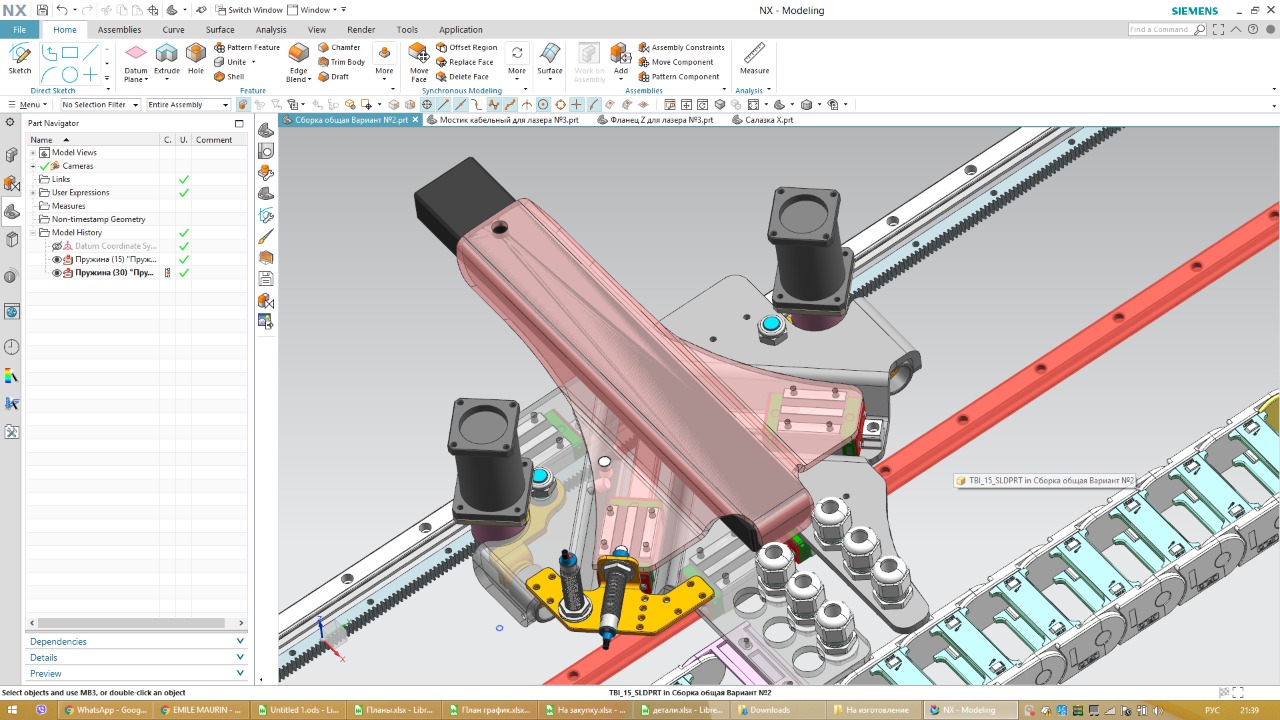
I plan to control by step dir, but by servomotors.
As a CNC computer - orange PI. From this Orange PI project.
I / O board, motor control of our own production for orange PI (if your hands come to the description of how to make it in China, then I will give it to that orange PI project)
Printed circuit board:
I downloaded your Bender configuration, but it doesn't work. + ROW does not allow adding a line. Could you help me a little and correct or suggest how I can do this myself?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19875
- Thank you received: 4642
forum.linuxcnc.org/30-cnc-machines/42100...ions?start=10#204844
Please Log in or Create an account to join the conversation.