- International LinuxCNC Users
- Deutsch
- Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
- pl7i92
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1872
- Thank you received: 358
10 Mar 2019 17:46 #128260
by pl7i92
Replied by pl7i92 on topic Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
hast du mein Video und meine Funktion über das Abnullen beim Werkzeugwechsel gesehen
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1052
- Thank you received: 183
10 Mar 2019 17:56 #128263
by Mike_Eitel
Replied by Mike_Eitel on topic Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
Ich hab etwas Bedenken gegenüber der einfachen Platte. Deine Achse steht nicht bei der ersten Berührung, und die Flexibilität so einer Platte ist gering. Oder Du must sehr nahe sein und sehr langsam fahren. Mag bei einer pcb Fräse gehen, aber kaum wenn Du z. B. wie ich 130mm Z machst.
Please Log in or Create an account to join the conversation.
- pl7i92
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
11 Mar 2019 07:28 #128300
by pl7i92
Replied by pl7i92 on topic Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
viele Wege führen zum Ziel !
Die Maschine steht da Motion die kontrolle über die probe hat bei 1Schritt
Kann man einfach testen mit dem Tisch als GND
Microstep bei 0,0025mm/step
Mit Incremental jog mal gegenChecken
Bei 60mm/min Tastspeed ist da nicht ein Schritt extra
Günstig oder Teuer
Mit einem Werkzeugwechsler ist eine Feste Renishow sowieso das Beste.
aber halt auch eine Preisfrage
Die Maschine steht da Motion die kontrolle über die probe hat bei 1Schritt
Kann man einfach testen mit dem Tisch als GND
Microstep bei 0,0025mm/step
Mit Incremental jog mal gegenChecken
Bei 60mm/min Tastspeed ist da nicht ein Schritt extra
Günstig oder Teuer
Mit einem Werkzeugwechsler ist eine Feste Renishow sowieso das Beste.
aber halt auch eine Preisfrage
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1052
- Thank you received: 183
11 Mar 2019 16:35 #128354
by Mike_Eitel
Replied by Mike_Eitel on topic Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
Sorry das glaub ich nicht. Bei mir Nema 34, ca 1 zu 3 Zahnriemen und danach noch die eigentliche Z-Achse. Und das willst Du in 1.8 Grad anhalten? Wenn dem so wäre bräuchte es keine Beschleunigungsrampen. Und kein zweites Antasten mit weniger Speed.
Mike
Mike
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-
Less
More
- Posts: 524
- Thank you received: 228
11 Mar 2019 18:22 #128366
by MaHa
Replied by MaHa on topic Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
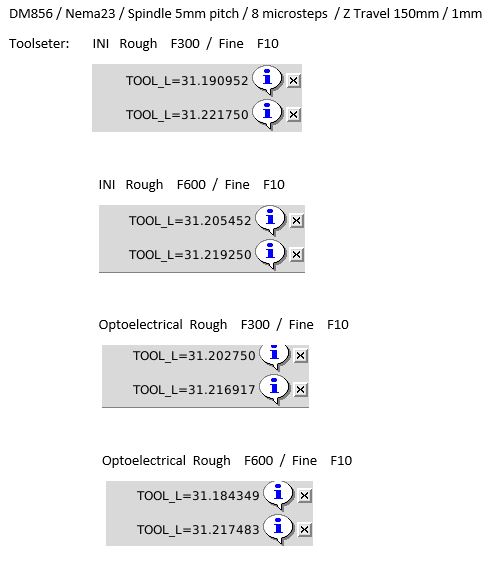
Das hat mein Interresse geweckt, und zu einem Schnelltest verführt. Die 2 verschiedenen Taster liefern ganz leicht unterschiedliche Ergebnisse.
Attachments:
Please Log in or Create an account to join the conversation.
- fiedel
- Offline
- New Member
-

Less
More
- Posts: 8
- Thank you received: 0
11 Mar 2019 18:36 - 11 Mar 2019 18:39 #128369
by fiedel
Replied by fiedel on topic Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
@pl7i92
Genau so hab ich das immer gemacht, aber bei 10-15 mal Werkzeugwechsel muss ich immer die z- Achse zurücksetzen und eine neue Referenzfahrt machen. Der Rechner steht aus Platzgründen etwas abseits, das gibt einen langen Arm, wenn in der einen die Maus und in der anderen das Massekabel hat.
Genau so hab ich das immer gemacht, aber bei 10-15 mal Werkzeugwechsel muss ich immer die z- Achse zurücksetzen und eine neue Referenzfahrt machen. Der Rechner steht aus Platzgründen etwas abseits, das gibt einen langen Arm, wenn in der einen die Maus und in der anderen das Massekabel hat.
Last edit: 11 Mar 2019 18:39 by fiedel.
Please Log in or Create an account to join the conversation.
- pl7i92
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
12 Mar 2019 12:49 #128431
by pl7i92
Replied by pl7i92 on topic Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
Ok du kanst dir den Joint.2.unhome pin setzen
DASgeht dann und wieder REFERENZIEREN
halui.joint.N.unhome bit in
pin for unhoming joint N
there is also a selcted PIN
halui.joint.selected.unhome bit in
ZUM TEST oben 0,03mm beim Werkzeugwechsel ist da die mechanik nicht ungenauer als der Taster
Damit wäre so mancher doch sehr zufrieden
Perfect sind wir alle nicht und Toleranzen sind das scmiermittel der Maschinebauer
DASgeht dann und wieder REFERENZIEREN
halui.joint.N.unhome bit in
pin for unhoming joint N
there is also a selcted PIN
halui.joint.selected.unhome bit in
ZUM TEST oben 0,03mm beim Werkzeugwechsel ist da die mechanik nicht ungenauer als der Taster
Damit wäre so mancher doch sehr zufrieden
Perfect sind wir alle nicht und Toleranzen sind das scmiermittel der Maschinebauer
Please Log in or Create an account to join the conversation.
- fiedel
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
12 Mar 2019 22:12 #128470
by fiedel
Replied by fiedel on topic Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
Hab die Sache jetzt erstmal mit einem mux-generic gelößt. Solange das Bit joint.2.homed gesetzt ist, funktioniert der HOME-Taster nicht. Man muss erst die Referenzfahrt Z aufheben, um eine erneute Referenzfahrt durchführen zu können.
Gibt es irgendwo ein gutes Tutorial, um einen einfachen Werkzeuglängensensor zu intergrieren? Das beschriebene Verfahren mit gmoccapy habe ich leider nicht in den Griff bekommen.
Gibt es irgendwo ein gutes Tutorial, um einen einfachen Werkzeuglängensensor zu intergrieren? Das beschriebene Verfahren mit gmoccapy habe ich leider nicht in den Griff bekommen.
Please Log in or Create an account to join the conversation.
- pl7i92
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
13 Mar 2019 12:12 #128506
by pl7i92
Replied by pl7i92 on topic Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
Schade das das bei dir nicht klappt
mit dem Button und dem Halui sollte das Funktionieren
mit einem User Mcode kanst du das alles in einem Kombinieren
was verstehst du unter einfachem längenvermessung
WENN nur ein Werkzeug verwendet wird ohne Wechsler
oder ohne Wechselaufnahmen
reicht ein Button mit MDA= G91 G38,2 z-5 F10 AUS
es geht auch im programm wie HIER
oder per NGC anfahren mit G92 abnullung
alternativ auch G10 L2 achse und dann reload
DA ist vieles möglich
mit dem Button und dem Halui sollte das Funktionieren
mit einem User Mcode kanst du das alles in einem Kombinieren
was verstehst du unter einfachem längenvermessung
WENN nur ein Werkzeug verwendet wird ohne Wechsler
oder ohne Wechselaufnahmen
reicht ein Button mit MDA= G91 G38,2 z-5 F10 AUS
es geht auch im programm wie HIER
oder per NGC anfahren mit G92 abnullung
alternativ auch G10 L2 achse und dann reload
DA ist vieles möglich
Please Log in or Create an account to join the conversation.
- fiedel
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
13 Mar 2019 19:41 #128539
by fiedel
Replied by fiedel on topic Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
Ich muss ehrlich zugeben, dass ich EMC2/LinuxCNC schon lange verwende, aber immer nocht nicht ersnthaft in die Interna von HAL und G-Code eingestiegen bin, aber ich gelobe Besserung. Die Möglichkeiten sind schier unerschöpflich, aber genau da liegt auch das Problem. Man muss viel Zeit aufwenden und lernen, aber genau die fehlt meistens und dann macht man es eben mal schnell so wie immer.
Mein momentanes Projekt mit dem MPG hat mich aber schon ein ganzes Stück der Sache näher gebracht, natürlich auch Dank eurer tatkräftigen Unterstüztung, nochmal vielen Dank dafür.
Eine automatisch Werkzeuglängenvermessung wäre dann schon für mehrere Werkzeuge, also Werkzeug manuell wechseln, neu vermessen und mit neuem Offset weiter imProgramm. Momentan mache ich das auch nach der im Video gezeigten Methode, weshalb ich ja auch die Tasten Z-Unhome und Z-Home in Hardware am MPG haben wollte, was ja auch endlich funktioniert. Wenn ich fertig bin, mach ich mal ein paar Fotos.
Mfg fiedel
Mein momentanes Projekt mit dem MPG hat mich aber schon ein ganzes Stück der Sache näher gebracht, natürlich auch Dank eurer tatkräftigen Unterstüztung, nochmal vielen Dank dafür.
Eine automatisch Werkzeuglängenvermessung wäre dann schon für mehrere Werkzeuge, also Werkzeug manuell wechseln, neu vermessen und mit neuem Offset weiter imProgramm. Momentan mache ich das auch nach der im Video gezeigten Methode, weshalb ich ja auch die Tasten Z-Unhome und Z-Home in Hardware am MPG haben wollte, was ja auch endlich funktioniert. Wenn ich fertig bin, mach ich mal ein paar Fotos.
Mfg fiedel
Please Log in or Create an account to join the conversation.
Moderators: Muecke
- International LinuxCNC Users
- Deutsch
- Taster für Z-Referenzfahrt und Referenzfahrt zurücksetzen - Problem
Time to create page: 0.143 seconds