Lathe G2/G3 arc move path inaccuracy
- agdeutschman
- Offline
- New Member
-

Less
More
- Posts: 10
- Thank you received: 0
28 Feb 2023 21:04 #265615
by agdeutschman
Replied by agdeutschman on topic Lathe G2/G3 arc move path inaccuracy
andypugh, thanks for sketching out and verifying!
I will attempt solutions 1 and 2 tonight and measure tomorrow morning.
Thanks!
I will attempt solutions 1 and 2 tonight and measure tomorrow morning.
Thanks!
Please Log in or Create an account to join the conversation.
- agdeutschman
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 0
01 Mar 2023 14:53 #265656
by agdeutschman
Replied by agdeutschman on topic Lathe G2/G3 arc move path inaccuracy
I set Tool 2 radius/diameter to zero in the tool table and evoked G40 at the beginning of my program.
I re-cut the profile an additional .010" Z+ with the changes. There is no change in the profile and it still measures .734".
I re-cut the profile an additional .010" Z+ with the changes. There is no change in the profile and it still measures .734".
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19861
- Thank you received: 4636
01 Mar 2023 17:09 #265661
by andypugh
Replied by andypugh on topic Lathe G2/G3 arc move path inaccuracy
I am running out of ideas.
Maybe you could log the XZ position with HALscope, then plot the points to see what the actual path is? Or have you done something equivalent to this?
Maybe you could log the XZ position with HALscope, then plot the points to see what the actual path is? Or have you done something equivalent to this?
Please Log in or Create an account to join the conversation.
- agdeutschman
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 0
01 Mar 2023 17:42 - 01 Mar 2023 18:01 #265664
by agdeutschman
Replied by agdeutschman on topic Lathe G2/G3 arc move path inaccuracy
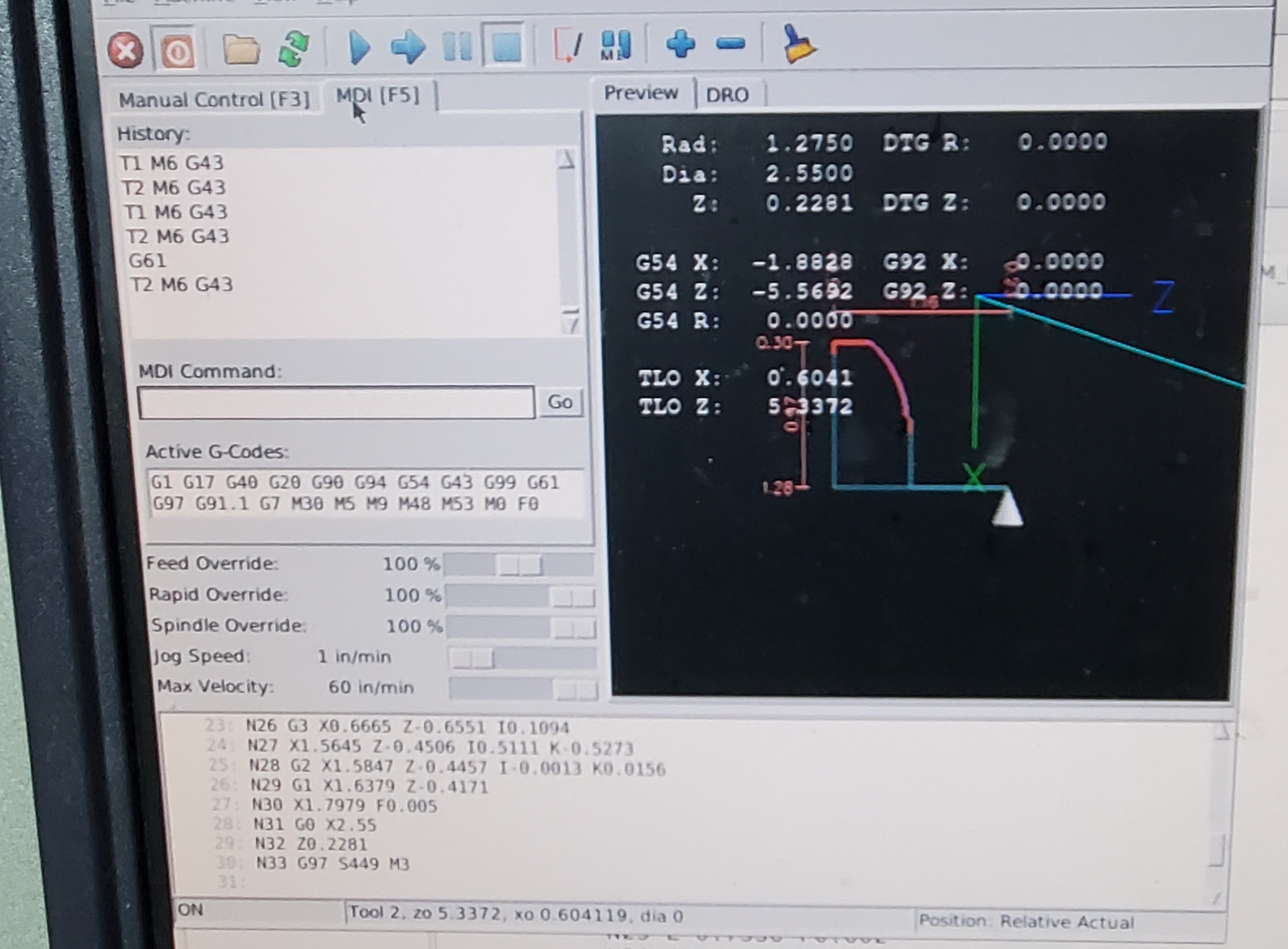
I took a slow motion video of the X,Z coordinates on the preview tab while running the program. I made a X,Z point cloud from the video and applied a best fit arc in CAD. The arc radius measured .734". This with a .016" insert radius should yield .750". I zipped and attached point cloud data with both G64 and G61 evoked.
Are the coordinates displayed in linuxcnc a real time representation of the TCP?
Thanks!
Are the coordinates displayed in linuxcnc a real time representation of the TCP?
Thanks!
Last edit: 01 Mar 2023 18:01 by agdeutschman. Reason: grammar
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
01 Mar 2023 21:19 #265673
by andypugh
Maybe try repeating the procedure with actual / feedback position displayed?
Are you 100% sure that your Z scaling is correct? (I imagine that if it wasn't you would have noticed before now) but I have been caught out once by a 5tpi screw that I thought was 5mm pitch.
(Though I just tried dividing the Z positions by 1.016 in the sketch, and it made the radius .7226, which is even smaller than you are seeing?)
Replied by andypugh on topic Lathe G2/G3 arc move path inaccuracy
They can be, you have the choice of displaying commanded or actual position.Are the coordinates displayed in linuxcnc a real time representation of the TCP?
Maybe try repeating the procedure with actual / feedback position displayed?
Are you 100% sure that your Z scaling is correct? (I imagine that if it wasn't you would have noticed before now) but I have been caught out once by a 5tpi screw that I thought was 5mm pitch.
(Though I just tried dividing the Z positions by 1.016 in the sketch, and it made the radius .7226, which is even smaller than you are seeing?)
Please Log in or Create an account to join the conversation.
- agdeutschman
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 0
01 Mar 2023 21:39 #265677
by agdeutschman
Replied by agdeutschman on topic Lathe G2/G3 arc move path inaccuracy
Thanks, I will re-attempt using feedback position.
I feel confident in the Z scaling because my Z-lengths are all well within tolerance over dozens of parts. It wouldn't hurt to put a travel dial indicator on the Z axis and test though so I will try it.
I feel confident in the Z scaling because my Z-lengths are all well within tolerance over dozens of parts. It wouldn't hurt to put a travel dial indicator on the Z axis and test though so I will try it.
Please Log in or Create an account to join the conversation.
Time to create page: 1.958 seconds