Sharp 90* turn in gcode becomes a large sweeping turn
- lumberjack_jeff
- Offline
- New Member
-

Less
More
- Posts: 15
- Thank you received: 0
09 Mar 2020 20:57 #159598
by lumberjack_jeff
Replied by lumberjack_jeff on topic Sharp 90* turn in gcode becomes a large sweeping turn
2.7.15
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17996
- Thank you received: 5282
09 Mar 2020 21:10 #159602
by PCW
Replied by PCW on topic Sharp 90* turn in gcode becomes a large sweeping turn
can you post your gcode or a portion of it that exhibits this issue?
Please Log in or Create an account to join the conversation.
- lumberjack_jeff
- Offline
- New Member
-
Less
More
- Posts: 15
- Thank you received: 0
09 Mar 2020 22:23 #159608
by lumberjack_jeff
Replied by lumberjack_jeff on topic Sharp 90* turn in gcode becomes a large sweeping turn
Apologies for the fairly large file, I'm not at my controller computer, so I can't tell you exactly which lines the problem occurs on.
The toolpath is in three passes, and as the photo of the result shows, pass #1 does not superimpose pass #2 or #3.
The toolpath is in three passes, and as the photo of the result shows, pass #1 does not superimpose pass #2 or #3.
Please Log in or Create an account to join the conversation.
- lumberjack_jeff
- Offline
- New Member
-
Less
More
- Posts: 15
- Thank you received: 0
10 Mar 2020 02:24 #159621
by lumberjack_jeff
Replied by lumberjack_jeff on topic Sharp 90* turn in gcode becomes a large sweeping turn
I changed the max acceleration value to 17. Re-ran the file (no load). The track shown in the preview window conformed to the path plotted (i.e performed as expected)
It would be nice to know if that was the problem, or if it's still lurking.
I have also been getting frequent random shutdowns ("estop reset" is the status) with no error messages. I had written it off as a loose connection... Could it be related?
It would be nice to know if that was the problem, or if it's still lurking.
I have also been getting frequent random shutdowns ("estop reset" is the status) with no error messages. I had written it off as a loose connection... Could it be related?
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17996
- Thank you received: 5282
10 Mar 2020 03:16 - 10 Mar 2020 03:23 #159623
by PCW
Replied by PCW on topic Sharp 90* turn in gcode becomes a large sweeping turn
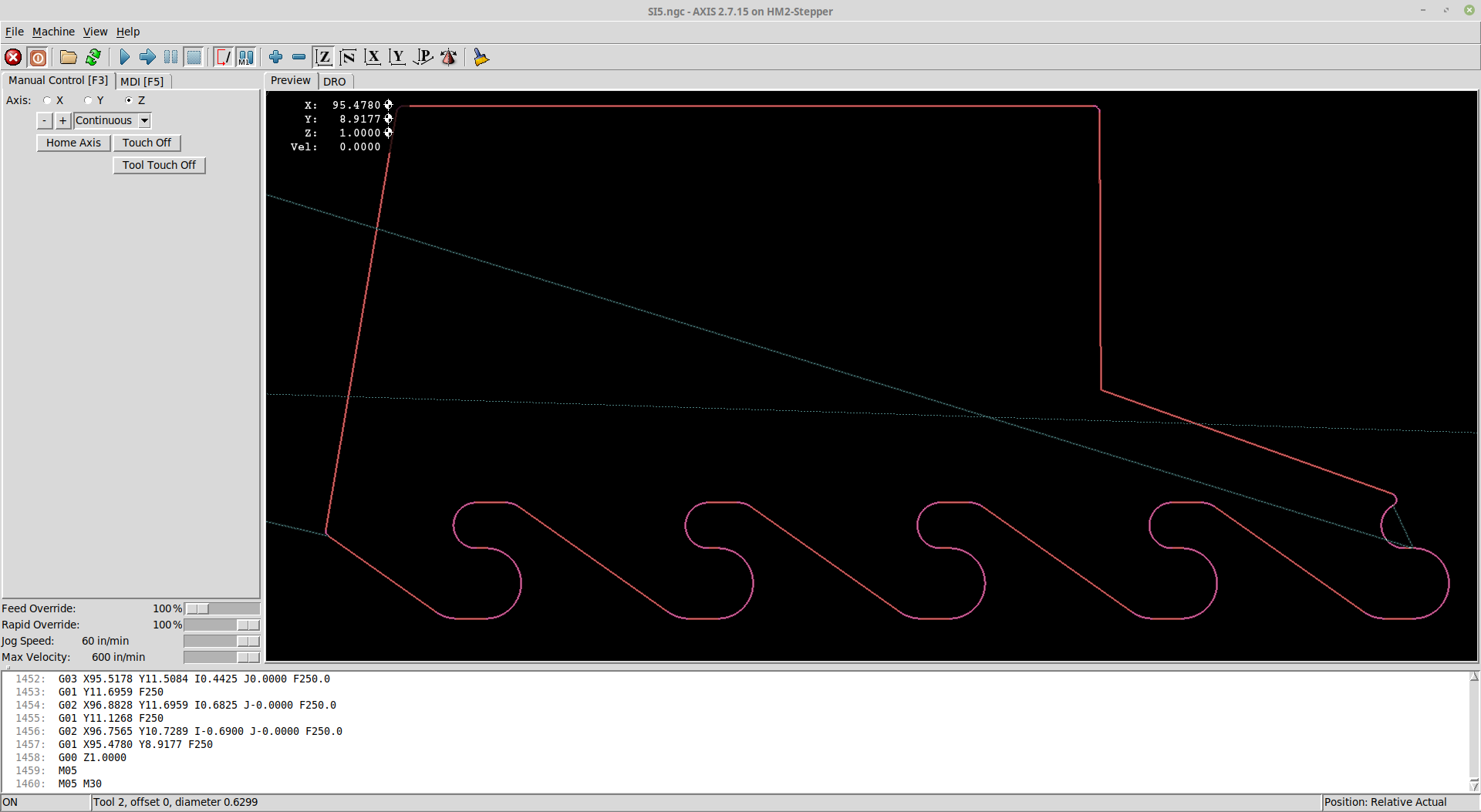
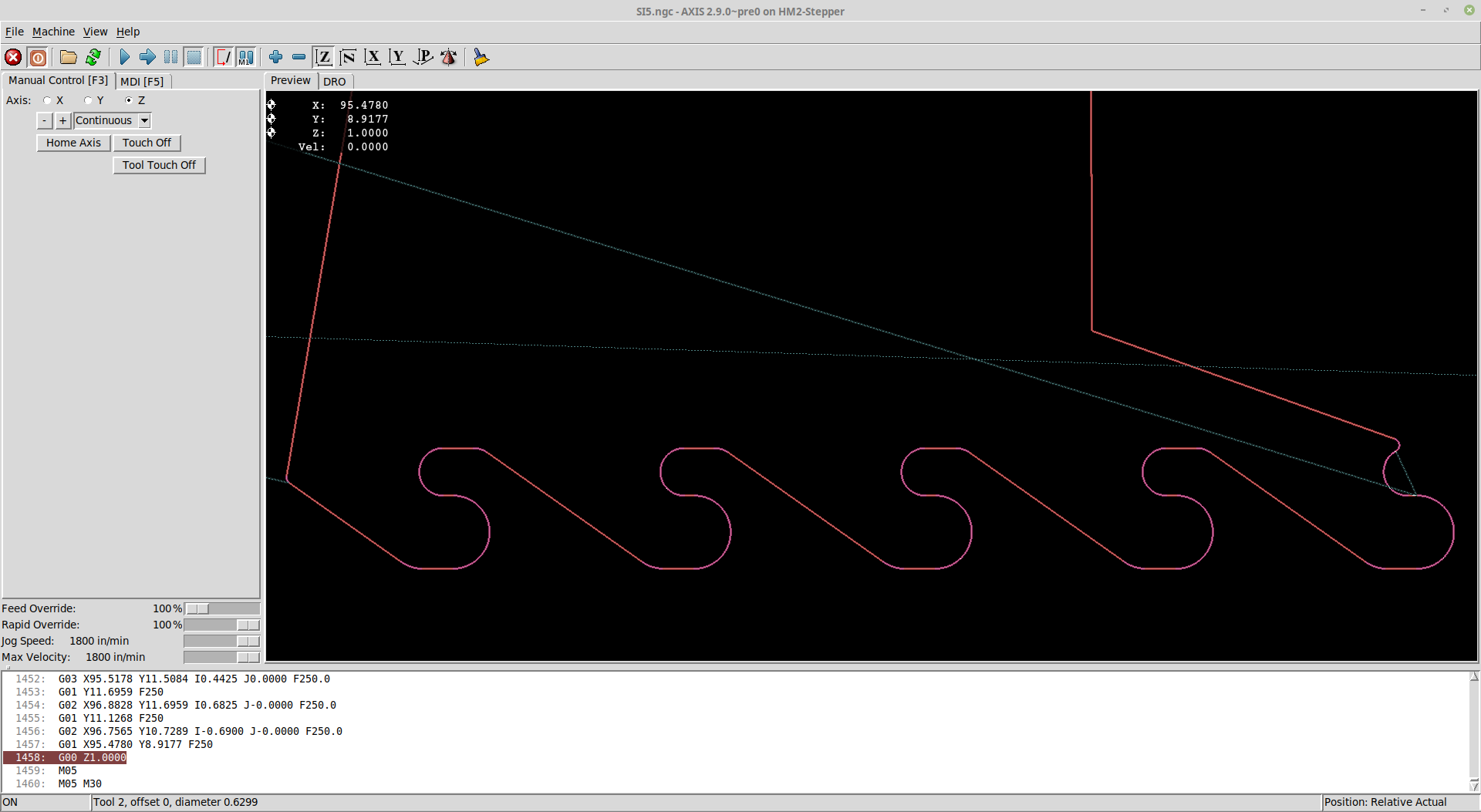
I cannot duplicate this with either 2.7.15 or 2.9
LinuxCNC 2.7:
LinuxCNC 2.9:
both with accel of 12 ips/s
Not sure about the estop issue, that sounds like hardware to me,
I would put a debounce in this connection
net estop-ext <= parport.0.pin-10-in
LinuxCNC 2.7:
LinuxCNC 2.9:
both with accel of 12 ips/s
Not sure about the estop issue, that sounds like hardware to me,
I would put a debounce in this connection
net estop-ext <= parport.0.pin-10-in
Attachments:
Last edit: 10 Mar 2020 03:23 by PCW.
The following user(s) said Thank You: lumberjack_jeff
Please Log in or Create an account to join the conversation.
- BobsGotCnc
- Offline
- New Member
-
Less
More
- Posts: 12
- Thank you received: 0
10 Mar 2020 05:07 #159635
by BobsGotCnc
Replied by BobsGotCnc on topic Sharp 90* turn in gcode becomes a large sweeping turn
My ini file settings. I will be re-doing this shortly as I move to new DM542T drivers. The settings below were from the previous owner.
Y
MAX_VELOCITY = 3
MAX_ACCELERATION = 4.0
STEPGEN_MAXVEL = 7.21
STEPGEN_MAXACCEL = 5.00
Z
MAX_VELOCITY = 1.0
MAX_ACCELERATION = 5.0
STEPGEN_MAXVEL = 1.25
STEPGEN_MAXACCEL = 6.25
X
MAX_VELOCITY = 2.5
MAX_ACCELERATION = 10.0
STEPGEN_MAXVEL = 2.92
STEPGEN_MAXACCEL = 12.50
Y
MAX_VELOCITY = 3
MAX_ACCELERATION = 4.0
STEPGEN_MAXVEL = 7.21
STEPGEN_MAXACCEL = 5.00
Z
MAX_VELOCITY = 1.0
MAX_ACCELERATION = 5.0
STEPGEN_MAXVEL = 1.25
STEPGEN_MAXACCEL = 6.25
X
MAX_VELOCITY = 2.5
MAX_ACCELERATION = 10.0
STEPGEN_MAXVEL = 2.92
STEPGEN_MAXACCEL = 12.50
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17996
- Thank you received: 5282
10 Mar 2020 13:08 - 10 Mar 2020 13:09 #159649
by PCW
Replied by PCW on topic Sharp 90* turn in gcode becomes a large sweeping turn
Unless you are using G64 Pxxx, rounded corners are _expected_ so its not likely your INI
settings are involved (other that the fact that you have very low acceleration settings so you
will get very large radius blends with plain G64). Did you try G64 P0.0005 as cmorely suggested?
settings are involved (other that the fact that you have very low acceleration settings so you
will get very large radius blends with plain G64). Did you try G64 P0.0005 as cmorely suggested?
Last edit: 10 Mar 2020 13:09 by PCW.
The following user(s) said Thank You: BobsGotCnc
Please Log in or Create an account to join the conversation.
- lumberjack_jeff
- Offline
- New Member
-
Less
More
- Posts: 15
- Thank you received: 0
10 Mar 2020 20:52 #159699
by lumberjack_jeff
Replied by lumberjack_jeff on topic Sharp 90* turn in gcode becomes a large sweeping turn
Thank you for the troubleshooting help.
Can you please advise me about debouncing pin 10?
I think I need to replace this wscnc.hal code
with
Can you please advise me about debouncing pin 10?
I think I need to replace this wscnc.hal code
...
net estop-ext <= parport.0.pin-10-in
...
#limits debounce to stop false triggers
loadrt debounce cfg=2 #change to the number you want
setp debounce.0.delay 100 #this sets the delay 100 iterations of the base thread
addf debounce.0 base-thread
net deb-probe-in debounce.0.0.in <= parport.0.pin-12-in-not
net probe-in debounce.0.0.out...
loadrt debounce cfg=2 #I think I only need two
setp debounce.0.delay 100
setp debounce.1.delay 100
addf debounce.0 base-thread
addf debounce.1 base-thread
net deb-probe-in debounce.0.0.in <= parport.0.pin-12-in-not
net deb-estop-ext debounce.1.0.in <= parport.0.pin-10-in
net probe-in debounce.0.0.out
net estop-ext debounce.1.0.outPlease Log in or Create an account to join the conversation.
- BobsGotCnc
- Offline
- New Member
-
Less
More
- Posts: 12
- Thank you received: 0
11 Mar 2020 01:05 #159729
by BobsGotCnc
Replied by BobsGotCnc on topic Sharp 90* turn in gcode becomes a large sweeping turn
G64 P0.0005 resolved the sweeping 90* turn.
So I am still a CNC newb. When I am in the CAM phase, how would I detect such an issue in the future as to reduce the likelihood that I destroy valuable material when running the gcode? At this point in my learning (about 4 months in), I feel like every other new design I take to the CNC destroys a piece of material. Each time I learn something new, but it is getting a bit discouraging that it feel rare to generate gcode, execute it, and have the piece I designed. Maybe this is part of the hobby cnc router process?
So I am still a CNC newb. When I am in the CAM phase, how would I detect such an issue in the future as to reduce the likelihood that I destroy valuable material when running the gcode? At this point in my learning (about 4 months in), I feel like every other new design I take to the CNC destroys a piece of material. Each time I learn something new, but it is getting a bit discouraging that it feel rare to generate gcode, execute it, and have the piece I designed. Maybe this is part of the hobby cnc router process?
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17996
- Thank you received: 5282
11 Mar 2020 02:22 #159738
by PCW
Replied by PCW on topic Sharp 90* turn in gcode becomes a large sweeping turn
Probably best way is to have your CAM program insert a gcode preamble that includes
important modal gcodes like G64 Pxxx.
Also with new code and expensive material, take time to study the preview,
or run it in simulation to see if its doing what you expect or perhaps
do an run on scrap material
important modal gcodes like G64 Pxxx.
Also with new code and expensive material, take time to study the preview,
or run it in simulation to see if its doing what you expect or perhaps
do an run on scrap material
The following user(s) said Thank You: BobsGotCnc
Please Log in or Create an account to join the conversation.
Time to create page: 0.271 seconds