Gscreen - a GTK / Glade / Python based screen
- ditechcnc
- Offline
- New Member
-

Less
More
- Posts: 16
- Thank you received: 2
02 Mar 2013 20:04 #30765
by ditechcnc
Replied by ditechcnc on topic Gscreen - a GTK / Glade / Python based screen
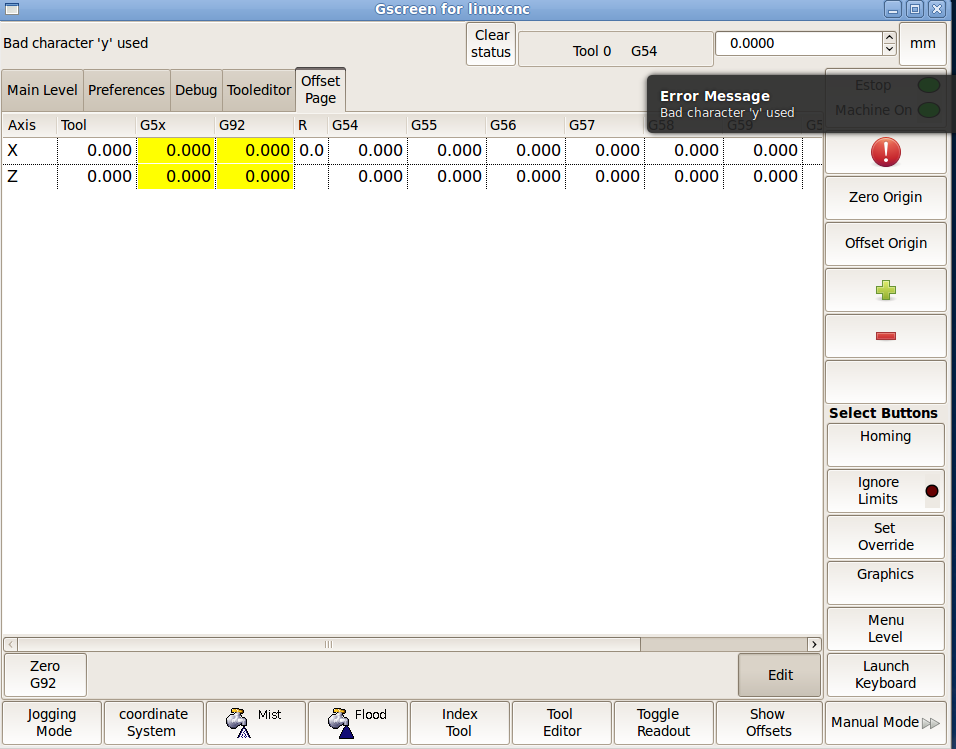
After Homing both Axis
i go to offset page and
click edit button to set G54
enter Z new value and after pressing
enter key an error shown on screen
( BAD CHARACTER Y USED )
Please tell the solution
i go to offset page and
click edit button to set G54
enter Z new value and after pressing
enter key an error shown on screen
( BAD CHARACTER Y USED )
Please tell the solution
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19876
- Thank you received: 4642
02 Mar 2013 20:29 #30766
by andypugh
Changing the Z-offset probably forces a G-code reload.
So the problem _might_ be in the loaded G-code file (especially if it is the Axis splash-screen code)
Replied by andypugh on topic Gscreen - a GTK / Glade / Python based screen
This message normally pops up if there is a Y-word in the loaded G-code on a machine with no Y-axis. (such as a lathe)( BAD CHARACTER Y USED )
Please tell the solution
Changing the Z-offset probably forces a G-code reload.
So the problem _might_ be in the loaded G-code file (especially if it is the Axis splash-screen code)
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1931
- Thank you received: 394
02 Mar 2013 20:32 - 02 Mar 2013 20:34 #30768
by newbynobi
Replied by newbynobi on topic Gscreen - a GTK / Glade / Python based screen
OK, I could reproduce the error.
As far as I see, there is an error with the path selection for Lathe mode in
Col_edited in offsetpage_widget.py.
I don't want to mess around in the code from Chris, I am sure he will solve this very quick.
Until then please go to MDI Mode and enter:
G10 L20 P1 Z 124.001
where 124.001 is the offset set will be set.
To set an Offset in X just change Z against X.
Please see also:
G10 L2 P1
Norbert
As far as I see, there is an error with the path selection for Lathe mode in
Col_edited in offsetpage_widget.py.
I don't want to mess around in the code from Chris, I am sure he will solve this very quick.
Until then please go to MDI Mode and enter:
G10 L20 P1 Z 124.001
where 124.001 is the offset set will be set.
To set an Offset in X just change Z against X.
Please see also:
G10 L2 P1
Norbert
Last edit: 02 Mar 2013 20:34 by newbynobi.
Please Log in or Create an account to join the conversation.
- ditechcnc
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 2
02 Mar 2013 20:40 #30769
by ditechcnc
Replied by ditechcnc on topic Gscreen - a GTK / Glade / Python based screen
i am upload the image
offset error
offset error
Please Log in or Create an account to join the conversation.
- ditechcnc
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 2
02 Mar 2013 20:41 #30770
by ditechcnc
Replied by ditechcnc on topic Gscreen - a GTK / Glade / Python based screen
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7341
- Thank you received: 2164
03 Mar 2013 07:49 #30784
by cmorley
Replied by cmorley on topic Gscreen - a GTK / Glade / Python based screen
Thanks for the report and the error pinpointing.
I pushed the fix.
Chris M
I pushed the fix.
Chris M
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7341
- Thank you received: 2164
03 Mar 2013 16:27 #30787
by cmorley
Replied by cmorley on topic Gscreen - a GTK / Glade / Python based screen
ok you can add 'continuous' to the DISPLAY INCREMENTS section in any order.
hopefully the DRO in industrial is a little more stable.
The restart dialog has a numerical entry and pops up with the last line number run. you can type directly into the dialog and move it.
industrial has home indicators and DTG. The indicators only pop up when all the axis are homed, that should be changed.
Chris M
hopefully the DRO in industrial is a little more stable.
The restart dialog has a numerical entry and pops up with the last line number run. you can type directly into the dialog and move it.
industrial has home indicators and DTG. The indicators only pop up when all the axis are homed, that should be changed.
Chris M
Please Log in or Create an account to join the conversation.
- emcPT
-

- Offline
- Platinum Member
-
Less
More
- Posts: 424
- Thank you received: 95
04 Mar 2013 05:18 #30809
by emcPT
Replied by emcPT on topic Gscreen - a GTK / Glade / Python based screen
I was trying to get Gscreen running just for simulation while I am preparing my lathe and I could not.
I have installed from the buildbot the sim version:
LINUXCNC - 2.6.0-pre0-3890-g5075862
I can run others simulations including axis, so I think I did not mess anything. Not sure if I am helping in reporting this, but here it goes.
All tests with all the possible configurations of gscreen returned an error:
LINUXCNC - 2.6.0-pre0-3890-g5075862
Machine configuration directory is '/home/me/linuxcnc/configs/sim/gscreen'
Machine configuration file is 'gscreen_lathe.ini'
Starting LinuxCNC...
redis server started as: 'redis-server ', logging to: /dev/null
io started
halcmd loadusr io started
Could not open command file 'core_sim.hal'
Shutting down and cleaning up LinuxCNC...
Cleanup done
and the debug file contains:
Can not find -sec MOT -var MOT -num 1
Can not find -sec IO -var IO -num 1
Can not find -sec LINUXCNC -var NML_FILE -num 1
Can not find -sec EMC -var NML_FILE -num 1
Can not find -sec REDIS -var DISABLE_SERVER -num 1
Can not find -sec REDIS -var SERVER_PATH -num 1
Can not find -sec REDIS -var SERVER_ARGS -num 1
Can not find -sec REDIS -var SERVER_LOG -num 1
16279
PID TTY STAT TIME COMMAND
16278
PID TTY STAT TIME COMMAND
16278 pts/0 Dl+ 0:00 redis-server
PID TTY STAT TIME COMMAND
Stopping realtime threads
Unloading hal components
I have installed from the buildbot the sim version:
LINUXCNC - 2.6.0-pre0-3890-g5075862
I can run others simulations including axis, so I think I did not mess anything. Not sure if I am helping in reporting this, but here it goes.
All tests with all the possible configurations of gscreen returned an error:
LINUXCNC - 2.6.0-pre0-3890-g5075862
Machine configuration directory is '/home/me/linuxcnc/configs/sim/gscreen'
Machine configuration file is 'gscreen_lathe.ini'
Starting LinuxCNC...
redis server started as: 'redis-server ', logging to: /dev/null
io started
halcmd loadusr io started
Could not open command file 'core_sim.hal'
Shutting down and cleaning up LinuxCNC...
Cleanup done
and the debug file contains:
Can not find -sec MOT -var MOT -num 1
Can not find -sec IO -var IO -num 1
Can not find -sec LINUXCNC -var NML_FILE -num 1
Can not find -sec EMC -var NML_FILE -num 1
Can not find -sec REDIS -var DISABLE_SERVER -num 1
Can not find -sec REDIS -var SERVER_PATH -num 1
Can not find -sec REDIS -var SERVER_ARGS -num 1
Can not find -sec REDIS -var SERVER_LOG -num 1
16279
PID TTY STAT TIME COMMAND
16278
PID TTY STAT TIME COMMAND
16278 pts/0 Dl+ 0:00 redis-server
PID TTY STAT TIME COMMAND
Stopping realtime threads
Unloading hal components
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7341
- Thank you received: 2164
04 Mar 2013 07:24 - 04 Mar 2013 08:03 #30812
by cmorley
Replied by cmorley on topic Gscreen - a GTK / Glade / Python based screen
sim/axis9 works?
can you look in configs/sim folder and see if
core_sim.hal
is there?
If it isn't then sim/axis shouldn't work either.
Chris M
can you look in configs/sim folder and see if
core_sim.hal
is there?
If it isn't then sim/axis shouldn't work either.
Chris M
Last edit: 04 Mar 2013 08:03 by cmorley.
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7341
- Thank you received: 2164
04 Mar 2013 08:13 - 04 Mar 2013 08:17 #30814
by cmorley
Replied by cmorley on topic Gscreen - a GTK / Glade / Python based screen
I think this is a problem with the system links.
I only have worked with Gcsreen as a Run-in-place build.
by using buildbot it's an installed build which moves a few things around.
There are system-links (shortcuts) that are pointing to the wrong place.
Where ever sim/axis/core_sim.hal is pointing to
sim/gscreen/core_sim.hal must point to
There are probably a couple others too. hal_manual_toolchange.hal etc
Chris M
Or maybe the system links are missing when copied into your linuxcnc folder...
I only have worked with Gcsreen as a Run-in-place build.
by using buildbot it's an installed build which moves a few things around.
There are system-links (shortcuts) that are pointing to the wrong place.
Where ever sim/axis/core_sim.hal is pointing to
sim/gscreen/core_sim.hal must point to
There are probably a couple others too. hal_manual_toolchange.hal etc
Chris M
Or maybe the system links are missing when copied into your linuxcnc folder...
Last edit: 04 Mar 2013 08:17 by cmorley.
Please Log in or Create an account to join the conversation.
Time to create page: 0.416 seconds