Lathe G2/G3 arc move path inaccuracy
- agdeutschman
- Offline
- New Member
-

Less
More
- Posts: 10
- Thank you received: 0
22 Feb 2023 22:53 - 23 Feb 2023 18:44 #265074
by agdeutschman
Lathe G2/G3 arc move path inaccuracy was created by agdeutschman
Hello,
I am having difficulty achieving tolerance machining a .750" +/-.005" radius. My lathe has stepper motors with micro-stepping drives, Mesa FPGA and daughtercard. I have measured x and z axis ball screw backlash and entered compensation values(both are less than .001"). The lathe has been able to consistently achieve /-.001" tolerances on diameters and Z lengths.
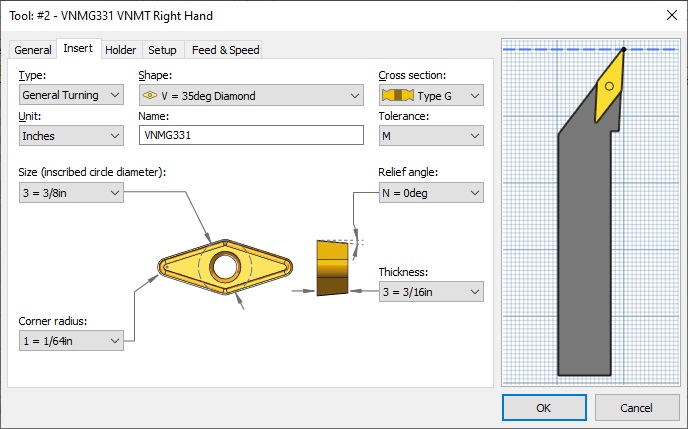
I am using Inventor CAD/CAM to generate g-code with a linuxcnc post processor. Not using control cutter compensation. Tooling is VNMG 331, material 316SS with coolant. Cutting speed is 300fpm and fpt is .005". Tool origin is tip tangent both x and z.
I verified that the G2 arc move on N66 should produce a .750" radius with a 1/64" tool radius by laying out in CAD. I am measuring the part radius with an optical comparator that has been calibrated against a radius gauge.My radius measurements have been all over the place from .720" to .740" with the optical comparator(measuring the same radius).
I am wondering if my arc profile is more like a series of line segments and the comparator gives me the best fit radius depending on the points I provide. Small deviations in point data result in large radius error?
Is there a trajectory planning setting that I haven't set correctly somewhere? Is +/-.005" tolerance on a radius a reasonable expectation?
Edit: I believe linuxcnc defaults to G64(Blend Without Tolerance Mode) by default. I will change to G61 and see if the radius dimension is improved. I did not understand how trajectory planning worked before posting.
If anyone on the forum has ideas that could help me out, I greatly appreciate it.
Thanks!

I am having difficulty achieving tolerance machining a .750" +/-.005" radius. My lathe has stepper motors with micro-stepping drives, Mesa FPGA and daughtercard. I have measured x and z axis ball screw backlash and entered compensation values(both are less than .001"). The lathe has been able to consistently achieve /-.001" tolerances on diameters and Z lengths.
I am using Inventor CAD/CAM to generate g-code with a linuxcnc post processor. Not using control cutter compensation. Tooling is VNMG 331, material 316SS with coolant. Cutting speed is 300fpm and fpt is .005". Tool origin is tip tangent both x and z.
I verified that the G2 arc move on N66 should produce a .750" radius with a 1/64" tool radius by laying out in CAD. I am measuring the part radius with an optical comparator that has been calibrated against a radius gauge.My radius measurements have been all over the place from .720" to .740" with the optical comparator(measuring the same radius).
I am wondering if my arc profile is more like a series of line segments and the comparator gives me the best fit radius depending on the points I provide. Small deviations in point data result in large radius error?
Is there a trajectory planning setting that I haven't set correctly somewhere? Is +/-.005" tolerance on a radius a reasonable expectation?
Edit: I believe linuxcnc defaults to G64(Blend Without Tolerance Mode) by default. I will change to G61 and see if the radius dimension is improved. I did not understand how trajectory planning worked before posting.
If anyone on the forum has ideas that could help me out, I greatly appreciate it.
Thanks!
Last edit: 23 Feb 2023 18:44 by agdeutschman. Reason: more knowledge
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19861
- Thank you received: 4636
23 Feb 2023 20:49 #265148
by andypugh
Replied by andypugh on topic Lathe G2/G3 arc move path inaccuracy
Are you confident that the tip radius is 1/64 rather than 0.4mm?
Not that the difference is enough to explain this, looking at the numbers. And even then it would be a second-order error, I think.
LinuxCNC should be able to do as it is told, certainly. Though it would be unusual for a radius to be critical, as they are generally for stress relief, clearance or aesthetics.
Not that the difference is enough to explain this, looking at the numbers. And even then it would be a second-order error, I think.
LinuxCNC should be able to do as it is told, certainly. Though it would be unusual for a radius to be critical, as they are generally for stress relief, clearance or aesthetics.
Please Log in or Create an account to join the conversation.
- agdeutschman
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 0
24 Feb 2023 14:58 - 24 Feb 2023 15:01 #265241
by agdeutschman
Replied by agdeutschman on topic Lathe G2/G3 arc move path inaccuracy
Thanks for your reply andypugh!
I was not certain of my tool radius. It has a class M tolerance which I believe is .002-.005". The insert radius measured .0167" on the optical comparator. I will lay this out in and see how much .001" makes on the resultant radius.
The part I am making is a qualification test and the radii have a /-.005" tolerance. The first test piece I submitted was rejected for the radii being out of tolerance .005" and .010" respectively. All other dimensions were in tolerance. I want to insure that my second submission passes inspection. I do not know what measurement method the lab uses to qualify samples. I suspect CMM but the only method I have is optical comparator. I agree that normally radius tolerance is not critical.
I was not certain of my tool radius. It has a class M tolerance which I believe is .002-.005". The insert radius measured .0167" on the optical comparator. I will lay this out in and see how much .001" makes on the resultant radius.
The part I am making is a qualification test and the radii have a /-.005" tolerance. The first test piece I submitted was rejected for the radii being out of tolerance .005" and .010" respectively. All other dimensions were in tolerance. I want to insure that my second submission passes inspection. I do not know what measurement method the lab uses to qualify samples. I suspect CMM but the only method I have is optical comparator. I agree that normally radius tolerance is not critical.
Attachments:
Last edit: 24 Feb 2023 15:01 by agdeutschman.
Please Log in or Create an account to join the conversation.
- agdeutschman
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 0
24 Feb 2023 20:25 - 24 Feb 2023 20:31 #265271
by agdeutschman
Replied by agdeutschman on topic Lathe G2/G3 arc move path inaccuracy
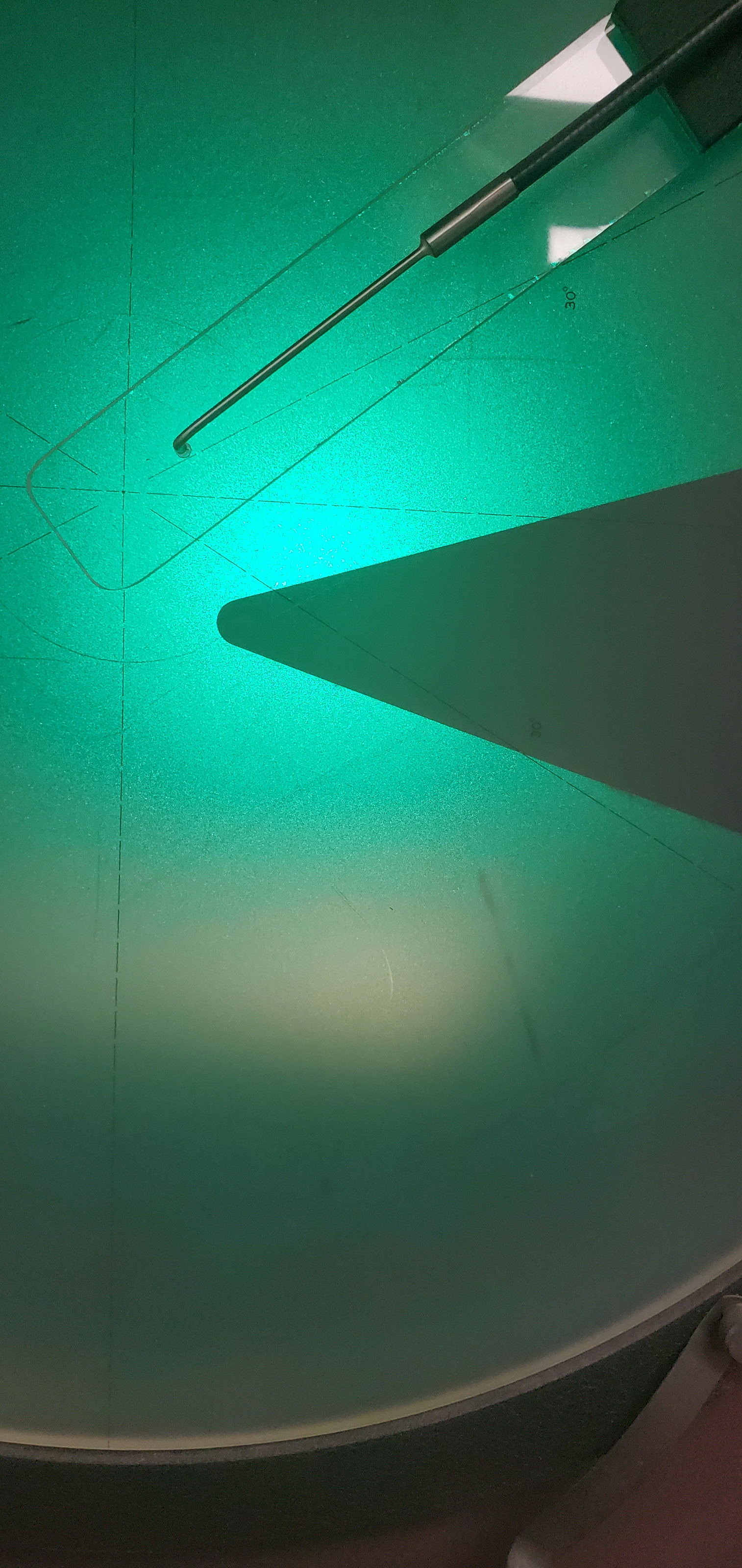
To test differences in trajectory between G64 and G61(and a sanity check), I took slow motion video of the finish profile and made point clouds that increment roughly 025" in radius. These are attached.
A best fit radius applied to both sets of data is .734". With a tool radius of 1/64", the tip tangent radius is well within the tolerance of .750" +/-.005". I believe the trajectory planner is doing what it is supposed to do and G64/G61 is not my problem.
So... I am stuck wondering whre the discrepancy between command and result is coming from. Is it something to do with step resolution and system response? The method I'm using to measure(2x optical comparators)? Would tool center line have any bearing on the result?
I suppose I could cheat and increase part radius but would really like to discover root cause and solve.
I am willing to test ideas if anyone has them.
Thanks!
A best fit radius applied to both sets of data is .734". With a tool radius of 1/64", the tip tangent radius is well within the tolerance of .750" +/-.005". I believe the trajectory planner is doing what it is supposed to do and G64/G61 is not my problem.
So... I am stuck wondering whre the discrepancy between command and result is coming from. Is it something to do with step resolution and system response? The method I'm using to measure(2x optical comparators)? Would tool center line have any bearing on the result?
I suppose I could cheat and increase part radius but would really like to discover root cause and solve.
I am willing to test ideas if anyone has them.
Thanks!
Last edit: 24 Feb 2023 20:31 by agdeutschman. Reason: attachment
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
25 Feb 2023 12:49 #265323
by andypugh
Replied by andypugh on topic Lathe G2/G3 arc move path inaccuracy
Try taking out the backlash comp, see what happens then.
Please Log in or Create an account to join the conversation.
- agdeutschman
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 0
28 Feb 2023 16:10 #265575
by agdeutschman
Replied by agdeutschman on topic Lathe G2/G3 arc move path inaccuracy
Thanks for your suggestion andypugh.
I took out backlash compensation and my radius still measures .735" consistently with optical comparator.
I took out backlash compensation and my radius still measures .735" consistently with optical comparator.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
28 Feb 2023 16:19 #265576
by andypugh
Replied by andypugh on topic Lathe G2/G3 arc move path inaccuracy
What is the tool orientation? Is it possible that it is set with the controlled point inside the insert, rather than on the tangent intersection.
linuxcnc.org/docs/stable/html/lathe/lath...e_tool_orientation_a
I have forgotten if you are compensating in the CAM or in the controller, but I seem to recall that you plotted the G-code path in CAD and got the right result,
I will try to find the time to plot it out myself to see if I agree....
linuxcnc.org/docs/stable/html/lathe/lath...e_tool_orientation_a
I have forgotten if you are compensating in the CAM or in the controller, but I seem to recall that you plotted the G-code path in CAD and got the right result,
I will try to find the time to plot it out myself to see if I agree....
Please Log in or Create an account to join the conversation.
- agdeutschman
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 0
28 Feb 2023 16:43 #265578
by agdeutschman
Replied by agdeutschman on topic Lathe G2/G3 arc move path inaccuracy
It seems odd to me that the amount my radius is off is almost exactly the tool radius for VNMG331.
Please Log in or Create an account to join the conversation.
- agdeutschman
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 0
28 Feb 2023 16:55 - 28 Feb 2023 16:58 #265579
by agdeutschman
Replied by agdeutschman on topic Lathe G2/G3 arc move path inaccuracy
I believe for the radius I have been testing, orientation is position 1.
I am using CAM compensation, not controller. I appreciate you taking the time to double check the path. My tool holder style has a -3 degree side angle.
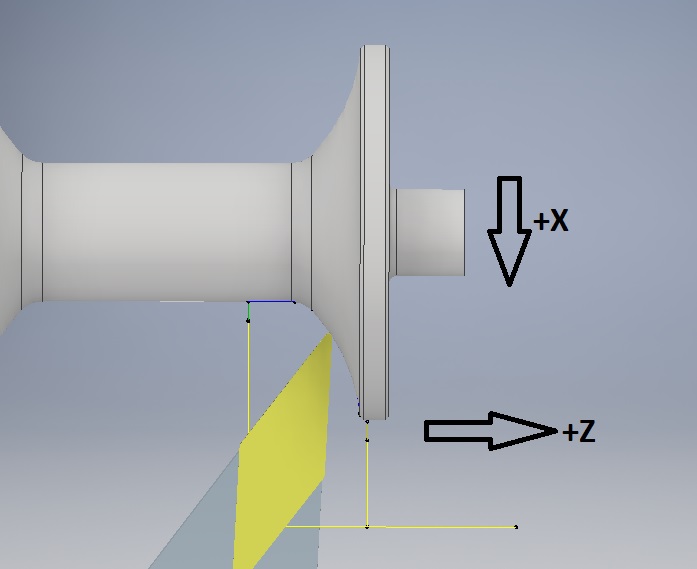
I am using CAM compensation, not controller. I appreciate you taking the time to double check the path. My tool holder style has a -3 degree side angle.
Last edit: 28 Feb 2023 16:58 by agdeutschman.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
28 Feb 2023 20:41 #265608
by andypugh
Replied by andypugh on topic Lathe G2/G3 arc move path inaccuracy
Well, I am no less baffled than before....
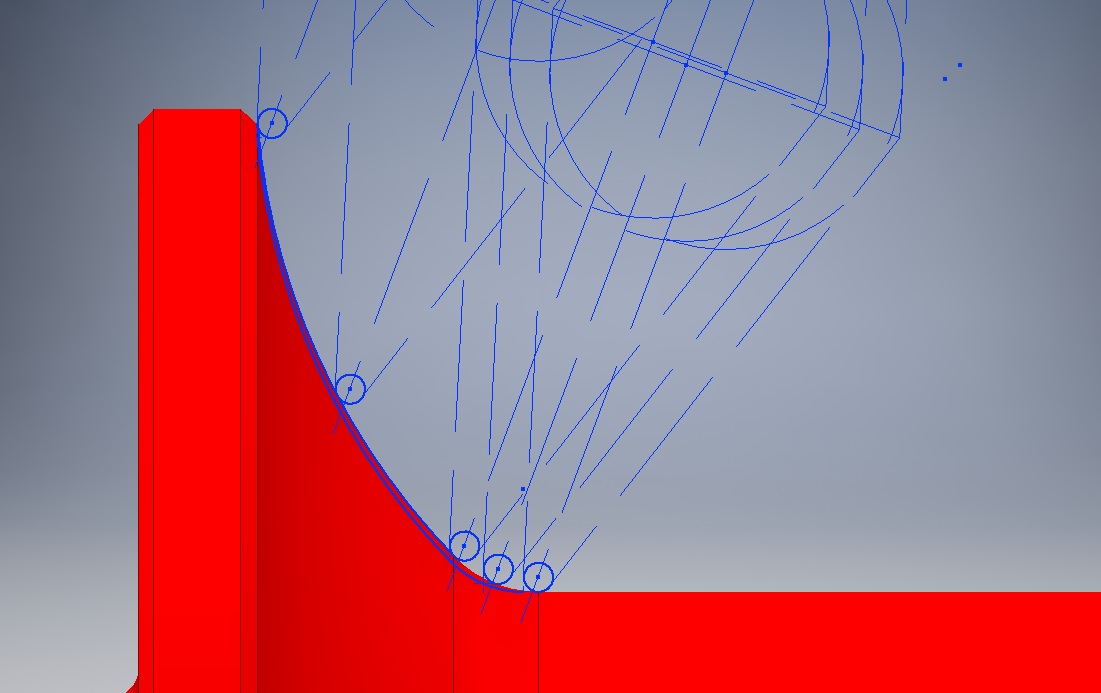
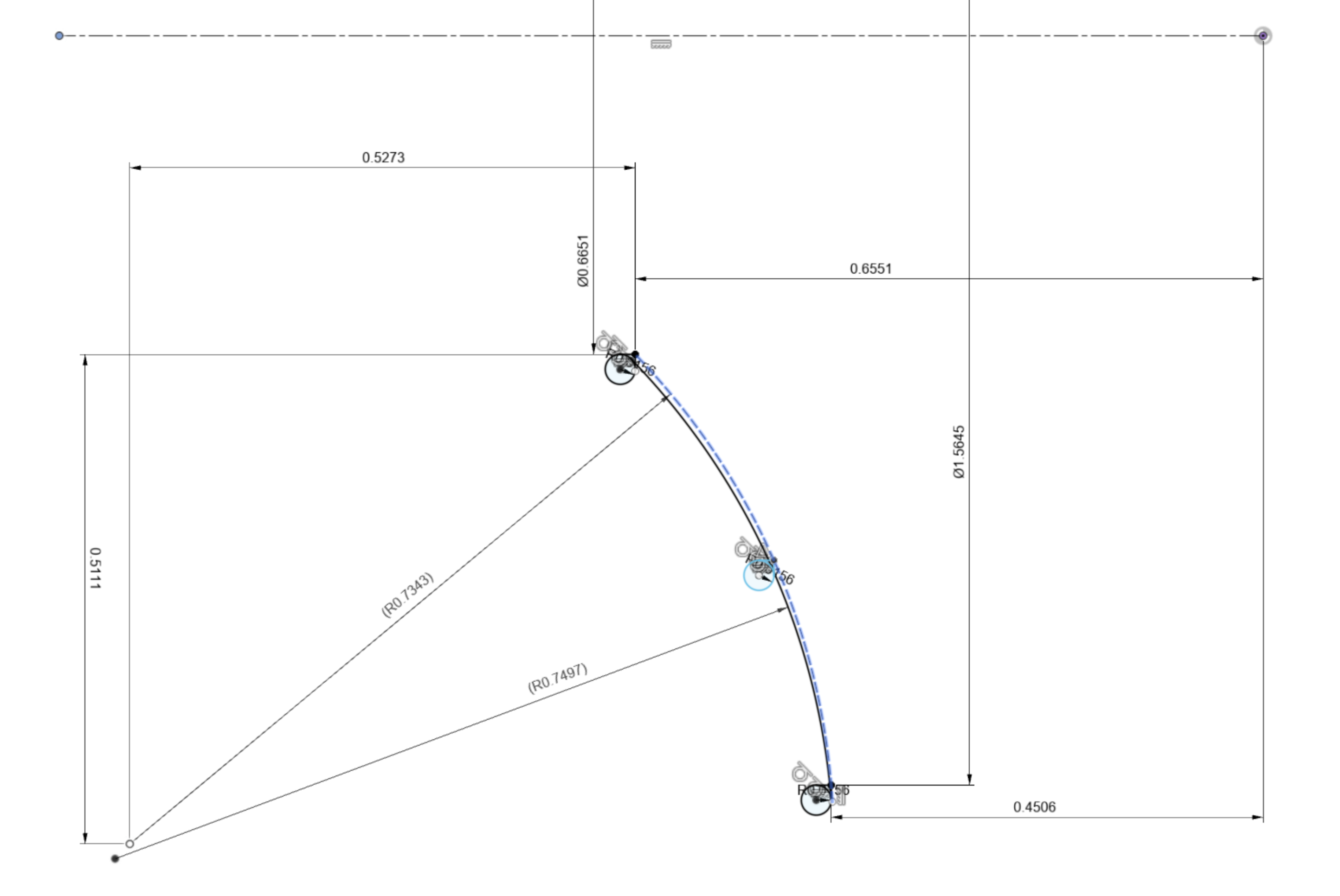
The actual radius of the controlled path is 0.734 (dotted in the picture) and that should (based on three little tool tip drawings and a tangent arc) give a .7497 radius arc.
I have two things left to try, but they are rather clutching at straws.
1) Try setting the tool radius in the tool table to zero. Just to be entirely sure that LinuxCNC isn't trying to do cutter comp.
2) Try adding a G40 to the G-code to make even more sure that it isn't doing cutter comp. Though if G41 or G42 were active they should show up in the active G-codes display.
The actual radius of the controlled path is 0.734 (dotted in the picture) and that should (based on three little tool tip drawings and a tangent arc) give a .7497 radius arc.
I have two things left to try, but they are rather clutching at straws.
1) Try setting the tool radius in the tool table to zero. Just to be entirely sure that LinuxCNC isn't trying to do cutter comp.
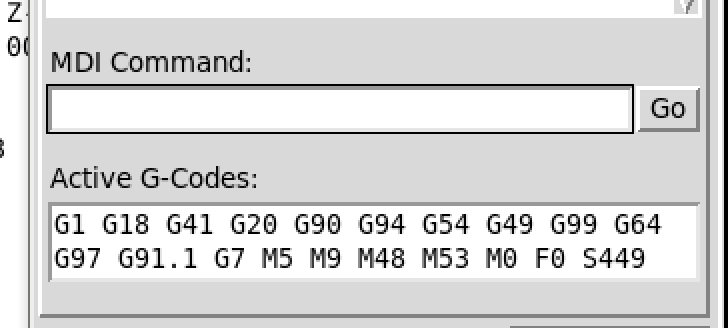
2) Try adding a G40 to the G-code to make even more sure that it isn't doing cutter comp. Though if G41 or G42 were active they should show up in the active G-codes display.
Attachments:
Please Log in or Create an account to join the conversation.
Time to create page: 0.300 seconds