Mesa 5i25 + 7i77D can't cofig
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21635
- Thank you received: 7391
29 Apr 2021 13:49 #207375
by tommylight
Replied by tommylight on topic Mesa 5i25 + 7i77D can't cofig
OK that seems good, for Z set it to 1 or 2 and try again.
Then set the jog velocity to very slow and try to jog very shortly in both directions for each axis. If any of them "jump" the direction for the output or the encoder has to be reversed in hal.
Then set the jog velocity to very slow and try to jog very shortly in both directions for each axis. If any of them "jump" the direction for the output or the encoder has to be reversed in hal.
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-
Less
More
- Posts: 17919
- Thank you received: 5247
29 Apr 2021 15:03 #207380
by PCW
Replied by PCW on topic Mesa 5i25 + 7i77D can't cofig
Jerks/overshoots when jogging can be caused by incorrect (too high) FF1
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Taichi
-
 Topic Author
Topic Author
- Offline
- Senior Member
-

Less
More
- Posts: 45
- Thank you received: 0
29 Apr 2021 20:18 #207394
by Taichi
Replied by Taichi on topic Mesa 5i25 + 7i77D can't cofig
Can you explain me what means that all parameters in servo tune?
I read your instructions maybe hundred times.
In English can't fully understand what you mean. Google translate bad working with technical words. Excuse me if i make stupid question.
I understood what you said about different direction of encoder and motor. Motor drift to positive side and encoder counting to negative side. Linuxcnc think that need to compensate in analogoutN. Encoder counting faster to same direction, close loop and we have rise amplitude vibration.
jog.n.f-error its that parameter who show bad fluctuations when PID controller try to move servo?
Minimum fluctuations = maximum performance
I read your instructions maybe hundred times.
In English can't fully understand what you mean. Google translate bad working with technical words. Excuse me if i make stupid question.
I understood what you said about different direction of encoder and motor. Motor drift to positive side and encoder counting to negative side. Linuxcnc think that need to compensate in analogoutN. Encoder counting faster to same direction, close loop and we have rise amplitude vibration.
jog.n.f-error its that parameter who show bad fluctuations when PID controller try to move servo?
Minimum fluctuations = maximum performance
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21635
- Thank you received: 7391
29 Apr 2021 21:01 #207401
by tommylight
Replied by tommylight on topic Mesa 5i25 + 7i77D can't cofig
I think wee need to do this step by step since a lot of info gets lost in translation.
Do the drives disable and enable with F2 ?
This is the first thing to have working.
Do the drives disable and enable with F2 ?
This is the first thing to have working.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17919
- Thank you received: 5247
29 Apr 2021 21:05 #207403
by PCW
Replied by PCW on topic Mesa 5i25 + 7i77D can't cofig
To avoid jerks/oscillations set all P terms to say 2
and _all_ other PID terms to 0 to start
Then you need to look at one of the tuning tutorials,
open the calibrate menus and tune one parameter
on one axis at a time.
and _all_ other PID terms to 0 to start
Then you need to look at one of the tuning tutorials,
open the calibrate menus and tune one parameter
on one axis at a time.
Please Log in or Create an account to join the conversation.
- Taichi
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 45
- Thank you received: 0
30 Apr 2021 18:58 - 30 Apr 2021 19:02 #207474
by Taichi
Replied by Taichi on topic Mesa 5i25 + 7i77D can't cofig
Today i worked with one axes X.
I set P value to 20 and FF1 to 0
Then stepped by instructions i got:
P value: 40
FF1:0.22
Motor on 60mm/m run smooth and silent.
But in stop position, DRO make little jumps and in f-error line was some little amplitude noise. I heard vibration.
I decided to grounded computer directly to ground line.
And know what, noise disappeared. I got nice horizontal line in f-error signal. Motor stand still, DRO not moved.
In calibration menu i corrected FF1 to 0.24 and line f-error stand at center. On start/stop ware splash line. So i changed FF2 value to 0.0008.
What i have:
P = 40
FF1 = 0.24
FF2 = 0.0008
From 1 to 240mm/m motor move without hits and f-error signal so little change. But in 250mm/m amplitude f-error rise over 20 times and motor start/stop with hits.
In manual written thar servo/joint can move with 10000/5000 mm/m (reduction ratio 2/1)
Need to tune more?
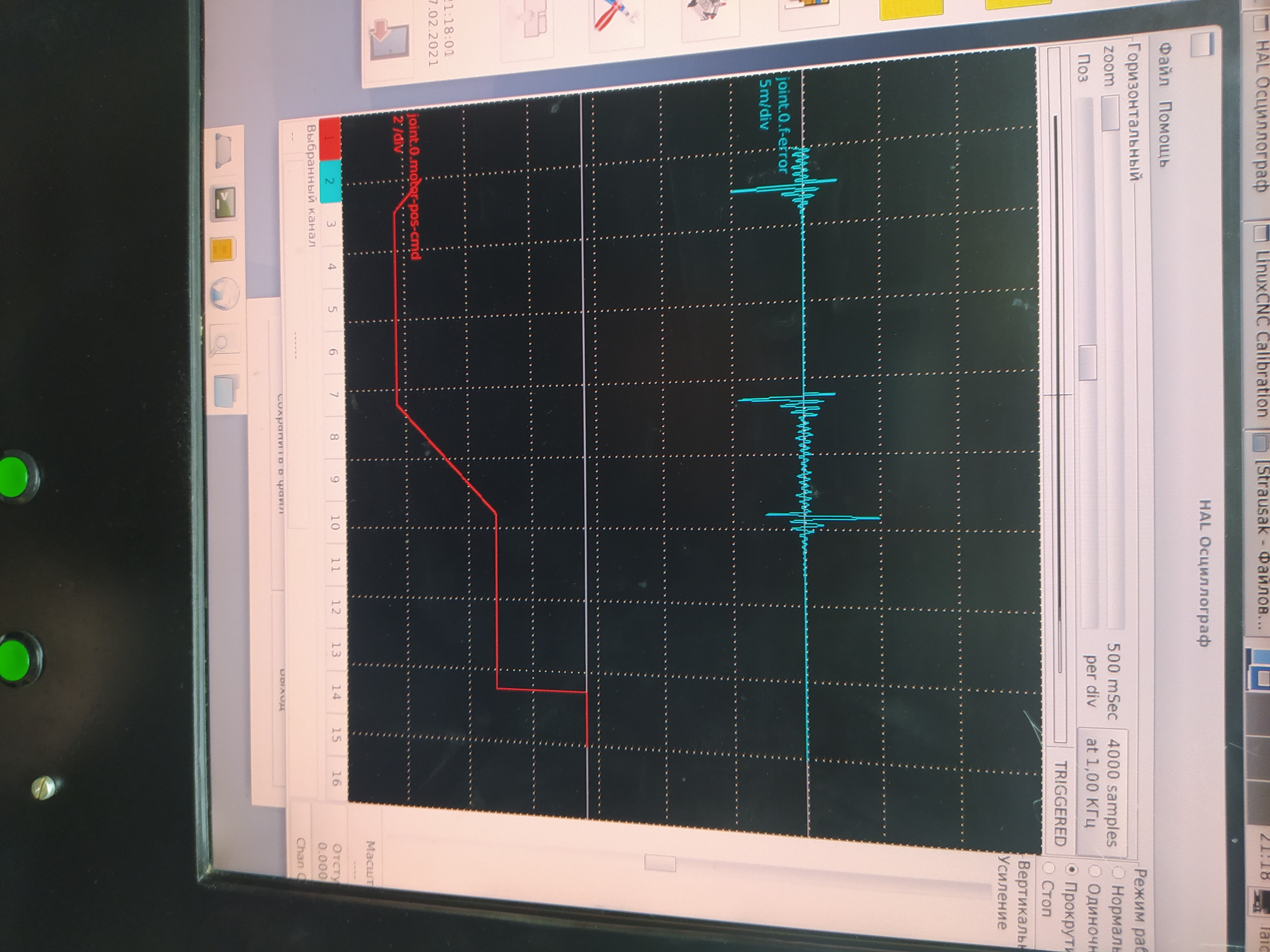
Photo after tune.
I set P value to 20 and FF1 to 0
Then stepped by instructions i got:
P value: 40
FF1:0.22
Motor on 60mm/m run smooth and silent.
But in stop position, DRO make little jumps and in f-error line was some little amplitude noise. I heard vibration.
I decided to grounded computer directly to ground line.
And know what, noise disappeared. I got nice horizontal line in f-error signal. Motor stand still, DRO not moved.
In calibration menu i corrected FF1 to 0.24 and line f-error stand at center. On start/stop ware splash line. So i changed FF2 value to 0.0008.
What i have:
P = 40
FF1 = 0.24
FF2 = 0.0008
From 1 to 240mm/m motor move without hits and f-error signal so little change. But in 250mm/m amplitude f-error rise over 20 times and motor start/stop with hits.
In manual written thar servo/joint can move with 10000/5000 mm/m (reduction ratio 2/1)
Need to tune more?
Photo after tune.
# Generated by PNCconf at Wed Feb 17 18:23:45 2021
# Using LinuxCNC version: 2.8
# Все изменения в этом файле будут перезаписаны
# overwritten when you run PNCconf again
[EMC]
MACHINE = Strausak
DEBUG = 0
VERSION = 1.1
[DISPLAY]
DISPLAY = gmoccapy
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 2.000000
MAX_SPINDLE_OVERRIDE = 1.000000
MIN_SPINDLE_OVERRIDE = 0.500000
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/taichi/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
POSITION_FEEDBACK = ACTUAL
DEFAULT_LINEAR_VELOCITY = 6.000000
MAX_LINEAR_VELOCITY = 25.000000
MIN_LINEAR_VELOCITY = 0.500000
DEFAULT_ANGULAR_VELOCITY = 12.000000
MAX_ANGULAR_VELOCITY = 180.000000
MIN_ANGULAR_VELOCITY = 1.666667
EDITOR = gedit
GEOMETRY = xyzab
#EMBED_TAB_NAME = left_side_panel
#EMBED_TAB_LOCATION = box_left
#EMBED_TAB_COMMAND = gladevcp -g 64x697+997+10 -H v_buttonlist.hal v_buttonlist.glade
#EMBED_TAB_NAME = right_side_panel
#EMBED_TAB_LOCATION = box_right
#EMBED_TAB_COMMAND = gladevcp -g 995x64+0+805 -H h_buttonlist.hal h_buttonlist.glade
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
SERVO_PERIOD = 1000000
[HMOT]
# **** This is for info only ****
CARD0=hm2_5i25.0
[HAL]
HALUI = halui
HALFILE = Strausak.hal
HALFILE = custom.hal
POSTGUI_HALFILE = postgui_call_list.hal
SHUTDOWN = shutdown.hal
[HALUI]
[KINS]
JOINTS = 5
KINEMATICS = trivkins coordinates=XYZAB
[TRAJ]
COORDINATES = XYZAB
MAX_ANGULAR_VELOCITY = 33.33
DEFAULT_ANGULAR_VELOCITY = 3.33
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
DEFAULT_LINEAR_VELOCITY = 5.00
MAX_LINEAR_VELOCITY = 50.00
NO_FORCE_HOMING = 1
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
#******************************************
[AXIS_X]
MAX_VELOCITY = 50.0
MAX_ACCELERATION = 200.0
MIN_LIMIT = -0.01
MAX_LIMIT = 350.0
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 50.0
MAX_ACCELERATION = 200.0
P = 40
I = 0
D = 0
FF0 = 0
FF1 = 0.238
FF2 = 0.0011
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 1
ENCODER_SCALE = -20000
OUTPUT_SCALE = -10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -0.01
MAX_LIMIT = 350.0
HOME_OFFSET = 0.0
#******************************************
#******************************************
[AXIS_Y]
MAX_VELOCITY = 50.0
MAX_ACCELERATION = 200.0
MIN_LIMIT = -0.01
MAX_LIMIT = 2350000.0
[JOINT_1]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 50.0
MAX_ACCELERATION = 200.0
P = 30
I = 0
D = 0
FF0 = 0
FF1 = 0
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = 20000
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -0.01
MAX_LIMIT = 2350000.0
HOME_OFFSET = 0.0
#******************************************
#******************************************
[AXIS_Z]
MAX_VELOCITY = 50.0
MAX_ACCELERATION = 200.0
MIN_LIMIT = -350.0
MAX_LIMIT = 0.01
[JOINT_2]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 50.0
MAX_ACCELERATION = 200.0
P = 30
I = 0
D = 0
FF0 = 0
FF1 = 0
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = -20000
OUTPUT_SCALE = -10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -350.0
MAX_LIMIT = 0.01
HOME_OFFSET = 0.0
#******************************************
#******************************************
[AXIS_A]
MAX_VELOCITY = 33.3333333333
MAX_ACCELERATION = 100.0
MIN_LIMIT = -9999.0
MAX_LIMIT = 9999.0
[JOINT_3]
TYPE = ANGULAR
HOME = 0.0
FERROR = 0.5
MIN_FERROR = 0.05
MAX_VELOCITY = 33.3333333333
MAX_ACCELERATION = 100.0
P = 30
I = 0
D = 0
FF0 = 0
FF1 = 0
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = 4166.667
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -9999.0
MAX_LIMIT = 9999.0
HOME_OFFSET = 0.0
#******************************************
#******************************************
[AXIS_B]
MAX_VELOCITY = 33.3333333333
MAX_ACCELERATION = 100.0
MIN_LIMIT = -9999.0
MAX_LIMIT = 9999.0
[JOINT_4]
TYPE = ANGULAR
HOME = 0.0
FERROR = 0.5
MIN_FERROR = 0.05
MAX_VELOCITY = 33.3333333333
MAX_ACCELERATION = 100.0
P = 30
I = 0
D = 0
FF0 = 0
FF1 = 0
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = 4166.667
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -9999.0
MAX_LIMIT = 9999.0
HOME_OFFSET = 0.0
#******************************************
[SPINDLE_0]
P = 0
I = 0
D = 0
FF0 = 1
FF1 = 0
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 2000# Generated by PNCconf at Wed Feb 17 18:23:45 2021
# Using LinuxCNC version: 2.8
# Все изменения в этом файле будут перезаписаны
# overwritten when you run PNCconf again
loadrt [KINS]KINEMATICS
loadrt [EMCMOT]EMCMOT servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[KINS]JOINTS
loadrt hostmot2
loadrt hm2_pci config=" num_encoders=6 num_pwmgens=0 num_stepgens=0 sserial_port_0=000xxx"
setp hm2_5i25.0.watchdog.timeout_ns 5000000
loadrt pid names=pid.x,pid.y,pid.z,pid.a,pid.b,pid.s
addf hm2_5i25.0.read servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf pid.x.do-pid-calcs servo-thread
addf pid.y.do-pid-calcs servo-thread
addf pid.z.do-pid-calcs servo-thread
addf pid.a.do-pid-calcs servo-thread
addf pid.b.do-pid-calcs servo-thread
addf pid.s.do-pid-calcs servo-thread
addf hm2_5i25.0.write servo-thread
# external output signals
# --- MACHINE-IS-ENABLED ---
net machine-is-enabled => hm2_5i25.0.7i77.0.0.output-00
# external input signals
#*******************
# AXIS X JOINT 0
#*******************
setp pid.x.Pgain [JOINT_0]P
setp pid.x.Igain [JOINT_0]I
setp pid.x.Dgain [JOINT_0]D
setp pid.x.bias [JOINT_0]BIAS
setp pid.x.FF0 [JOINT_0]FF0
setp pid.x.FF1 [JOINT_0]FF1
setp pid.x.FF2 [JOINT_0]FF2
setp pid.x.deadband [JOINT_0]DEADBAND
setp pid.x.maxoutput [JOINT_0]MAX_OUTPUT
setp pid.x.error-previous-target true
net x-index-enable <=> pid.x.index-enable
net x-enable => pid.x.enable
net x-pos-cmd => pid.x.command
net x-pos-fb => pid.x.feedback
net x-output <= pid.x.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout0-scalemax [JOINT_0]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout0-minlim [JOINT_0]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout0-maxlim [JOINT_0]OUTPUT_MAX_LIMIT
net x-output => hm2_5i25.0.7i77.0.1.analogout0
net x-pos-cmd <= joint.0.motor-pos-cmd
net x-enable <= joint.0.amp-enable-out
# enable _all_ sserial pwmgens
net x-enable => hm2_5i25.0.7i77.0.1.analogena
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.00.counter-mode 0
setp hm2_5i25.0.encoder.00.filter 1
setp hm2_5i25.0.encoder.00.index-invert 0
setp hm2_5i25.0.encoder.00.index-mask 0
setp hm2_5i25.0.encoder.00.index-mask-invert 0
setp hm2_5i25.0.encoder.00.scale [JOINT_0]ENCODER_SCALE
net x-pos-fb <= hm2_5i25.0.encoder.00.position
net x-vel-fb <= hm2_5i25.0.encoder.00.velocity
net x-pos-fb => joint.0.motor-pos-fb
net x-index-enable joint.0.index-enable <=> hm2_5i25.0.encoder.00.index-enable
net x-pos-rawcounts <= hm2_5i25.0.encoder.00.rawcounts
# ---setup home / limit switch signals---
net x-home-sw => joint.0.home-sw-in
net x-neg-limit => joint.0.neg-lim-sw-in
net x-pos-limit => joint.0.pos-lim-sw-in
#*******************
# AXIS Y JOINT 1
#*******************
setp pid.y.Pgain [JOINT_1]P
setp pid.y.Igain [JOINT_1]I
setp pid.y.Dgain [JOINT_1]D
setp pid.y.bias [JOINT_1]BIAS
setp pid.y.FF0 [JOINT_1]FF0
setp pid.y.FF1 [JOINT_1]FF1
setp pid.y.FF2 [JOINT_1]FF2
setp pid.y.deadband [JOINT_1]DEADBAND
setp pid.y.maxoutput [JOINT_1]MAX_OUTPUT
setp pid.y.error-previous-target true
net y-index-enable <=> pid.y.index-enable
net y-enable => pid.y.enable
net y-pos-cmd => pid.y.command
net y-pos-fb => pid.y.feedback
net y-output <= pid.y.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout1-scalemax [JOINT_1]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout1-minlim [JOINT_1]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout1-maxlim [JOINT_1]OUTPUT_MAX_LIMIT
net y-output => hm2_5i25.0.7i77.0.1.analogout1
net y-pos-cmd <= joint.1.motor-pos-cmd
net y-enable <= joint.1.amp-enable-out
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.01.counter-mode 0
setp hm2_5i25.0.encoder.01.filter 1
setp hm2_5i25.0.encoder.01.index-invert 0
setp hm2_5i25.0.encoder.01.index-mask 0
setp hm2_5i25.0.encoder.01.index-mask-invert 0
setp hm2_5i25.0.encoder.01.scale [JOINT_1]ENCODER_SCALE
net y-pos-fb <= hm2_5i25.0.encoder.01.position
net y-vel-fb <= hm2_5i25.0.encoder.01.velocity
net y-pos-fb => joint.1.motor-pos-fb
net y-index-enable joint.1.index-enable <=> hm2_5i25.0.encoder.01.index-enable
net y-pos-rawcounts <= hm2_5i25.0.encoder.01.rawcounts
# ---setup home / limit switch signals---
net y-home-sw => joint.1.home-sw-in
net y-neg-limit => joint.1.neg-lim-sw-in
net y-pos-limit => joint.1.pos-lim-sw-in
#*******************
# AXIS Z JOINT 2
#*******************
setp pid.z.Pgain [JOINT_2]P
setp pid.z.Igain [JOINT_2]I
setp pid.z.Dgain [JOINT_2]D
setp pid.z.bias [JOINT_2]BIAS
setp pid.z.FF0 [JOINT_2]FF0
setp pid.z.FF1 [JOINT_2]FF1
setp pid.z.FF2 [JOINT_2]FF2
setp pid.z.deadband [JOINT_2]DEADBAND
setp pid.z.maxoutput [JOINT_2]MAX_OUTPUT
setp pid.z.error-previous-target true
net z-index-enable <=> pid.z.index-enable
net z-enable => pid.z.enable
net z-pos-cmd => pid.z.command
net z-pos-fb => pid.z.feedback
net z-output <= pid.z.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout2-scalemax [JOINT_2]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout2-minlim [JOINT_2]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout2-maxlim [JOINT_2]OUTPUT_MAX_LIMIT
net z-output => hm2_5i25.0.7i77.0.1.analogout2
net z-pos-cmd <= joint.2.motor-pos-cmd
net z-enable <= joint.2.amp-enable-out
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.02.counter-mode 0
setp hm2_5i25.0.encoder.02.filter 1
setp hm2_5i25.0.encoder.02.index-invert 0
setp hm2_5i25.0.encoder.02.index-mask 0
setp hm2_5i25.0.encoder.02.index-mask-invert 0
setp hm2_5i25.0.encoder.02.scale [JOINT_2]ENCODER_SCALE
net z-pos-fb <= hm2_5i25.0.encoder.02.position
net z-vel-fb <= hm2_5i25.0.encoder.02.velocity
net z-pos-fb => joint.2.motor-pos-fb
net z-index-enable joint.2.index-enable <=> hm2_5i25.0.encoder.02.index-enable
net z-pos-rawcounts <= hm2_5i25.0.encoder.02.rawcounts
# ---setup home / limit switch signals---
net z-home-sw => joint.2.home-sw-in
net z-neg-limit => joint.2.neg-lim-sw-in
net z-pos-limit => joint.2.pos-lim-sw-in
#*******************
# AXIS A JOINT 3
#*******************
setp pid.a.Pgain [JOINT_3]P
setp pid.a.Igain [JOINT_3]I
setp pid.a.Dgain [JOINT_3]D
setp pid.a.bias [JOINT_3]BIAS
setp pid.a.FF0 [JOINT_3]FF0
setp pid.a.FF1 [JOINT_3]FF1
setp pid.a.FF2 [JOINT_3]FF2
setp pid.a.deadband [JOINT_3]DEADBAND
setp pid.a.maxoutput [JOINT_3]MAX_OUTPUT
setp pid.a.error-previous-target true
net a-index-enable <=> pid.a.index-enable
net a-enable => pid.a.enable
net a-pos-cmd => pid.a.command
net a-pos-fb => pid.a.feedback
net a-output <= pid.a.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout3-scalemax [JOINT_3]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout3-minlim [JOINT_3]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout3-maxlim [JOINT_3]OUTPUT_MAX_LIMIT
net a-output => hm2_5i25.0.7i77.0.1.analogout3
net a-pos-cmd <= joint.3.motor-pos-cmd
net a-enable <= joint.3.amp-enable-out
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.03.counter-mode 0
setp hm2_5i25.0.encoder.03.filter 1
setp hm2_5i25.0.encoder.03.index-invert 0
setp hm2_5i25.0.encoder.03.index-mask 0
setp hm2_5i25.0.encoder.03.index-mask-invert 0
setp hm2_5i25.0.encoder.03.scale [JOINT_3]ENCODER_SCALE
net a-pos-fb <= hm2_5i25.0.encoder.03.position
net a-vel-fb <= hm2_5i25.0.encoder.03.velocity
net a-pos-fb => joint.3.motor-pos-fb
net a-index-enable joint.3.index-enable <=> hm2_5i25.0.encoder.03.index-enable
net a-pos-rawcounts <= hm2_5i25.0.encoder.03.rawcounts
# ---setup home / limit switch signals---
net a-home-sw => joint.3.home-sw-in
net a-neg-limit => joint.3.neg-lim-sw-in
net a-pos-limit => joint.3.pos-lim-sw-in
#*******************
# AXIS B JOINT 4
#*******************
setp pid.b.Pgain [JOINT_4]P
setp pid.b.Igain [JOINT_4]I
setp pid.b.Dgain [JOINT_4]D
setp pid.b.bias [JOINT_4]BIAS
setp pid.b.FF0 [JOINT_4]FF0
setp pid.b.FF1 [JOINT_4]FF1
setp pid.b.FF2 [JOINT_4]FF2
setp pid.b.deadband [JOINT_4]DEADBAND
setp pid.b.maxoutput [JOINT_4]MAX_OUTPUT
setp pid.b.error-previous-target true
net b-index-enable <=> pid.b.index-enable
net b-enable => pid.b.enable
net b-pos-cmd => pid.b.command
net b-pos-fb => pid.b.feedback
net b-output <= pid.b.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout4-scalemax [JOINT_4]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout4-minlim [JOINT_4]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout4-maxlim [JOINT_4]OUTPUT_MAX_LIMIT
net b-output => hm2_5i25.0.7i77.0.1.analogout4
net b-pos-cmd <= joint.4.motor-pos-cmd
net b-enable <= joint.4.amp-enable-out
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.04.counter-mode 0
setp hm2_5i25.0.encoder.04.filter 1
setp hm2_5i25.0.encoder.04.index-invert 0
setp hm2_5i25.0.encoder.04.index-mask 0
setp hm2_5i25.0.encoder.04.index-mask-invert 0
setp hm2_5i25.0.encoder.04.scale [JOINT_4]ENCODER_SCALE
net b-pos-fb <= hm2_5i25.0.encoder.04.position
net b-vel-fb <= hm2_5i25.0.encoder.04.velocity
net b-pos-fb => joint.4.motor-pos-fb
net b-index-enable joint.4.index-enable <=> hm2_5i25.0.encoder.04.index-enable
net b-pos-rawcounts <= hm2_5i25.0.encoder.04.rawcounts
# ---setup home / limit switch signals---
net b-home-sw => joint.4.home-sw-in
net b-neg-limit => joint.4.neg-lim-sw-in
net b-pos-limit => joint.4.pos-lim-sw-in
#*******************
# SPINDLE
#*******************
setp pid.s.Pgain [SPINDLE_0]P
setp pid.s.Igain [SPINDLE_0]I
setp pid.s.Dgain [SPINDLE_0]D
setp pid.s.bias [SPINDLE_0]BIAS
setp pid.s.FF0 [SPINDLE_0]FF0
setp pid.s.FF1 [SPINDLE_0]FF1
setp pid.s.FF2 [SPINDLE_0]FF2
setp pid.s.deadband [SPINDLE_0]DEADBAND
setp pid.s.maxoutput [SPINDLE_0]MAX_OUTPUT
setp pid.s.error-previous-target true
net spindle-index-enable <=> pid.s.index-enable
net spindle-enable => pid.s.enable
net spindle-vel-cmd-rpm => pid.s.command
net spindle-vel-fb-rpm => pid.s.feedback
net spindle-output <= pid.s.output
# ---setup spindle control signals---
net spindle-vel-cmd-rps <= spindle.0.speed-out-rps
net spindle-vel-cmd-rps-abs <= spindle.0.speed-out-rps-abs
net spindle-vel-cmd-rpm <= spindle.0.speed-out
net spindle-vel-cmd-rpm-abs <= spindle.0.speed-out-abs
net spindle-enable <= spindle.0.on
net spindle-cw <= spindle.0.forward
net spindle-ccw <= spindle.0.reverse
net spindle-brake <= spindle.0.brake
net spindle-revs => spindle.0.revs
net spindle-at-speed => spindle.0.at-speed
net spindle-vel-fb-rps => spindle.0.speed-in
net spindle-index-enable <=> spindle.0.index-enable
# ---Setup spindle at speed signals---
sets spindle-at-speed true
#******************************
# connect miscellaneous signals
#******************************
# ---HALUI signals---
net axis-select-x halui.axis.x.select
net jog-x-pos halui.axis.x.plus
net jog-x-neg halui.axis.x.minus
net jog-x-analog halui.axis.x.analog
net x-is-homed halui.joint.0.is-homed
net axis-select-y halui.axis.y.select
net jog-y-pos halui.axis.y.plus
net jog-y-neg halui.axis.y.minus
net jog-y-analog halui.axis.y.analog
net y-is-homed halui.joint.1.is-homed
net axis-select-z halui.axis.z.select
net jog-z-pos halui.axis.z.plus
net jog-z-neg halui.axis.z.minus
net jog-z-analog halui.axis.z.analog
net z-is-homed halui.joint.2.is-homed
net axis-select-a halui.axis.a.select
net jog-a-pos halui.axis.a.plus
net jog-a-neg halui.axis.a.minus
net jog-a-analog halui.axis.a.analog
net a-is-homed halui.joint.3.is-homed
net jog-selected-pos halui.axis.selected.plus
net jog-selected-neg halui.axis.selected.minus
net spindle-manual-cw halui.spindle.0.forward
net spindle-manual-ccw halui.spindle.0.reverse
net spindle-manual-stop halui.spindle.0.stop
net machine-is-on halui.machine.is-on
net jog-speed halui.axis.jog-speed
net MDI-mode halui.mode.is-mdi
# ---coolant signals---
net coolant-mist <= iocontrol.0.coolant-mist
net coolant-flood <= iocontrol.0.coolant-flood
# ---probe signal---
net probe-in => motion.probe-input
# ---motion control signals---
net in-position <= motion.in-position
net machine-is-enabled <= motion.motion-enabled
# ---digital in / out signals---
# ---estop signals---
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
# ---toolchange signals for custom tool changer---
net tool-number <= iocontrol.0.tool-prep-number
net tool-change-request <= iocontrol.0.tool-change
net tool-change-confirmed => iocontrol.0.tool-changed
net tool-prepare-request <= iocontrol.0.tool-prepare
net tool-prepare-confirmed => iocontrol.0.tool-prepared
Attachments:
Last edit: 30 Apr 2021 19:02 by Taichi.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17919
- Thank you received: 5247
30 Apr 2021 19:07 - 30 Apr 2021 19:11 #207475
by PCW
Replied by PCW on topic Mesa 5i25 + 7i77D can't cofig
1. Can you post your current hal and ini files?
Edit I see you added these, I don't see anything wrong at first glance
2. A screen shot of the halscope plot would be a lot more legible
3. Plotting the following error versus velocity rather than position is easier to interpret
Edit I see you added these, I don't see anything wrong at first glance
2. A screen shot of the halscope plot would be a lot more legible
3. Plotting the following error versus velocity rather than position is easier to interpret
Last edit: 30 Apr 2021 19:11 by PCW.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17919
- Thank you received: 5247
30 Apr 2021 19:37 - 30 Apr 2021 19:38 #207476
by PCW
This statement will limit the maximum output voltage to +-1V
or 1/10th of full velocity. This is likely the reason you get a following error
when attempting to move at higher speeds. it should be set to 0 or 10
Replied by PCW on topic Mesa 5i25 + 7i77D can't cofig
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
.................................
MAX_OUTPUT = 1
^^^^^^^^^^^^^^^^^^^^^
This statement will limit the maximum output voltage to +-1V
or 1/10th of full velocity. This is likely the reason you get a following error
when attempting to move at higher speeds. it should be set to 0 or 10
Last edit: 30 Apr 2021 19:38 by PCW.
Please Log in or Create an account to join the conversation.
- Taichi
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 45
- Thank you received: 0
30 Apr 2021 20:24 #207481
by Taichi
Replied by Taichi on topic Mesa 5i25 + 7i77D can't cofig
I set max_output = 1 on first start pncconfig.
And successfully forgot about it.
Ok, weekend will end, i will try to make graphics f-error vs velocity.
You know, I don't know what the end result should look like. I have no experience in this.
Do I have to achieve a perfectly smooth graph or should the graph not go beyond of max_error in all operating modes?
Also, the time zone prevents us from communicating normally. Anyway, thanks you for the help.
And successfully forgot about it.
Ok, weekend will end, i will try to make graphics f-error vs velocity.
You know, I don't know what the end result should look like. I have no experience in this.
Do I have to achieve a perfectly smooth graph or should the graph not go beyond of max_error in all operating modes?
Also, the time zone prevents us from communicating normally. Anyway, thanks you for the help.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17919
- Thank you received: 5247
30 Apr 2021 20:58 #207488
by PCW
Replied by PCW on topic Mesa 5i25 + 7i77D can't cofig
The errors will always be there depending on how much you magnify them...
Your plot currently shows a peak error of 5 microns
and a error during (slow) motion of less than 1 micron.
I would say that is quite good for a standard mill,
If you can maintain that accuracy up to higher speeds.
Your current following error limits are huge (1 to 10 MM!)
If you have errors of this size it means a setup error or
hardware fault. These large following error limits are good
for tuning but should be reduced once tuning is complete
Your plot currently shows a peak error of 5 microns
and a error during (slow) motion of less than 1 micron.
I would say that is quite good for a standard mill,
If you can maintain that accuracy up to higher speeds.
Your current following error limits are huge (1 to 10 MM!)
If you have errors of this size it means a setup error or
hardware fault. These large following error limits are good
for tuning but should be reduced once tuning is complete
Please Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.152 seconds