Toolchange Frage
- ChironFZ16
-
 Topic Author
Topic Author
- Offline
- Senior Member
-

- Posts: 58
- Thank you received: 12
Ich möchte 2 Signale zu einen Pin zusammenführen. and2 und or2 funktioniert irgendwie nicht.
Da kommt die Fehlermeldung :must not be the same as a pin. Did you omit the signal name
Es handlet sich um:
net WZW-bereitmachen-kurzschliessen iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
net tool-prep-loop iocontrol.0.tool-prepare <= iocontrol.0.tool-prepared
Das Signal WZW-bereitmachen-kurzschliessen benötige ich,damit mein Werkzeukwechsler funktioniert und das Signal net tool-prep-loop brauche ich für Probe_screen V2
Hat jemand eineLösung ?
Siggi
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

- Posts: 4747
- Thank you received: 2127
Please Log in or Create an account to join the conversation.
- ChironFZ16
-
Topic Author
- Offline
- Senior Member
-
- Posts: 58
- Thank you received: 12
Werkzeugwechsler.hal
### Werkzeugwechsler ###
########################
#############
### Laden ###
######################################################################################################################################################################
addf WZW servo-thread
addf and2.4 servo-thread
addf and2.5 servo-thread
addf logic.0 servo-thread
addf logic.1 servo-thread
################
### Vereinen ###
######################################################################################################################################################################
#### Alle Werkzeuge oben #####
#### (logic.0) ####
################################
net Sensor-Werkzeug-1-oben hm2_5i20.0.gpio.037.in_not logic.0.in-00
net Sensor-Werkzeug-2-oben hm2_5i20.0.gpio.038.in_not logic.0.in-01
net Sensor-Werkzeug-3-oben hm2_5i20.0.gpio.039.in_not logic.0.in-02
net Sensor-Werkzeug-4-oben hm2_5i20.0.gpio.048.in_not logic.0.in-03
net Sensor-Werkzeug-5-oben hm2_5i20.0.gpio.049.in_not logic.0.in-04
net Sensor-Werkzeug-6-oben hm2_5i20.0.gpio.050.in_not logic.0.in-05
net Sensor-Werkzeug-7-oben hm2_5i20.0.gpio.051.in_not logic.0.in-06
net Sensor-Werkzeug-8-oben hm2_5i20.0.gpio.052.in_not logic.0.in-07
net Sensor-Werkzeug-9-oben hm2_5i20.0.gpio.053.in_not logic.0.in-08
net Sensor-Werkzeug-10-oben hm2_5i20.0.gpio.054.in_not logic.0.in-09
net Sensor-Werkzeug-11-oben hm2_5i20.0.gpio.055.in_not logic.0.in-10
net Sensor-Werkzeug-12-oben hm2_5i20.0.gpio.056.in_not logic.0.in-11
#### Ein Werkzeug unten #####
#### (logic.1) ####
###############################
net Sensor-Werkzeug-1-unten hm2_5i20.0.gpio.057.in_not logic.1.in-00
net Sensor-Werkzeug-2-unten hm2_5i20.0.gpio.058.in_not logic.1.in-01
net Sensor-Werkzeug-3-unten hm2_5i20.0.gpio.059.in_not logic.1.in-02
net Sensor-Werkzeug-4-unten hm2_5i20.0.gpio.060.in_not logic.1.in-03
net Sensor-Werkzeug-5-unten hm2_5i20.0.gpio.061.in_not logic.1.in-04
net Sensor-Werkzeug-6-unten hm2_5i20.0.gpio.062.in_not logic.1.in-05
net Sensor-Werkzeug-7-unten hm2_5i20.0.gpio.063.in_not logic.1.in-06
net Sensor-Werkzeug-8-unten hm2_5i20.1.gpio.000.in_not logic.1.in-07
net Sensor-Werkzeug-9-unten hm2_5i20.1.gpio.001.in_not logic.1.in-08
net Sensor-Werkzeug-10-unten hm2_5i20.1.gpio.002.in_not logic.1.in-09
net Sensor-Werkzeug-11-unten hm2_5i20.1.gpio.003.in_not logic.1.in-10
net Sensor-Werkzeug-12-unten hm2_5i20.1.gpio.004.in_not logic.1.in-11
#################
# Parametrieren #
######################################################################################################################################################################
setp WZW.Verzoegerung 1
#############
# Vernetzen #
######################################################################################################################################################################
# Manuelle Signale
###################
net Werkzeug-beladen-Start-Stopp hm2_5i20.1.gpio.033.in_not => WZW.Werkzeug-Beladen-Start-Stopp
net Schluesselschalter => WZW.Schluesselschalter
# EMC2 Signale
###############
net WZW-Start iocontrol.0.tool-change => WZW.Werkzeugwechsel-Start
net WZW-Beenden iocontrol.0.tool-changed <= WZW.WZW-Beendet
net Werkzeugnummer iocontrol.0.tool-prep-number => WZW.Naechste-WKZ-Nummer
net Aktuelles-Werkzeug iocontrol.0.tool-number => WZW.Aktuelle-WKZ-Nummer
net IS-MAN => WZW.IS-MAN
net WZW-bereitmachen-kurzschliessen iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
net tool-prep-loop iocontrol.0.tool-prepare <= iocontrol.0.tool-prepared
#net WZW-bereitmachen-kurzschliessen and2.6.in0
#net tool-prep-loop and2.6.in1
#net and2.6.out => iocontrol.0.tool-prepare <= iocontrol.0.tool-prepared
# Sensoren
################
net Sensor-Klemmung hm2_5i20.0.gpio.032.in_not => WZW.Sensor-Klemmung-auf
net Sensor-Korb-oben-1 hm2_5i20.0.gpio.034.in_not => and2.4.in0
net Sensor-Korb-oben-2 hm2_5i20.0.gpio.036.in_not => and2.4.in1
net Sensoren-Korb-oben and2.4.out => WZW.Sensoren-Korb-unten
net Sensor-Korb-unten-1 hm2_5i20.0.gpio.033.in_not => and2.5.in0
net Sensor-Korb-unten-2 hm2_5i20.0.gpio.035.in_not => and2.5.in1
net Sensoren-Korb-unten and2.5.out => WZW.Sensoren-Korb-oben
net Sensoren-Ein-WKZ-unten logic.1.or => WZW.Sensoren-Ein-WKZ-unten
net Sensoren-Alle-WKZ-oben logic.0.and => WZW.Sensoren-Alle-WKZ-oben
net Ausgabe-Drehzahl-rpm => WZW.Drehzahl
net Spindel-Position => WZW.Spindel-Position
net Sensor-Werkzeug-1-unten => WZW.Sensor-WKZ-01
net Sensor-Werkzeug-2-unten => WZW.Sensor-WKZ-02
net Sensor-Werkzeug-3-unten => WZW.Sensor-WKZ-03
net Sensor-Werkzeug-4-unten => WZW.Sensor-WKZ-04
net Sensor-Werkzeug-5-unten => WZW.Sensor-WKZ-05
net Sensor-Werkzeug-6-unten => WZW.Sensor-WKZ-06
net Sensor-Werkzeug-7-unten => WZW.Sensor-WKZ-07
net Sensor-Werkzeug-8-unten => WZW.Sensor-WKZ-08
net Sensor-Werkzeug-9-unten => WZW.Sensor-WKZ-09
net Sensor-Werkzeug-10-unten => WZW.Sensor-WKZ-10
net Sensor-Werkzeug-11-unten => WZW.Sensor-WKZ-11
net Sensor-Werkzeug-12-unten => WZW.Sensor-WKZ-12
# Ausgänge
#################
net Spindelkupplung WZW.Spindel-an => hm2_5i20.1.gpio.043.out
net Spindelkupplung => or2.0.in1
net Ventil-Klemmung hm2_5i20.0.gpio.069.out <= WZW.Klemmung-auf
net WKZ-Kegel-ausblasen hm2_5i20.0.gpio.070.out <= WZW.Ausblasen-an
net Ventil-Korb-rauf hm2_5i20.1.gpio.016.out <= WZW.Korb-rauf
net Ventil-Korb-runter hm2_5i20.0.gpio.071.out <= WZW.Korb-runter
net Ventil-Alle-Werkzeuge-hoch hm2_5i20.0.gpio.040.out <= WZW.Alle-WKZ-rauf
net Ventil-Werkzeug-1-runter hm2_5i20.0.gpio.041.out <= WZW.WKZ-runter-01
net Ventil-Werkzeug-2-runter hm2_5i20.0.gpio.042.out <= WZW.WKZ-runter-02
net Ventil-Werkzeug-3-runter hm2_5i20.0.gpio.043.out <= WZW.WKZ-runter-03
net Ventil-Werkzeug-4-runter hm2_5i20.0.gpio.044.out <= WZW.WKZ-runter-04
net Ventil-Werkzeug-5-runter hm2_5i20.0.gpio.045.out <= WZW.WKZ-runter-05
net Ventil-Werkzeug-6-runter hm2_5i20.0.gpio.046.out <= WZW.WKZ-runter-06
net Ventil-Werkzeug-7-runter hm2_5i20.0.gpio.047.out <= WZW.WKZ-runter-07
net Ventil-Werkzeug-8-runter hm2_5i20.0.gpio.064.out <= WZW.WKZ-runter-08
net Ventil-Werkzeug-9-runter hm2_5i20.0.gpio.065.out <= WZW.WKZ-runter-09
net Ventil-Werkzeug-10-runter hm2_5i20.0.gpio.066.out <= WZW.WKZ-runter-10
net Ventil-Werkzeug-11-runter hm2_5i20.0.gpio.067.out <= WZW.WKZ-runter-11
net Ventil-Werkzeug-12-runter hm2_5i20.0.gpio.068.out <= WZW.WKZ-runter-12 gmoccapy_postgui.hal
###################################################################
# gmoccapy_postgui.hal for Weiler 810T #
###################################################################
# Ggf. moechtest du das laden der Komponenten und das setzen der Werte
# nach loadrt.hal verschieben, was kein Problem ist.
# die abs componente wird benoetigt, da gmoccapy positive feedback Werte erwartet
loadrt abs names=abs_spindle_feedback
addf abs_spindle_feedback servo-thread
# Das Signal Ausgabe-Drehzahl-rps wurde in Spindel.hal erzeugt
net spindle_feedback Spindel.Ausgabe-Drehzahl-rpm => abs_spindle_feedback.in
net spindle-feedback-abs abs_spindle_feedback.out => gmoccapy.spindle_feedback_bar
# Das Signal Drehzahl-erreich-fortfahren wurde in Spindle.hal erzeugt
# und nun an die LED von gmoccapy angeschlossen
net Drehzahl-erreicht-fortfahren gmoccapy.spindle_at_speed_led
net tooloffset-x gmoccapy.tooloffset-x <= motion.tooloffset.x
net tooloffset-z gmoccapy.tooloffset-z <= motion.tooloffset.z
###################################
##### Meldung Loeschen ######
###################################
net Fehler-loeschen hm2_5i20.1.gpio.037.in_not => gmoccapy.delete-message
# gmoccapy hat einen Fehlerausgang, der einen Hal Pin schalten kann.
# net Fehlerausgang "some OUT PIN" <= gmoccapy.error
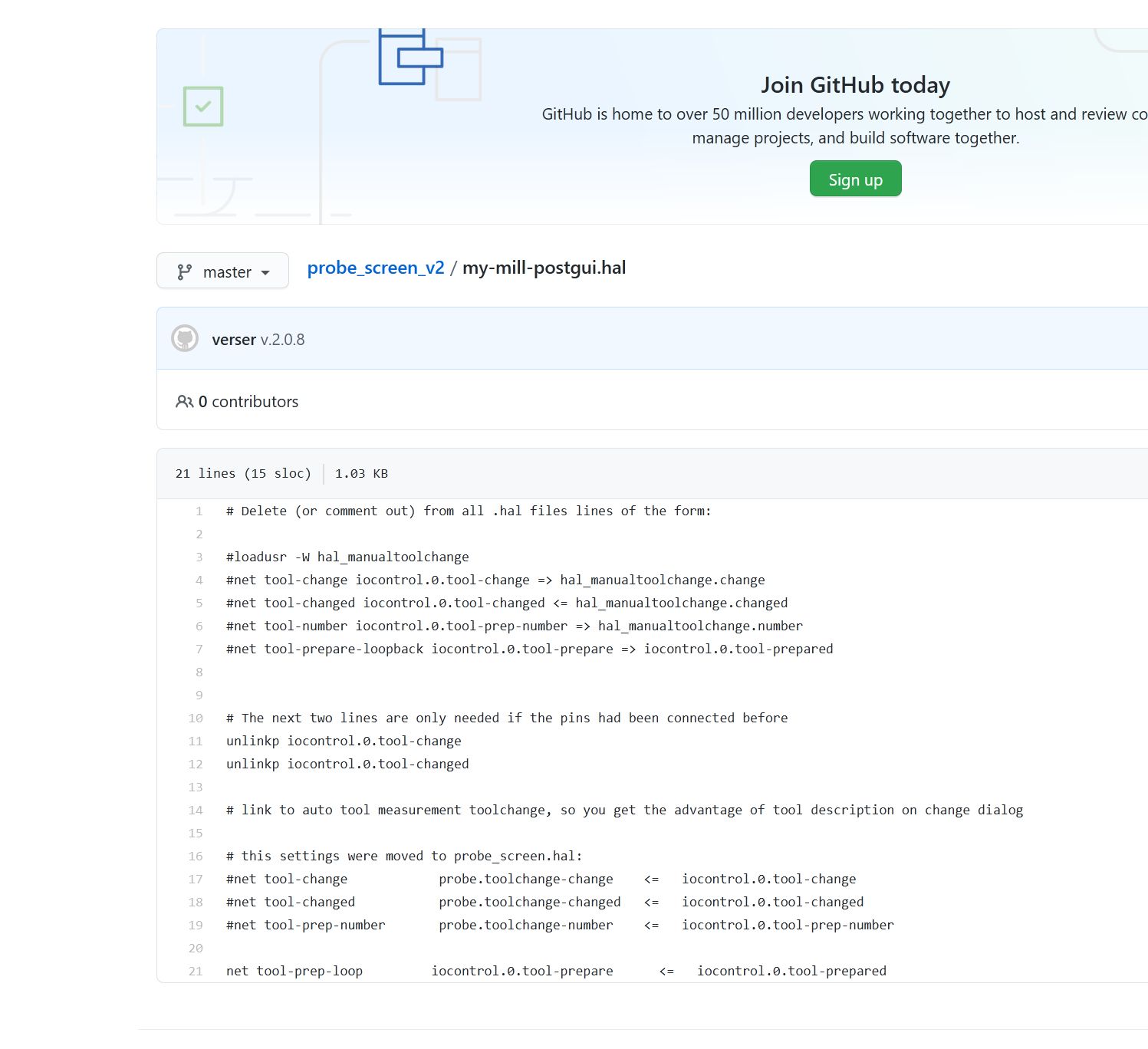
######## probe_screen ########################
unlinkp iocontrol.0.tool-change
unlinkp iocontrol.0.tool-changed
net tool-prep-loop iocontrol.0.tool-prepare <= iocontrol.0.tool-prepared WZW-bereitmachen-kurzschliessenSiggi
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4747
- Thank you received: 2127
#net WZW-bereitmachen-kurzschliessen and2.6.in0
#net tool-prep-loop and2.6.in1
#net and2.6.out => iocontrol.0.tool-prepare <= iocontrol.0.tool-prepared
Der Fehler:
Da kommt die Fehlermeldung :must not be the same as a pin. Did you omit the signal name
kommt daher weil du bei
#net and2.6.out => iocontrol.0.tool-prepare <= iocontrol.0.tool-prepared
tatsächlich keinen Signalnamen definiert hast, respektive mit net and2.6.out einen pin als Signalnamen definierst.
Please Log in or Create an account to join the conversation.
- ChironFZ16
-
Topic Author
- Offline
- Senior Member
-
- Posts: 58
- Thank you received: 12
Es handelt sich um eine ChironFZ16 mit Korbwechsler

Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4747
- Thank you received: 2127
Das Signal WZW-bereitmachen-kurzschliessen benötige ich,damit mein Werkzeukwechsler funktioniert und das Signal net tool-prep-loop brauche ich für Probe_screen V2
Hat jemand eineLösung ?
Es handlet sich um:
net WZW-bereitmachen-kurzschliessen iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
net tool-prep-loop iocontrol.0.tool-prepare <= iocontrol.0.tool-prepared
linuxcnc.org/docs/html/man/man1/iocontrol.1.html
(Bit, Out) TRUE when a Tn tool prepare is requested
iocontrol.0.tool−prepared
(Bit, In) Should be driven TRUE when a tool prepare is completed.
Also iocontrol.0.tool-prepare ist ein Eingang den du setzen kannst und iocontrol.0.tool-prepared ist ein Ausgang der einen Zustand zurück meldet.
Die beiden Signale WZW-bereitmachen-kurzschliessen und tool-prep-loop sind identisch. Egal ob du nun den Eingang oder den Ausgang zuerst hinschreibst oder wie du die Zeichen <= und => machst.
[edit]
Zeichen wie <= und => werden ignoriert LinuxCNC weiss welche Pins Eingänge und welche Ausgänge sind. Die sind höchstens für die Lesbarkeit.
Please Log in or Create an account to join the conversation.
- ChironFZ16
-
Topic Author
- Offline
- Senior Member
-
- Posts: 58
- Thank you received: 12
Ohne das Signal tool-prep-loop funktioniert das Tool probe_screenV2 nicht.
Siggi
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4747
- Thank you received: 2127
Müsstest halt im Werkeugwechser hal das Signal "WZW-bereitmachen-kurzschliessen"
mit "tool-prep-loop" ersetzen.
[edit]
Ich seh grad, dass das Signal "tool-prep-loop" erst im postgui_hal erzeugt wird. Da Du wahrscheinlich das Werkzeugwechsler.hal früher in der INI startest müsstest Du dann im postgui_hal das Signal "tool-prep-loop" mit "WZW-bereitmachen-kurzschliessen" ersetzen.
Schöne Maschine übrigens!
Please Log in or Create an account to join the conversation.
- anfänger
-

- Offline
- Platinum Member
-

- Posts: 627
- Thank you received: 256
Und überwache mit ladder, dass nicht mehr als ein Arm unten ist, sollte das vorkommen wird der Notaus aktiviert.
Please Log in or Create an account to join the conversation.
- ChironFZ16
-
Topic Author
- Offline
- Senior Member
-
- Posts: 58
- Thank you received: 12
")
Das Problem ist, das ich Probe_screenV2 einfügen möchte und die Maschine vorher funktioniert hatt.
Und probe_screen will das i der Postgui.hal
Irgenwo habe ich einen Denkfehler, werde mal weiter rumprobieren
Please Log in or Create an account to join the conversation.