Spindle speed variation ssv for chatter control
- Catch22
-

- Offline
- Elite Member
-

Less
More
- Posts: 222
- Thank you received: 17
05 Feb 2021 14:30 #197748
by Catch22
I'd also be up for this..
Replied by Catch22 on topic Spindle speed variation ssv for chatter control
if someones got the time, I'd like an idiots guide to this please
I'd also be up for this..
Please Log in or Create an account to join the conversation.
- robertspark
- Offline
- Platinum Member
-

Less
More
- Posts: 915
- Thank you received: 216
05 Feb 2021 14:48 #197751
by robertspark
Replied by robertspark on topic Spindle speed variation ssv for chatter control
all details on the page before
The following user(s) said Thank You: Catch22
Please Log in or Create an account to join the conversation.
- virencq
- Offline
- Premium Member
-

Less
More
- Posts: 89
- Thank you received: 5
28 Sep 2021 03:51 #221727
by virencq
Replied by virencq on topic Spindle speed variation ssv for chatter control
I have already assign spindle-pwm pin
net spindle-pwm => parport.0.pin-01-out
Should I uncomment this and assign to
net mod_spindle_speed => parport.0.pin-01-out
will this work?
net spindle-pwm => parport.0.pin-01-out
Should I uncomment this and assign to
net mod_spindle_speed => parport.0.pin-01-out
will this work?
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19861
- Thank you received: 4636
28 Sep 2021 09:27 #221730
by andypugh
Look for the line which contains pwmgen.0.value.
Replied by andypugh on topic Spindle speed variation ssv for chatter control
No, you would alter the source of the _input_ to the PWM generator to be the mod_spindle_speed.I have already assign spindle-pwm pin
net spindle-pwm => parport.0.pin-01-out
Should I uncomment this and assign to
net mod_spindle_speed => parport.0.pin-01-out
will this work?
Look for the line which contains pwmgen.0.value.
The following user(s) said Thank You: virencq
Please Log in or Create an account to join the conversation.
- virencq
- Offline
- Premium Member
-
Less
More
- Posts: 89
- Thank you received: 5
28 Sep 2021 12:13 #221742
by virencq
Replied by virencq on topic Spindle speed variation ssv for chatter control
Sir,
Here attached below is my .hal file. I cannot figure it out. Help me out, please.
Here attached below is my .hal file. I cannot figure it out. Help me out, please.
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
28 Sep 2021 12:17 #221744
by andypugh
Replied by andypugh on topic Spindle speed variation ssv for chatter control
replacewith
net spindle-speed => siggen.0.offset
net mod_spindle_speed <= siggen.0.sine
#net mod_spindle_speed => your-spindle-hardware-speed-pin
###################################################################
net spindle-cmd-rpm => pwmgen.0.value
net spindle-cmd-rpm => siggen.0.offset
net mod_spindle_speed <= siggen.0.sine
###################################################################
net mod_spindle_speed => pwmgen.0.value
The following user(s) said Thank You: virencq
Please Log in or Create an account to join the conversation.
- Joco
-

- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 327
28 Sep 2021 17:32 #221769
by Joco
Replied by Joco on topic Spindle speed variation ssv for chatter control
Just to add some more heads spinning potential in to the mix, with this extra gcode sugar being available you might want to look at options for editing you CAM tools post processor to handle the enhanced spindle speed command. The M100 and M101 should be just a matter of inserting custom gcode into CAM operation flow.

Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-
Less
More
- Posts: 523
- Thank you received: 227
12 Nov 2021 16:51 #226232
by MaHa
Replied by MaHa on topic Spindle speed variation ssv for chatter control
Before i started/stoped the speed variation from gcode subroutine, using M68 for parameter and M65 for reset. Then i felt i need the ability to live finetune the parameter, so it's integrated in the sidepanel now. Works fine.
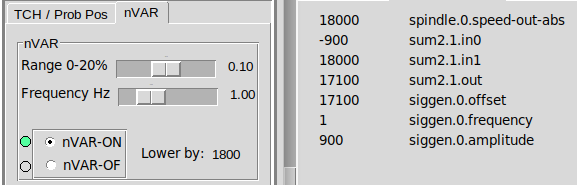
As i wanted to keep programmed S as max. rpm , i was lowering the middleline of sine by half amplitude input, so the highest S is the programmed S. S18000 at 10% set speed to 17100 and variation +-900.
Amplitude input % of S - for easier processing input from 0.01 to 0.2 - is smooth to apply by slider. Avoid big, unwanted jumps compared to input S, which can have a much wider range. When reset, i needed to make shure offset set back to initial speed. Good results with amplitude of 6% and frequency from 0.5 to 1
As i wanted to keep programmed S as max. rpm , i was lowering the middleline of sine by half amplitude input, so the highest S is the programmed S. S18000 at 10% set speed to 17100 and variation +-900.
Amplitude input % of S - for easier processing input from 0.01 to 0.2 - is smooth to apply by slider. Avoid big, unwanted jumps compared to input S, which can have a much wider range. When reset, i needed to make shure offset set back to initial speed. Good results with amplitude of 6% and frequency from 0.5 to 1
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
17 Nov 2021 21:35 #226788
by andypugh
Replied by andypugh on topic Spindle speed variation ssv for chatter control
I am thinking that I might want to add this to my lathe as a hardware switch. And chip-breaking too. (Z-axis offset)
Please Log in or Create an account to join the conversation.
Time to create page: 1.427 seconds