Brauche bitte Hilfe bei der Steuerung des Werkzeugrevolvers
- WKS-3D
-
 Topic Author
Topic Author
- Offline
- Premium Member
-

- Posts: 114
- Thank you received: 16
neues Thema, neues Glück
")
Es geht um diese Drehmaschine, speziell der Werkzeugrevolver. Wie, wo und was für Befehle brauche ich dafür?
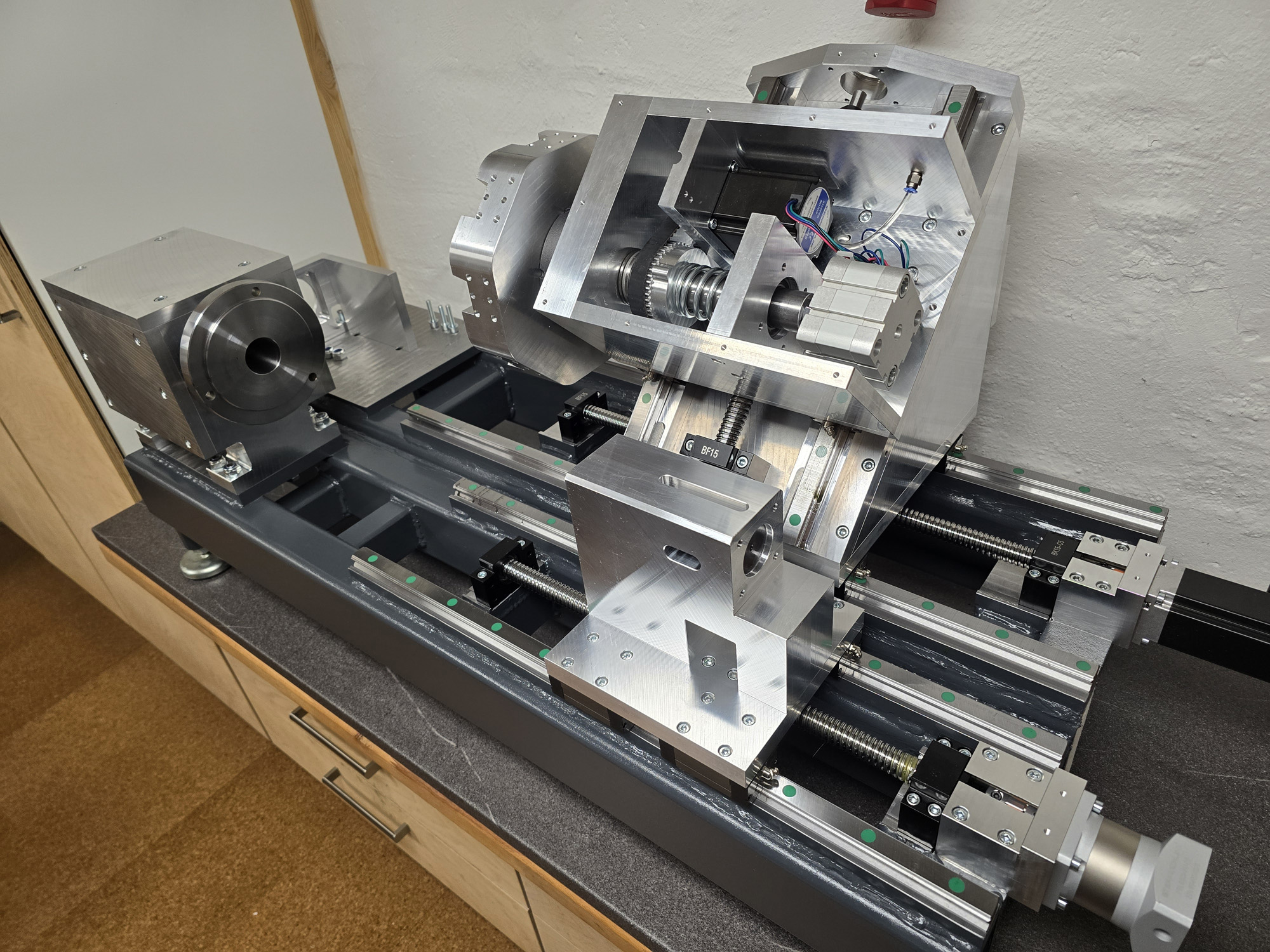

Um den Revolver zu drehen, muss als erstes ein Pneumatikventil geschaltet werden damit der Revolver aus seiner Rasterung (8-fach) gedrückt wird,
dann müsste der Stepper x Steps machen damit der Revolver eindreht auf das nächste Werkzeug mit Nr "X", danach Pneumatikventil ausschalten. Es gibt auch einen Positionsschalter, dieser wird durch den Nocken vor dem Riemenrad ausgelöst, wenn der Revolver auf Platz 1 gedreht hat. Wäre wahrscheinlich hilfreich, wenn die Maschine referenziert wird, dass das auch beim Revolver geschieht. Dafür muss ich natürlich auch was erstellen wo ich auch noch nicht weiß wie.
Die Übersetzung ist 2:1 (22Z auf Stepper, 44Z auf Welle)
Im Moment habe ich den Stepper und das Relais von dem Pneumatikventil zusammen mit den Mesakarten auf dem Schreibtisch aufgebaut um Beschädigungen an der Maschine zu vermeiden.
Evtl. hat ja schon jemand den gleichen oder ähnlichen Aufbau und kann mir seine Konfiguration zur Verfügung stellen.
Bin für jegliche Hilfe dankbar.
Gruß
Olli
Attachments:
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

- Posts: 21738
- Thank you received: 7428
Are those two separate machines or is that a single machine in it's final state?
To run the tool changer you can use the included Carousel component, it support plenty of changer types.
Please Log in or Create an account to join the conversation.
- WKS-3D
-
Topic Author
- Offline
- Premium Member
-
- Posts: 114
- Thank you received: 16
Sorry aber es geht schneller im English:
Are those two separate machines or is that a single machine in it's final state?
To run the tool changer you can use the included Carousel component, it support plenty of changer types.
It is a single machine.
Where can I find these prefabricated components?
When the whole configuration is completed, I would like to switch to the Probe_Basic_Lathe interface.
I am currently using AXIS for setup.
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
- Posts: 21738
- Thank you received: 7428
The carousel component is included with LinuxCNC, see:
linuxcnc.org/docs/stable/html/man/man9/carousel.9.html
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

- Posts: 4755
- Thank you received: 2135
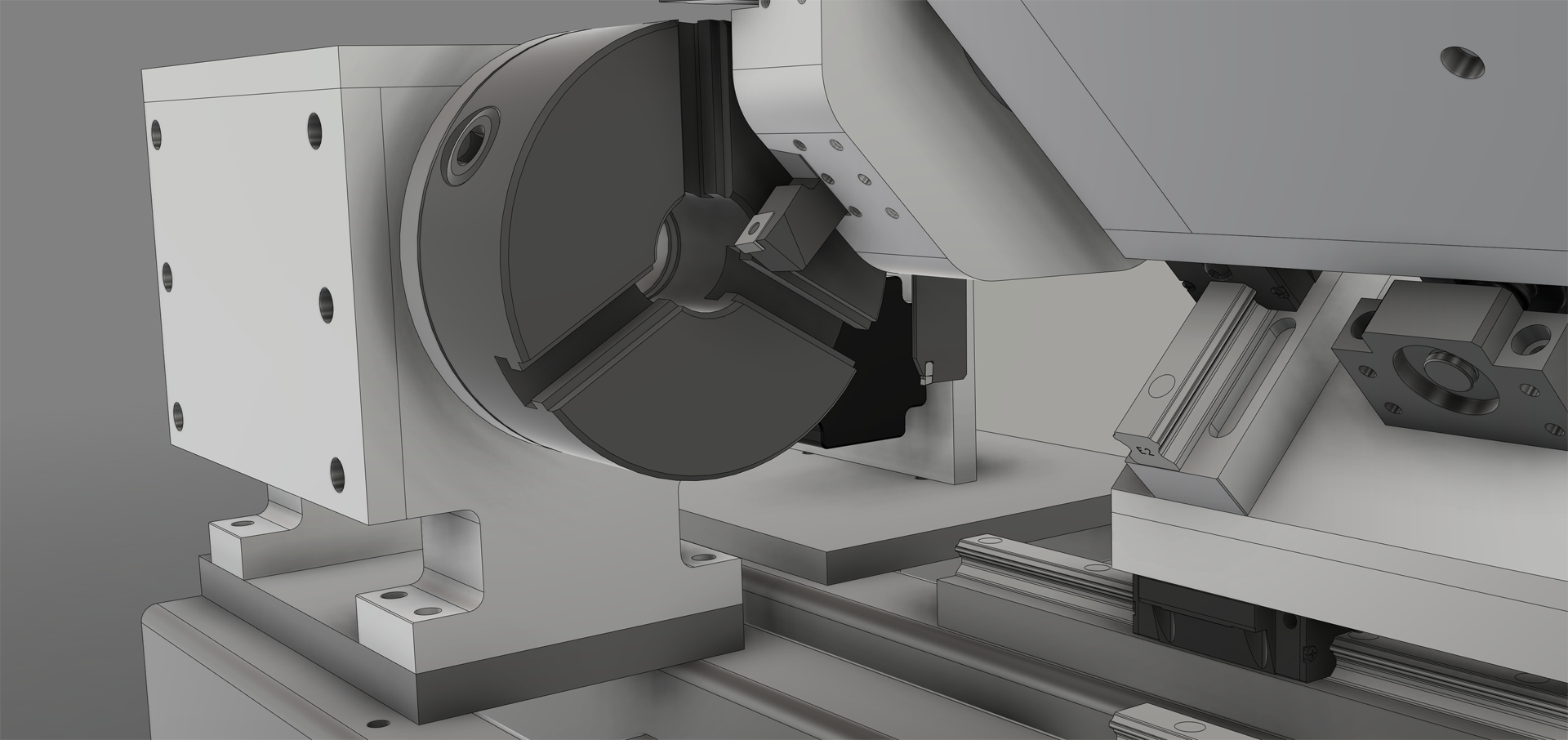
OK then, that machine can not work, the motion of the X axis must be always in relation to the center of the part, here it is at what looks like 40-45 degrees.
Hm, not sure what I'm missing here but slant bed lathes have been around for a long time. All that is required is:
- Z-axis must be parallel to the spindle axis
- X-axis must be perpendicular to the spindle axis
- cutting edge of the tool must move on a line that passes through the center of the spindle
The first two requirements are clearly fulfilled and I would certainly hope that the builder of the machine has made sure that the tool pointing 45° down will be the correct height to fulfill the third as well.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4755
- Thank you received: 2135

Attachments:
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
- Posts: 21738
- Thank you received: 7428
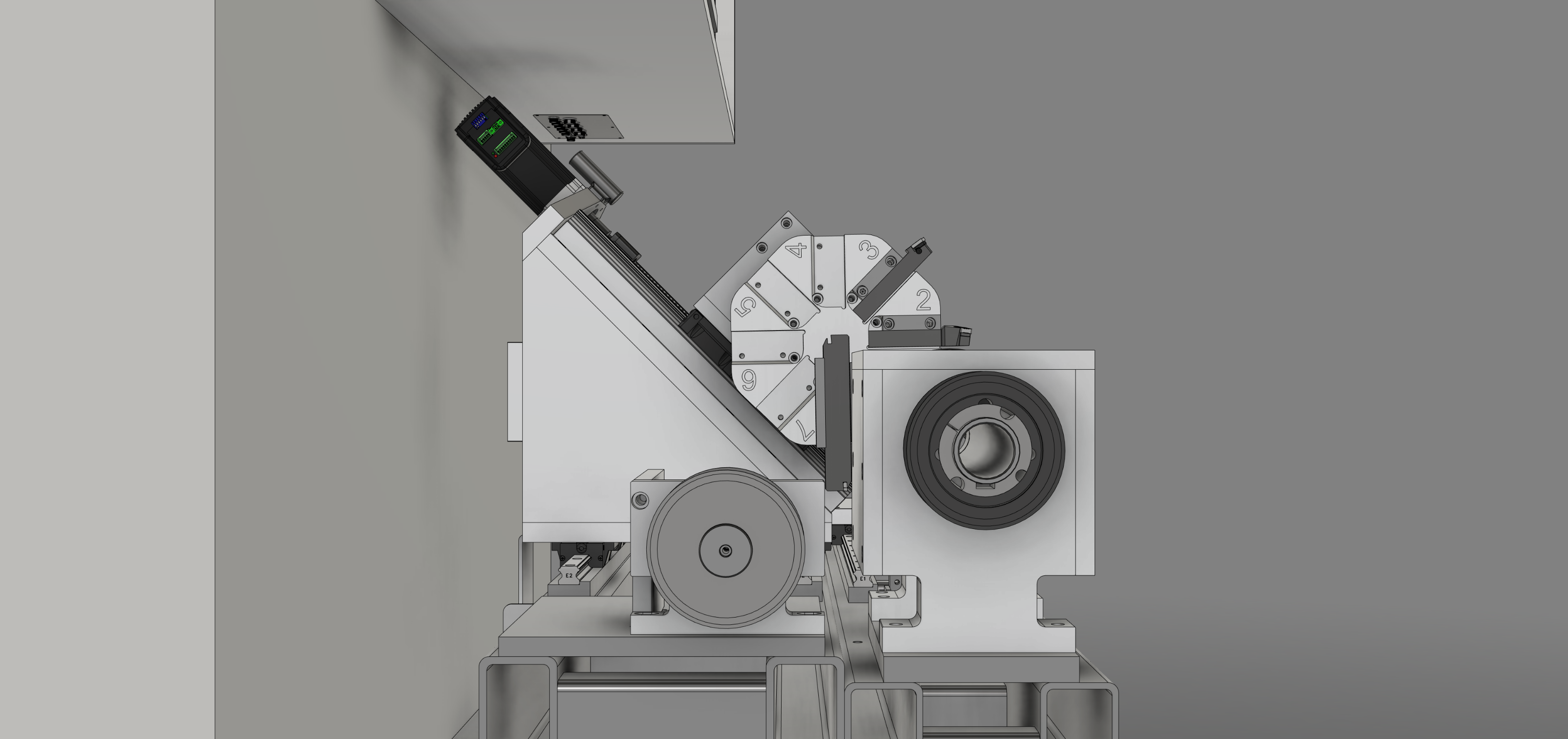
I have a slant bed lathe, name Micro slant 15, as luck would have it.
X should move perpendicular to spindle center point, well the tool tip should, but from the first picture there is only a single spot when that happens and that will move with tool length, so any motion of the X axis will move away from the spindle center point.
Or to try to simplify it, the hole bed can be slanted, having only the X axis slanted is no good.
Instead of us shooting ideas here, can the Op do a video moving the X axis by hand, please?
Please Log in or Create an account to join the conversation.
- CHEROKEE-Laredo
- Offline
- New Member
-

- Posts: 8
- Thank you received: 0
o<wzwneu> sub
#4001=45 (bei 8 WZ-Halter 360 Grad durch 8)
#4000=1 (Wartezeit in Sekunden für die Eingänge)
M61 Q#4999 (Werkzeug aus Speicher setzen)
o500 if[#<_current_tool> EQ #<_selected_tool>]
(DEBUG,Tool bereits in Spindel)
o500 elseif [#<_current_tool> NE #<_selected_tool>]
G0 G90 G53 X200 U100 Z300
o501 if[#<_current_tool> EQ 0] (aktuelles WZ ist T0)
o<ventil_an> call
(Endposition)
G0 B[#<_selected_tool> * #4001-#4001] (Karusell drehen)
M6 G43
#4999=#5400 (WZ dauerhaft merken)
o<ventil_aus> call
o501 elseif [#<_current_tool> GT 0] (aktuelles WZ nicht T0)
o502 if [#<_selected_tool> EQ 0] (gewähltes WZ T0)
o<ventil_an> call
G0 B[#<_current_tool> * #4001-#4001] (Karusell drehen)
(Endposition)
M6 G43
#4999=#5400 (WZ dauerhaft merken)
o<ventil_aus> call
o502 elseif [#<_selected_tool> NE 0] (gewähltes WZ nicht T0)
o<ventil_an> call
G0 B[#<_current_tool> * #4001-#4001] (Karusell drehen)
G0 B[#<_selected_tool> * #4001-#4001] (Karusell drehen)
(wieder runter neues wz)
M6 G43
#4999=#5400 (WZ dauerhaft merken)
o<ventil_aus> call
o502 endif
o501 endif
o500 endif
o<wzwneu> endsub
m2
o<Ventil_an> sub
M66 P0 (Eingang ob Druck ausreichend ?)
M64 P0 (Ausgang setzen für Ventil an)
G4 P2
o100 if [#5399 EQ -1] (Stop falls kein Druck. M0)
(DEBUG,STOP: kein Druck!)
(DEBUG,Druckluft einschalten dann weiter mit Start oder Programm abbrechen! Crash Gefahr!)
M0 (Porgrammstop, mit Start geht es weiter)
o100 endif
o<Ventil_an> endsub
m2
o<Ventil_aus> sub
(M66 P0 L4 Eingang ob Klappe geschlossen?)
M65 P0 (Ausgang setzen für Ventil aus )
G4 P2
o100 if [#5399 EQ -1] (Stop falls Klappe nicht geschlossen. M0)
(DEBUG,STOP: kein Druck!)
(DEBUG,Druckluft einschalten dann weiter mit Start oder Programm abbrechen! Crash Gefahr!)
M0 (Stop falls Ventil nicht aus. M0)
o100 endif
o<Ventil_aus> endsub
m2
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
- Posts: 21738
- Thank you received: 7428
The X axis moves at a 40-45 degree to spindle center point, it does not move perpendicular to it.
Please Log in or Create an account to join the conversation.
- WKS-3D
-
Topic Author
- Offline
- Premium Member
-
- Posts: 114
- Thank you received: 16
@ CHEROKEE-Laredo
Danke, schaue ich mir an.
Attachments:
Please Log in or Create an account to join the conversation.