- LinuxCNC
- General LinuxCNC Questions
- Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
- yagias
- Offline
- Junior Member
-

Less
More
- Posts: 21
- Thank you received: 0
21 Feb 2021 18:09 #199639
by yagias
Replied by yagias on topic Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
Hi Mike
You´re very welcome.
Yes.. it´s one of those things. Started out fairly nice and became a mess along the way. Making a note to go and clean it up.
I have run the basic configuration without the scales which worked perfectly fine. But then again it was just about the most basic configuration you can get. Steppers in open loop.
I actually milled the bracket for the X axis in that configuration
I haven´t tried introducing the PID loop without the scales. It actually never even occurred to me that i could.
Trying to close the loop is the big pita for me at this point.
Up until now all work has been on the X axis only.
Thank you for your input on this. I think I need to go back and restart the reading. I think my basic problem is a lack of understanding of the architecture so i guess it´s time to do it again.
You´re very welcome.
Yes.. it´s one of those things. Started out fairly nice and became a mess along the way. Making a note to go and clean it up.
I have run the basic configuration without the scales which worked perfectly fine. But then again it was just about the most basic configuration you can get. Steppers in open loop.
I actually milled the bracket for the X axis in that configuration
I haven´t tried introducing the PID loop without the scales. It actually never even occurred to me that i could.
Trying to close the loop is the big pita for me at this point.
Up until now all work has been on the X axis only.
Thank you for your input on this. I think I need to go back and restart the reading. I think my basic problem is a lack of understanding of the architecture so i guess it´s time to do it again.
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-

Less
More
- Posts: 529
- Thank you received: 140
21 Feb 2021 18:48 - 21 Feb 2021 21:37 #199641
by chris@cnc
Replied by chris@cnc on topic Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
hi,
now i am back home. I try to clean up little and hope it works.
We should get a runnig hal without encoder first. Second step connect encoder.
For test you try this hal. In your was something double.
Then comment all encoder lines + switch line 71 +72 back to open loop mode.
Check if your machine moving in correct way. If not adjust step scale best as possible.
For me its difficult to write this kind of hal. Because i use hostmot2 to and my config is different. I'm sure we can do it. corrections are welcome. I'm also just a beginner.
Finally we can do only step by step try and error.
now i am back home. I try to clean up little and hope it works.
We should get a runnig hal without encoder first. Second step connect encoder.
For test you try this hal. In your was something double.
Then comment all encoder lines + switch line 71 +72 back to open loop mode.
Check if your machine moving in correct way. If not adjust step scale best as possible.
For me its difficult to write this kind of hal. Because i use hostmot2 to and my config is different. I'm sure we can do it. corrections are welcome. I'm also just a beginner.
Finally we can do only step by step try and error.
Last edit: 21 Feb 2021 21:37 by chris@cnc.
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1052
- Thank you received: 183
21 Feb 2021 18:50 #199642
by Mike_Eitel
Replied by Mike_Eitel on topic Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
I would propose to make a sample-pncconf config with minimum axes. Learn in that how the pid is connected into the axis -> joint world. And don't forget the working glass encoders.
Then guys better than me on the closed loop question can easier help you.
m5c
Mike
Then guys better than me on the closed loop question can easier help you.
m5c
Mike
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-
Less
More
- Posts: 529
- Thank you received: 140
22 Feb 2021 06:12 - 22 Feb 2021 06:12 #199677
by chris@cnc
Replied by chris@cnc on topic Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
PNCConfig does not work without a mesa card and stepconf can only configure a spindle encoder.
Sorry, but I have another mistake in line 19:
loadrt stepgen step_type = 0,0,0 ctrl_type = v, v, v # +++++++++ new
ctrl_type = v, v, v must ctrl_type = v, p, p with encoder in x. Y and Z were not set yet. And the PID
net x-enable => pid.x.enable
net xpos-cmd => pid.x.command
net xvel-cmd => pid.x.command-deriv
net xpos-fb => pid.x.feedback
net x-output => pid.x.output
net xpos-cmd <= joint.0.motor-pos-cmd
net xvel-cmd <= joint.0.vel-cmd
net x-output <= stepgen.0.velocity-cmd
without encoder
net xpos-fb <= stepgen.0.position-fb
net xpos-fb => joint.0.motor-pos-fb
with encoder
net xpos-fb <= encoder.0.position
net xpos-fb => joint.0.motor-pos-fb
net x-vel-fb <= encoder.0.velocity
net x-vel-fb => pid.z.feedback-deriv
so xpos-fp and xpos-cmp are connected to PID. x-output => pid.x.output I don't quite understand yet, but it should be like this according to Hakan's example

Sorry, but I have another mistake in line 19:
loadrt stepgen step_type = 0,0,0 ctrl_type = v, v, v # +++++++++ new
ctrl_type = v, v, v must ctrl_type = v, p, p with encoder in x. Y and Z were not set yet. And the PID
net x-enable => pid.x.enable
net xpos-cmd => pid.x.command
net xvel-cmd => pid.x.command-deriv
net xpos-fb => pid.x.feedback
net x-output => pid.x.output
net xpos-cmd <= joint.0.motor-pos-cmd
net xvel-cmd <= joint.0.vel-cmd
net x-output <= stepgen.0.velocity-cmd
without encoder
net xpos-fb <= stepgen.0.position-fb
net xpos-fb => joint.0.motor-pos-fb
with encoder
net xpos-fb <= encoder.0.position
net xpos-fb => joint.0.motor-pos-fb
net x-vel-fb <= encoder.0.velocity
net x-vel-fb => pid.z.feedback-deriv
so xpos-fp and xpos-cmp are connected to PID. x-output => pid.x.output I don't quite understand yet, but it should be like this according to Hakan's example

Last edit: 22 Feb 2021 06:12 by chris@cnc.
Please Log in or Create an account to join the conversation.
- yagias
- Offline
- Junior Member
-
Less
More
- Posts: 21
- Thank you received: 0
22 Feb 2021 07:18 #199682
by yagias
Replied by yagias on topic Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
This looks great. Really looking forward to trying it out.
My vacation however is over so i'm at work now.
I'll give it a shot as soon as i get home and get back to you.
My vacation however is over so i'm at work now.
I'll give it a shot as soon as i get home and get back to you.
Please Log in or Create an account to join the conversation.
- yagias
- Offline
- Junior Member
-
Less
More
- Posts: 21
- Thank you received: 0
22 Feb 2021 17:43 - 22 Feb 2021 18:03 #199734
by yagias
Replied by yagias on topic Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
Just wanted to get the initial result back to you.
So…
Running the initial config from you but with an update line 19 yields.
loadrt stepgen step_type=0,0,0 ctrl_type=v,p,p
Fails to load and an error from line 70.
net xpos-cmd joint.0.motor-pos-cmd => stepgen.0.position-cmd
Then in order to try it out i updated line 70 to use:
net xpos-cmd joint.0.motor-pos-cmd => stepgen.0.velocity-cmd
Then it loads but when i order a move in X it just continues to move until i get a joint 0 error.
So…
Running the initial config from you but with an update line 19 yields.
loadrt stepgen step_type=0,0,0 ctrl_type=v,p,p
Fails to load and an error from line 70.
net xpos-cmd joint.0.motor-pos-cmd => stepgen.0.position-cmd
Then in order to try it out i updated line 70 to use:
net xpos-cmd joint.0.motor-pos-cmd => stepgen.0.velocity-cmd
Then it loads but when i order a move in X it just continues to move until i get a joint 0 error.
Attachments:
Last edit: 22 Feb 2021 18:03 by yagias.
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-
Less
More
- Posts: 529
- Thank you received: 140
22 Feb 2021 18:22 #199745
by chris@cnc
Replied by chris@cnc on topic Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
yes, there is the missing point with pid
line 70 new two lines
x-output <= stepgen.0.velocity-cmd # velocity to PID
xpos-cmd <= joint.0.motor-pos-cmd # new calculatet back to xpos-cmd
xvel-cmd <= joint.0.vel-cmd #is missing to
to compare. finaly is this our target. we have to rename all hm2_7i76e.0 and z- words.
line 70 new two lines
x-output <= stepgen.0.velocity-cmd # velocity to PID
xpos-cmd <= joint.0.motor-pos-cmd # new calculatet back to xpos-cmd
xvel-cmd <= joint.0.vel-cmd #is missing to
to compare. finaly is this our target. we have to rename all hm2_7i76e.0 and z- words.
#*******************
# AXIS Z
#*******************
setp pid.z.Pgain [JOINT_2]P
setp pid.z.Igain [JOINT_2]I
setp pid.z.Dgain [JOINT_2]D
setp pid.z.bias [JOINT_2]BIAS
setp pid.z.FF0 [JOINT_2]FF0
setp pid.z.FF1 [JOINT_2]FF1
setp pid.z.FF2 [JOINT_2]FF2
setp pid.z.deadband [JOINT_2]DEADBAND
setp pid.z.maxoutput [JOINT_2]MAX_OUTPUT
setp pid.z.error-previous-target true
setp pid.z.maxerror 0.0
net z-index-enable <=> pid.z.index-enable
net z-enable => pid.z.enable
net z-pos-cmd => pid.z.command
net z-vel-cmd => pid.z.command-deriv
net z-pos-fb => pid.z.feedback
net z-output => pid.z.output
# Step Gen signals/setup
setp hm2_7i76e.0.stepgen.02.dirsetup [JOINT_2]DIRSETUP
setp hm2_7i76e.0.stepgen.02.dirhold [JOINT_2]DIRHOLD
setp hm2_7i76e.0.stepgen.02.steplen [JOINT_2]STEPLEN
setp hm2_7i76e.0.stepgen.02.stepspace [JOINT_2]STEPSPACE
setp hm2_7i76e.0.stepgen.02.position-scale [JOINT_2]STEP_SCALE
setp hm2_7i76e.0.stepgen.02.step_type 0
setp hm2_7i76e.0.stepgen.02.control-type 1
setp hm2_7i76e.0.stepgen.02.maxaccel [JOINT_2]STEPGEN_MAXACCEL
setp hm2_7i76e.0.stepgen.02.maxvel [JOINT_2]STEPGEN_MAXVEL
# --- Z axis encoder feedback signals/setup
setp hm2_7i76e.0.encoder.02.counter-mode 0
setp hm2_7i76e.0.encoder.02.filter 1
setp hm2_7i76e.0.encoder.02.index-invert 0
setp hm2_7i76e.0.encoder.02.index-mask 0
setp hm2_7i76e.0.encoder.02.index-mask-invert 0
setp hm2_7i76e.0.encoder.02.scale 1000
# ---closedloop stepper signals---
net z-pos-cmd <= joint.2.motor-pos-cmd
net z-vel-cmd <= joint.2.vel-cmd
net z-output <= hm2_7i76e.0.stepgen.02.velocity-cmd
net z-pos-fb <= hm2_7i76e.0.encoder.02.position
net z-pos-fb => joint.2.motor-pos-fb
net z-enable <= joint.2.amp-enable-out
net z-enable => hm2_7i76e.0.stepgen.02.enable
net z-vel-fb <= hm2_7i76e.0.encoder.02.velocity
net z-vel-fb => pid.z.feedback-deriv
Please Log in or Create an account to join the conversation.
- yagias
- Offline
- Junior Member
-
Less
More
- Posts: 21
- Thank you received: 0
22 Feb 2021 18:37 #199749
by yagias
Replied by yagias on topic Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
Trying it out.
Sorry about the delay. Was buried in a manual")
Sorry about the delay. Was buried in a manual
Please Log in or Create an account to join the conversation.
- yagias
- Offline
- Junior Member
-
Less
More
- Posts: 21
- Thank you received: 0
22 Feb 2021 18:57 - 22 Feb 2021 19:10 #199753
by yagias
Replied by yagias on topic Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
ok. currently i added the three lines starting from line 70:
And it now looks like this.
Result:
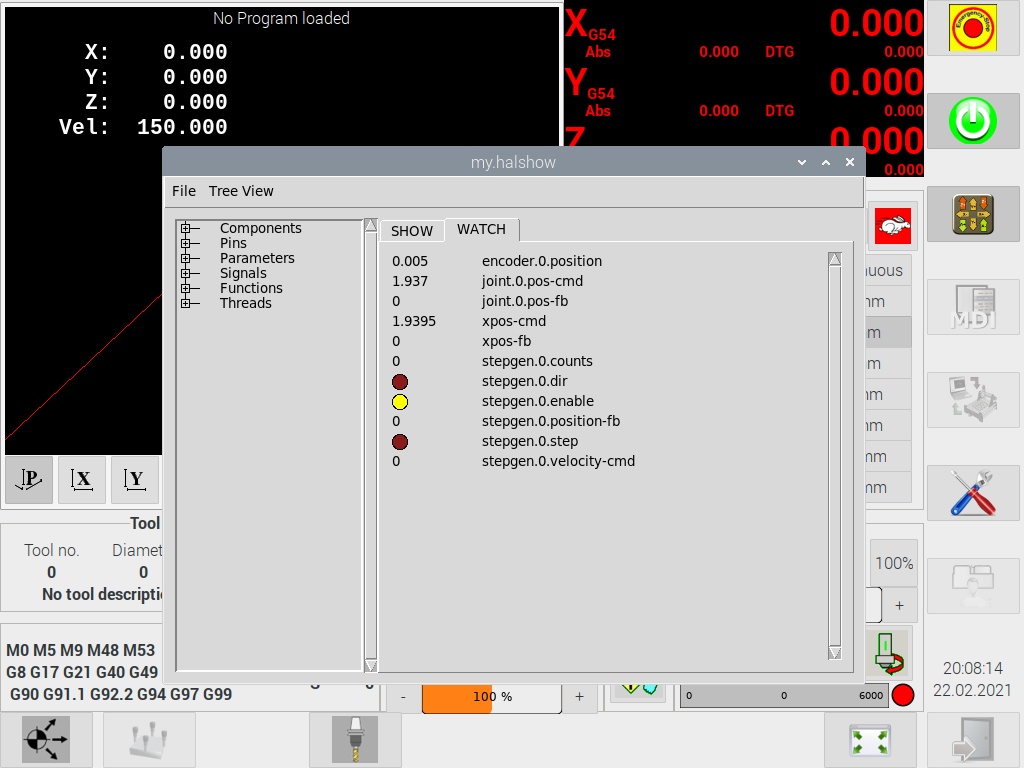
Now nothing moves
Haven't begun aligning to hakans example yet.
# JOINT_0
setp stepgen.0.position-scale [JOINT_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 15200 #If motor not turn increase time
setp stepgen.0.dirsetup 15200
setp stepgen.0.maxaccel [JOINT_0]STEPGEN_MAXACCEL
#net xpos-cmd joint.0.motor-pos-cmd => stepgen.0.velocity-cmd
net x-output <= stepgen.0.velocity-cmd # velocity to PID
net xpos-cmd <= joint.0.motor-pos-cmd # new calculatet back to xpos-cmd
net xvel-cmd <= joint.0.vel-cmd
net xpos-fb <= stepgen.0.position-fb #Without encoder feedback from stepgen
net xpos-fb => joint.0.motor-pos-fb #Without encoder feedback to joint data
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable joint.0.amp-enable-out => stepgen.0.enable
# Encoder Stuff.
#
net xa encoder.0.phase-A <= hal_pi_gpio.pin-11-in
net xb encoder.0.phase-B <= hal_pi_gpio.pin-12-in
net xvel-cmd <= joint.0.vel-cmd
net xvel-fb <= encoder.0.velocity
net xvel-fb => pid.x.feedback-deriv # not sure what is it
#net xpos-fb <= encoder.0.position # Encoderdata feedback
net xpos-fb => joint.0.motor-pos-fb # feedback to joint data
addf encoder.update-counters base-thread
addf encoder.capture-position servo-thread
setp encoder.0.position-scale 200
net rawPhaseA hal_pi_gpio.pin-16-in debounce.0.0.in # check wiring
net rawPhaseB hal_pi_gpio.pin-18-in debounce.0.1.in #
And it now looks like this.
Result:
Now nothing moves
Haven't begun aligning to hakans example yet.
# JOINT_0
setp stepgen.0.position-scale [JOINT_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 15200 #If motor not turn increase time
setp stepgen.0.dirsetup 15200
setp stepgen.0.maxaccel [JOINT_0]STEPGEN_MAXACCEL
#net xpos-cmd joint.0.motor-pos-cmd => stepgen.0.velocity-cmd
net x-output <= stepgen.0.velocity-cmd # velocity to PID
net xpos-cmd <= joint.0.motor-pos-cmd # new calculatet back to xpos-cmd
net xvel-cmd <= joint.0.vel-cmd
net xpos-fb <= stepgen.0.position-fb #Without encoder feedback from stepgen
net xpos-fb => joint.0.motor-pos-fb #Without encoder feedback to joint data
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable joint.0.amp-enable-out => stepgen.0.enable
# Encoder Stuff.
#
net xa encoder.0.phase-A <= hal_pi_gpio.pin-11-in
net xb encoder.0.phase-B <= hal_pi_gpio.pin-12-in
net xvel-cmd <= joint.0.vel-cmd
net xvel-fb <= encoder.0.velocity
net xvel-fb => pid.x.feedback-deriv # not sure what is it
#net xpos-fb <= encoder.0.position # Encoderdata feedback
net xpos-fb => joint.0.motor-pos-fb # feedback to joint data
addf encoder.update-counters base-thread
addf encoder.capture-position servo-thread
setp encoder.0.position-scale 200
net rawPhaseA hal_pi_gpio.pin-16-in debounce.0.0.in # check wiring
net rawPhaseB hal_pi_gpio.pin-18-in debounce.0.1.in #
Attachments:
Last edit: 22 Feb 2021 19:10 by yagias.
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-
Less
More
- Posts: 529
- Thank you received: 140
22 Feb 2021 19:24 - 22 Feb 2021 19:50 #199755
by chris@cnc
Replied by chris@cnc on topic Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
well done.
this line is double
net xpos-fb => joint.0.motor-pos-fb # feedback to joint data
if you switch to open loop you schould comment this line to
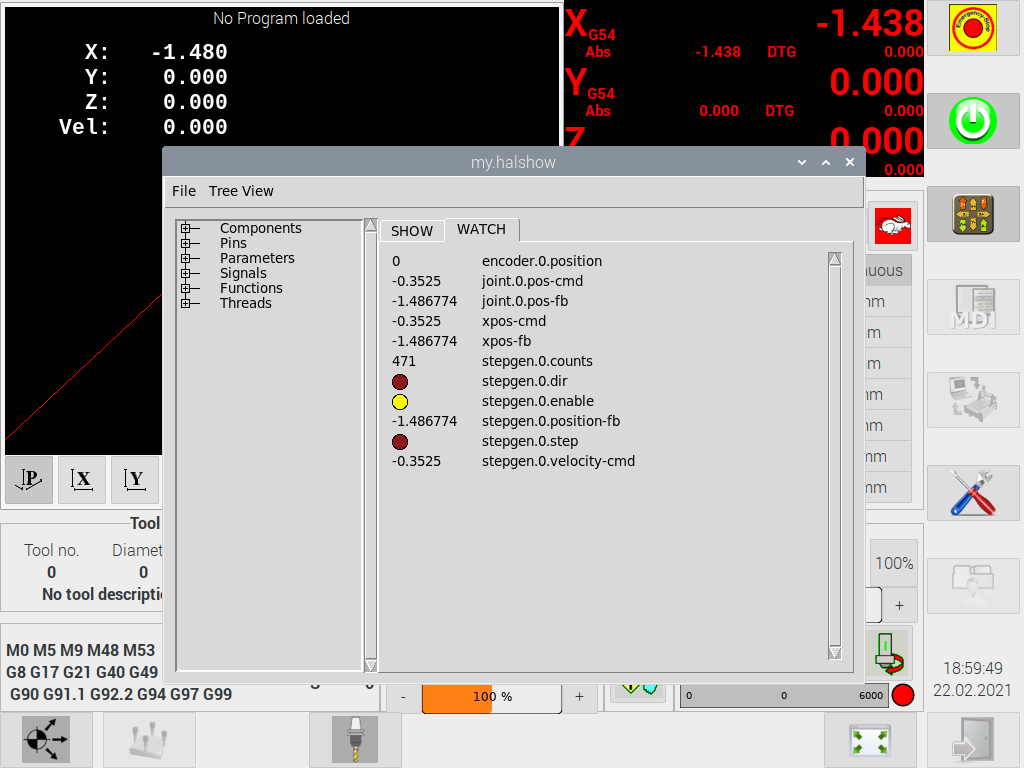
Next step check in open loop your movement. Maybe we can trust the encoder data and travel 200mm end of your table.
Compare encoder position with stepgen.0.position-fb postion.
Adjust SCALE = -320 in ini File to min difference.
last step switch encoder on and cross finger
this line is double
net xpos-fb => joint.0.motor-pos-fb # feedback to joint data
if you switch to open loop you schould comment this line to
Next step check in open loop your movement. Maybe we can trust the encoder data and travel 200mm end of your table.
Compare encoder position with stepgen.0.position-fb postion.
Adjust SCALE = -320 in ini File to min difference.
last step switch encoder on and cross finger
Last edit: 22 Feb 2021 19:50 by chris@cnc.
The following user(s) said Thank You: yagias
Please Log in or Create an account to join the conversation.
- LinuxCNC
- General LinuxCNC Questions
- Need a bit of help with a Raspberry PI 4 GPIO Glass scales control loop
Time to create page: 0.881 seconds