Remap M6: Is this philosophy possible?
- zz912
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 592
- Thank you received: 96
07 Apr 2023 16:52 #268532
by zz912
Replied by zz912 on topic Remap M6: Is this philosophy possible?
With this I consider my question closed and I would like to thank you.
Based on your help I can tell my Remap philosophy IS possible.
I want the python code to at least touch LCNC outside of HAL.
So I will have a HAL component named "remap-python" or "atc-python" or "control-python".
My python code will only control such components. The output pins of these components will be connected to the rest of the HAL components. At the same time, these components can serve as a 'steering' component, as you wrote.
I would like to ask you if it is possible to run the python code after loading LCNC?
I would need to diagnose my CNC and only then allow work on this machine.
I use Gmoccapy.
Based on your help I can tell my Remap philosophy IS possible.
I want the python code to at least touch LCNC outside of HAL.
So I will have a HAL component named "remap-python" or "atc-python" or "control-python".
My python code will only control such components. The output pins of these components will be connected to the rest of the HAL components. At the same time, these components can serve as a 'steering' component, as you wrote.
I would like to ask you if it is possible to run the python code after loading LCNC?
I would need to diagnose my CNC and only then allow work on this machine.
I use Gmoccapy.
Please Log in or Create an account to join the conversation.
- zz912
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 592
- Thank you received: 96
12 Apr 2023 15:36 #268902
by zz912
Replied by zz912 on topic Remap M6: Is this philosophy possible?
Hello,
I am trying to remake my Remap from O-word to python only.
At first I only had:
REMAP = M6 modalgroup=6 python=remap_m6
It doesn't work for me, so I split it up again
REMAP = M6 modalgroup=6 prolog=change_prolog python=remap_m6 epilog=change_epilog
But it still doesn't work.
Question #1 Do I have to use epilog and prolog if I only want python?
Here is my code:
This code behaves very strangely. When I enter the M6 T5 command in MDI, linuxCNC freezes for about 5 seconds, then the LCNC behaves as if the M6 T5 command is executed, then it is necessary to wait about 30 seconds, and suddenly, out of nowhere, the code starts running.
I also have the problem that the command does not work for me:
Can I ask somebody for help?
I am trying to remake my Remap from O-word to python only.
At first I only had:
REMAP = M6 modalgroup=6 python=remap_m6
It doesn't work for me, so I split it up again
REMAP = M6 modalgroup=6 prolog=change_prolog python=remap_m6 epilog=change_epilog
But it still doesn't work.
Question #1 Do I have to use epilog and prolog if I only want python?
Here is my code:
#!/usr/bin/env python3
import hal, time
import linuxcnc
import sys
import emccanon
from interpreter import *
from emccanon import MESSAGE
#throw_exceptions = 1
def change_prolog(self, **words):
try:
if self.selected_pocket < 0:
self.set_errormsg("M6: žádný nástroj není zvolen")
return INTERP_ERROR
if self.cutter_comp_side:
self.set_errormsg("Nemůže proběhnout výměna nástrojů se zapnutou korekcí")
return INTERP_ERROR
s = linuxcnc.stat() # create a connection to the status channel
s.poll() # get current values
if s.actual_position[2] > 0.1:
self.set_errormsg("Nejdříve sjeď osou Z dolů")
return INTERP_ERROR
if not (s.homed.count(1) == s.joints):
self.set_errormsg("Zreferuj nejdříve stroj")
return INTERP_ERROR
otacky = hal.get_value("hm2_7i96.0.encoder.00.velocity")
if (otacky > 0.1 or otacky < -0.1):
self.set_errormsg("Vřeteno se stále točí")
return INTERP_ERROR
self.params["tool_in_spindle"] = self.current_tool
self.params["selected_tool"] = self.selected_tool
self.params["current_pocket"] = self.current_pocket
self.params["selected_pocket"] = self.selected_pocket
except Exception as e:
self.set_errormsg("M6/change prolog: %s" % (e))
return INTERP_ERROR
def remap_m6(self, **words):
try:
self.execute("G53 G0 Z0") #najeti do polohy pro zacatek vymeny
self.execute("G49") #zruseni korekcí nástroje
self.execute("M19 R90 Q20") #natočení vřetene
hal.set_p("atc.0.py-z-limit-atc","True") #zvetseni soft limitu
time.sleep(30)
self.execute("G53 G1 Z195 f2000") #vyjeti vretenem nahoru
#cekani-kontrola najeti horniho snimace ATC)
self.execute("f50") #nastaveni minimalni rychlosti
hal.set_p("atc.0.py-carousel-en","1") #spuštění otáčení karuselu
#čekání dokud se karusel nedotočí
carousel_enable = hal.get_value("carousel.0.ready")
while (carousel_enable == 0):
time.sleep(0.1)
carousel_enable = hal.get_value("carousel.0.ready")
self.execute("G53 G1 Z0 f2000") #najeti do polohy pro vymenu
hal.set_p("atc.0.py-z-limit-atc","False") #puvodni soft limit
self.execute("G43") #zapnuti korekce nástroje
self.execute("M5") #vypnutí polohování vřetene
self.execute("f50") #nastaveni minimalni rychlosti
return INTERP_OK
except Exception as e:
self.set_errormsg("M6/change: %s" % (e))
#hal.set_p("atc.0.py-z-limit-atc","0") #puvodni soft limit
return INTERP_ERROR
def change_epilog(self, **words):
try:
if not self.value_returned:
r = self.blocks[self.remap_level].executing_remap
self.set_errormsg("the %s remap procedure %s did not return a value"
% (r.name,r.remap_ngc if r.remap_ngc else r.remap_py))
yield INTERP_ERROR
if self.blocks[self.remap_level].builtin_used:
#print "---------- M6 builtin recursion, nothing to do"
yield INTERP_OK
else:
if self.return_value > 0.0:
# commit change
self.selected_pocket = int(self.params["selected_pocket"])
emccanon.CHANGE_TOOL(self.selected_pocket)
self.current_pocket = self.selected_pocket
self.selected_pocket = -1
self.selected_tool = -1
# cause a sync()
self.set_tool_parameters()
self.toolchange_flag = True
yield INTERP_EXECUTE_FINISH
else:
# yield to print any messages from the NGC program
yield INTERP_EXECUTE_FINISH
self.set_errormsg("M6 aborted (return code %.1f)" % (self.return_value))
yield INTERP_ERROR
except Exception as e:
self.set_errormsg("M6/change epilog: %s" % (e))
yield INTERP_ERRORThis code behaves very strangely. When I enter the M6 T5 command in MDI, linuxCNC freezes for about 5 seconds, then the LCNC behaves as if the M6 T5 command is executed, then it is necessary to wait about 30 seconds, and suddenly, out of nowhere, the code starts running.
I also have the problem that the command does not work for me:
hal.set_p("atc.0.py-carousel-en","1") Can I ask somebody for help?
Please Log in or Create an account to join the conversation.
- zz912
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 592
- Thank you received: 96
12 Apr 2023 19:36 #268926
by zz912
Replied by zz912 on topic Remap M6: Is this philosophy possible?
I solved problems before, but I have new problem.
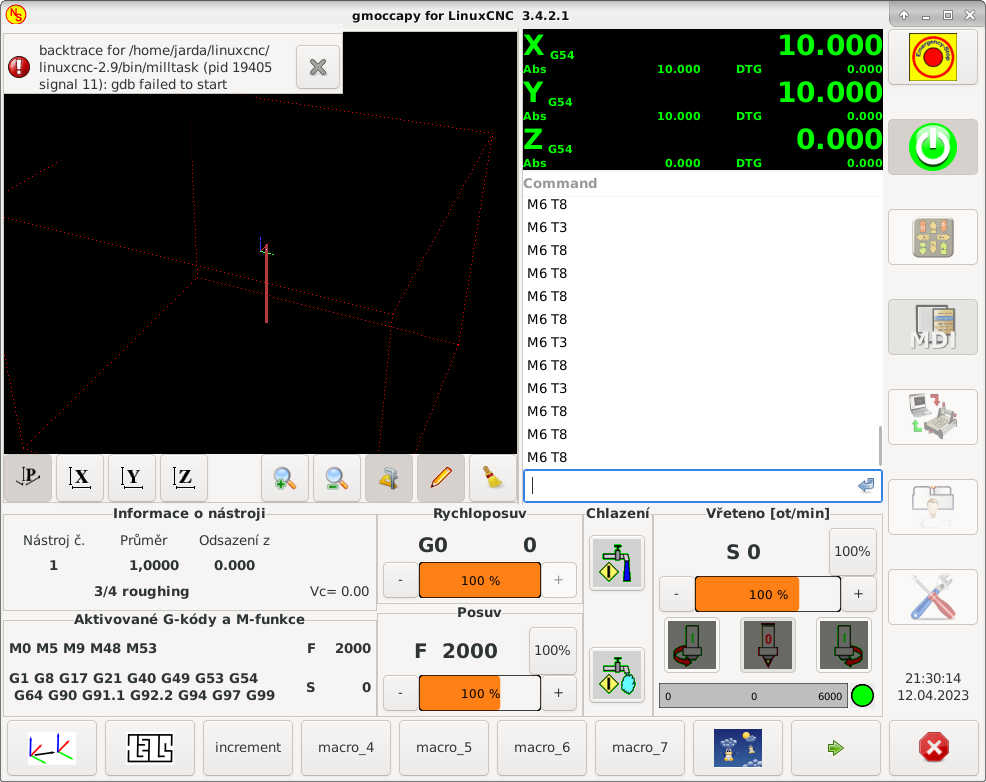
The problem is that if I don't use yield INTERP_EXECUTE_FINISH, my python code doesn't work properly.
If I use the yield INTERP_EXECUTE_FINISH, the python code works correctly for me, but it ends with a signal 11 error, see the image.
#!/usr/bin/env python3
import hal, time
import linuxcnc
import emccanon
from interpreter import *
from emccanon import MESSAGE
from util import lineno
throw_exceptions = 1
def remap_m6(self, **words):
try:
if self.selected_pocket < 0:
self.set_errormsg("M6: žádný nástroj není zvolen")
yield INTERP_ERROR
if self.cutter_comp_side:
self.set_errormsg("Nemůže proběhnout výměna nástrojů se zapnutou korekcí")
yield INTERP_ERROR
s = linuxcnc.stat() # create a connection to the status channel
s.poll() # get current values
if s.actual_position[2] > 0.1:
self.set_errormsg("Nejdříve sjeď osou Z dolů")
yield INTERP_ERROR
if not (s.homed.count(1) == s.joints):
self.set_errormsg("Zreferuj nejdříve stroj")
yield INTERP_ERROR
#otacky = hal.get_value("hm2_7i96.0.encoder.00.velocity")
#if (otacky > 0.1 or otacky < -0.1):
# self.set_errormsg("Vřeteno se stále točí")
# yield INTERP_ERROR
self.params["tool_in_spindle"] = self.current_tool
self.params["selected_tool"] = self.selected_tool
self.params["current_pocket"] = self.current_pocket
self.params["selected_pocket"] = self.selected_pocket
self.execute("G53 G0 Z0",lineno()) #najeti do polohy pro zacatek vymeny
self.execute("G49",lineno()) #zruseni korekcí nástroje
#self.execute("M19 R90 Q20",lineno()) #natočení vřetene
hal.set_p("atc.0.py-z-limit-atc","True") #zvetseni soft limitu
hal.set_p("ini.z.max_limit","200")
# Wait for results
#yield INTERP_EXECUTE_FINISH
self.execute("G53 G1 Z-195 f2000",lineno()) #vyjeti vretenem nahoru
#cekani-kontrola najeti horniho snimace ATC)
self.execute("f50",lineno()) #nastaveni minimalni rychlosti
"""
hal.set_p("atc.0.py-carousel-en","1") #spuštění otáčení karuselu
#čekání dokud se karusel nedotočí
carousel_enable = hal.get_value("carousel.0.ready")
while (carousel_enable == 0):
time.sleep(0.1)
carousel_enable = hal.get_value("carousel.0.ready")
"""
self.execute("G53 G1 Z0 f2000",lineno()) #najeti do polohy pro vymenu
# Wait for results
yield INTERP_EXECUTE_FINISH
hal.set_p("atc.0.py-z-limit-atc","False") #puvodni soft limit
hal.set_p("ini.z.max_limit","10")
time.sleep(0.1)
self.execute("G43",lineno()) #zapnuti korekce nástroje
self.execute("M5",lineno()) #vypnutí polohování vřetene
self.execute("f50",lineno()) #nastaveni minimalni rychlosti
yield INTERP_OK
except Exception as e:
self.set_errormsg("M6/change: %s" % (e))
#hal.set_p("atc.0.py-z-limit-atc","0") #puvodni soft limit
yield INTERP_ERROR
The problem is that if I don't use yield INTERP_EXECUTE_FINISH, my python code doesn't work properly.
If I use the yield INTERP_EXECUTE_FINISH, the python code works correctly for me, but it ends with a signal 11 error, see the image.
Attachments:
Please Log in or Create an account to join the conversation.
Time to create page: 0.294 seconds