- International LinuxCNC Users
- Français
- LinuxCNC 2.82 cartes DM542T quel firmware pour Mesa 5i25 + carte passive 7i75
LinuxCNC 2.82 cartes DM542T quel firmware pour Mesa 5i25 + carte passive 7i75
- serrepattes
- Offline
- Junior Member
-

- Posts: 20
- Thank you received: 0
Je te remercie de tes remarques, je n'avais pas compris le shéma; pourtant bien fait dans la doc de la DM542T; mettre +5V sur PUL+ et dir+ et câbler les sorties step et dir sur PUL- et DIR-.
Je reprends tout celà et je reviens vers vous.
Merci
Cordialement
Please Log in or Create an account to join the conversation.
- serrepattes
- Offline
- Junior Member
-
- Posts: 20
- Thank you received: 0
Je n'y arrive pas, comment configurer pncconf de linuxcnc
Attachments:
Please Log in or Create an account to join the conversation.
- serrepattes
- Offline
- Junior Member
-
- Posts: 20
- Thank you received: 0
Please Log in or Create an account to join the conversation.
- macsddau@linuxcnc
-

- Offline
- Premium Member
-

- Posts: 146
- Thank you received: 29
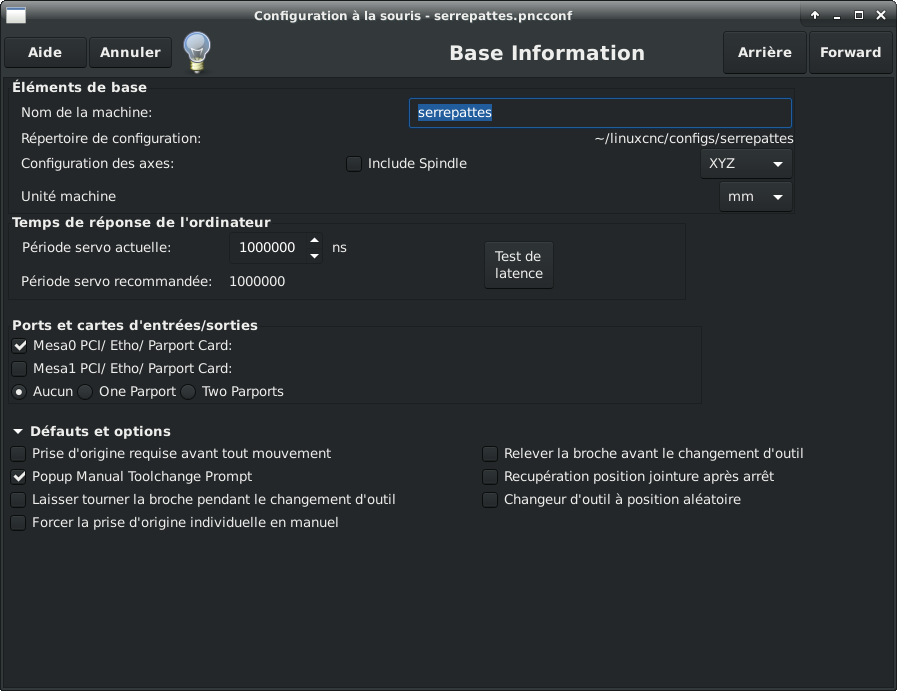
Quelques points importants pour la configuration :
Sur la page de base :
- Décocher "include spindle" : la broche doit être démarrée manuellement
- Le temps de réponse de l'ordinateur : 1000000
- Les ports et cartes : Mesa0 + Aucun
- Manual tool change : te permet de moins oublier de démarrer la broche
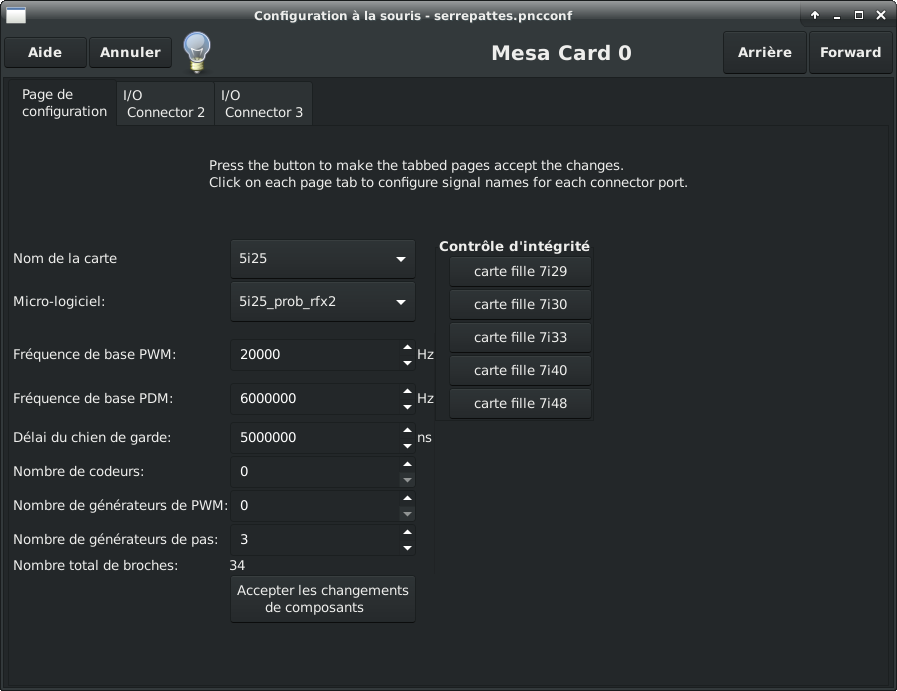
Sur la page Mesa card 0 - Page de configuration
- Nom de carte : 5i25
- Micro-logiciel : 5i25_prob_rfx2 (ou celui que tu as choisit)
- codeurs = 0
- pwm = 0
- générateur de pas = 3. 1 par axe
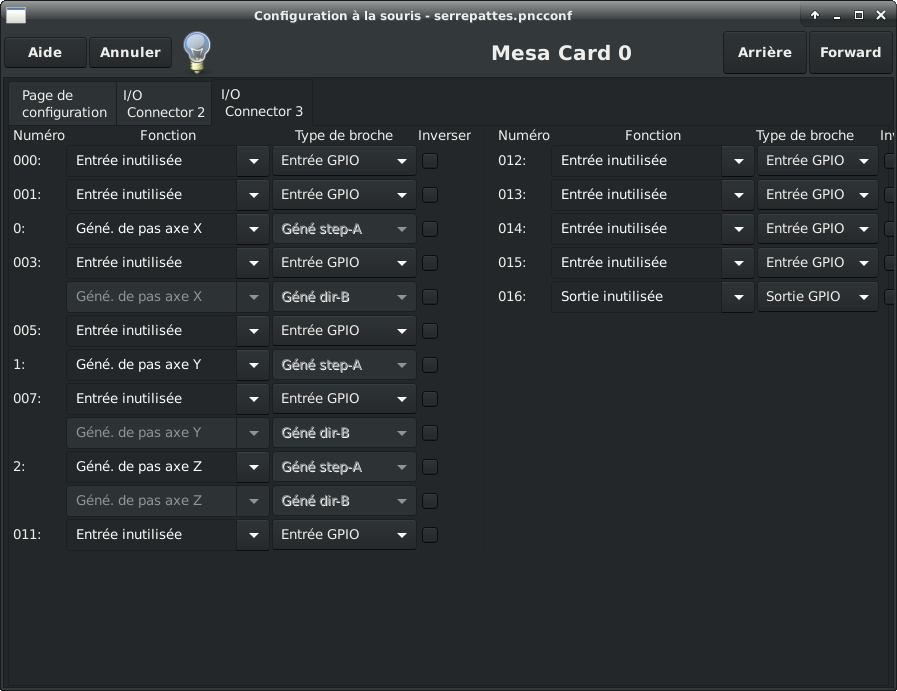
Sur la page Mesa card 0 - I/O connector 3
- Numéro "0:" Gené. de pas axe X
- Numéro "1:" Géné. de pas axe Y
- Numéro "2:" Géné. de pas axe Z
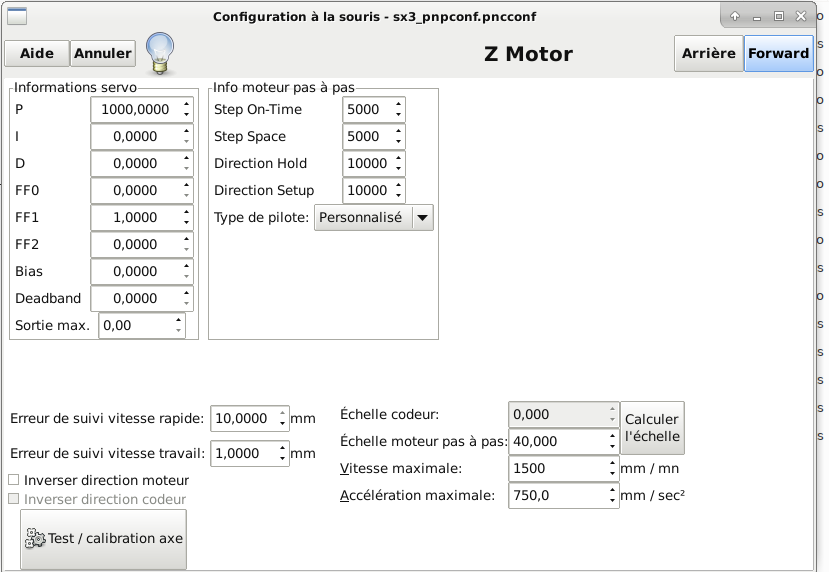
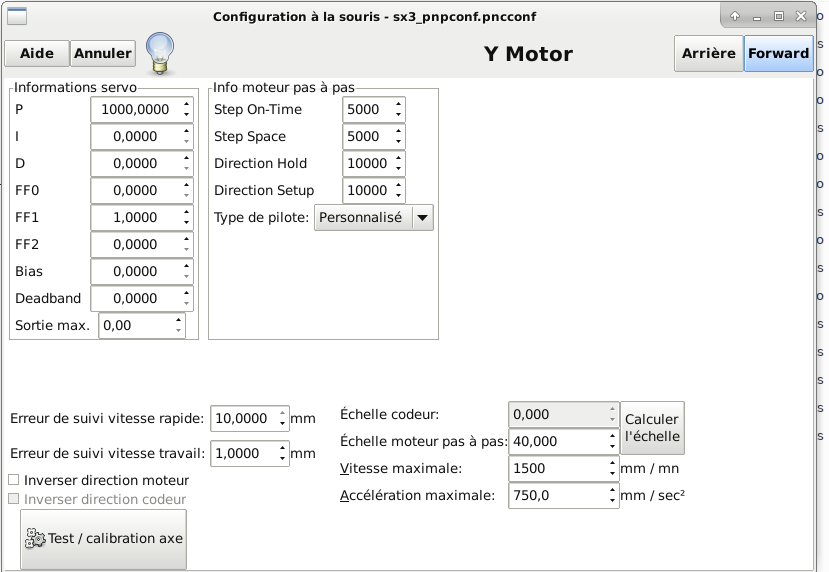
Sur les pages X Motor, Y Motor et Z motor
- Information moteur pas à pas (du driver en réalité) : 2500,2500,5000,5000. Ces chiffres sont tirés de la doc de ton driver au §10.

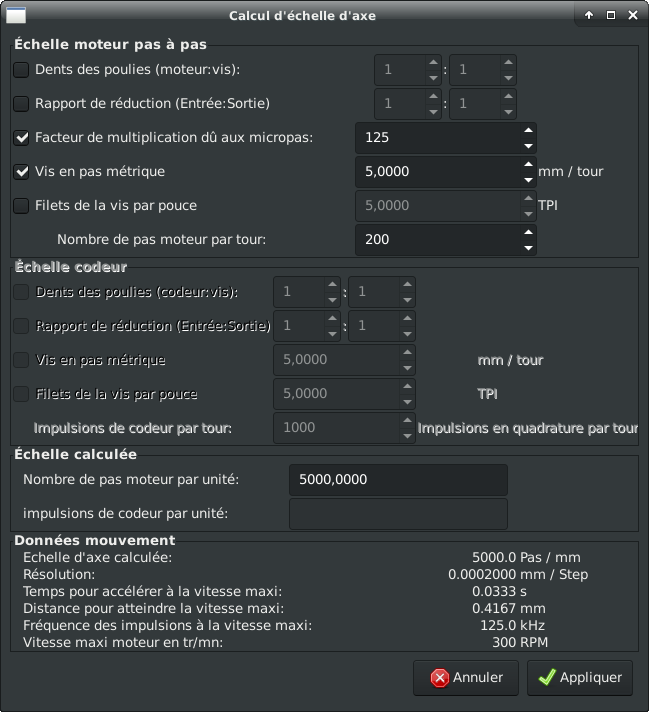
Sur le popup du calcul de l'échelle:
- Echelle moteur pas à pas à remplir suivant ta mécanique. Ici en direct drive avec une VàB à pas de 5mm. le facteur de µpas est à régler sur le driver (§7.1 de sa doc)
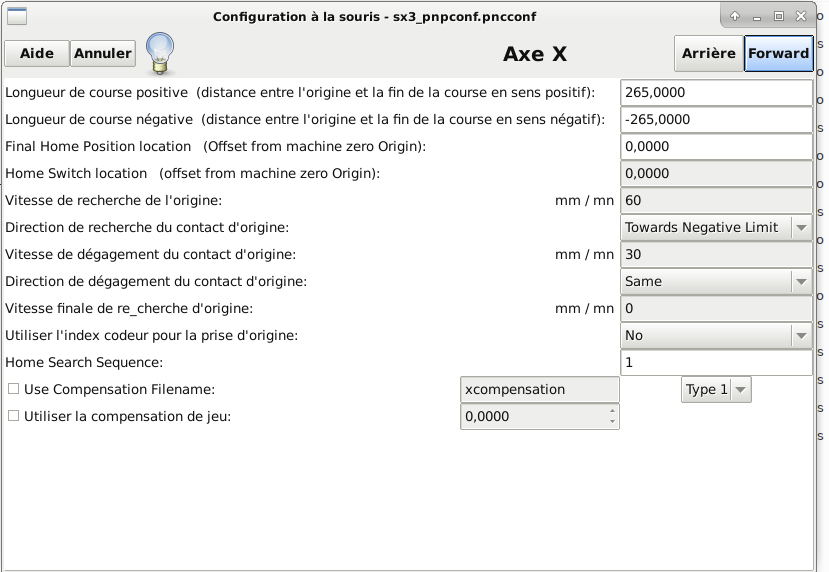
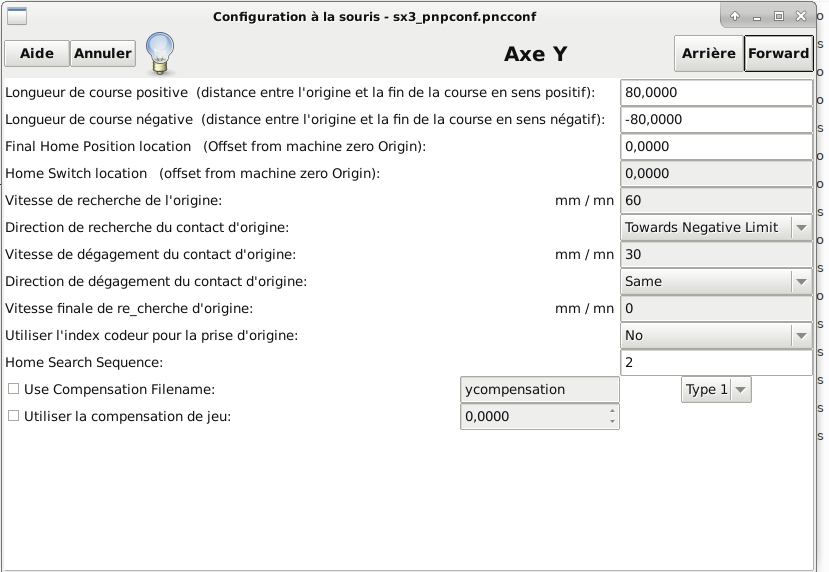
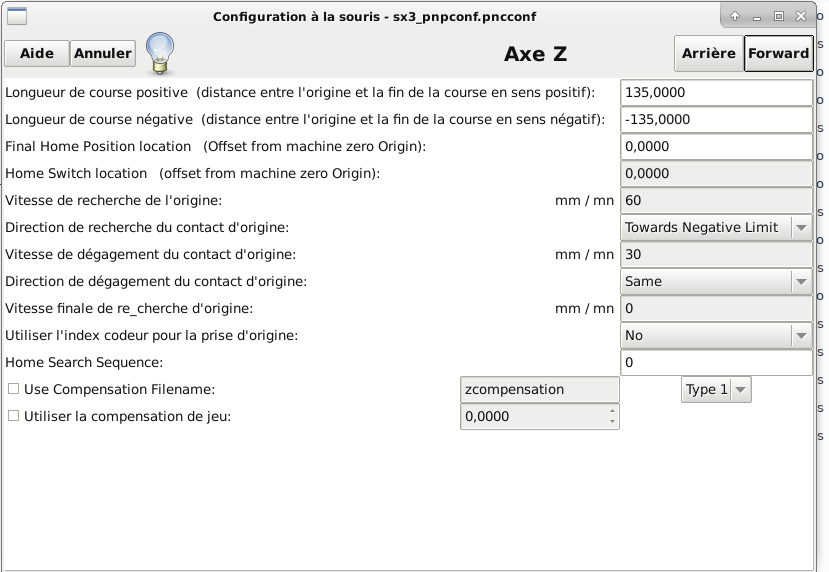
Sur la page des axes X, Y puis Z :
- J'ai modifié la course de l'axe Z pour avoir la tête la plus éloignée possible de la table
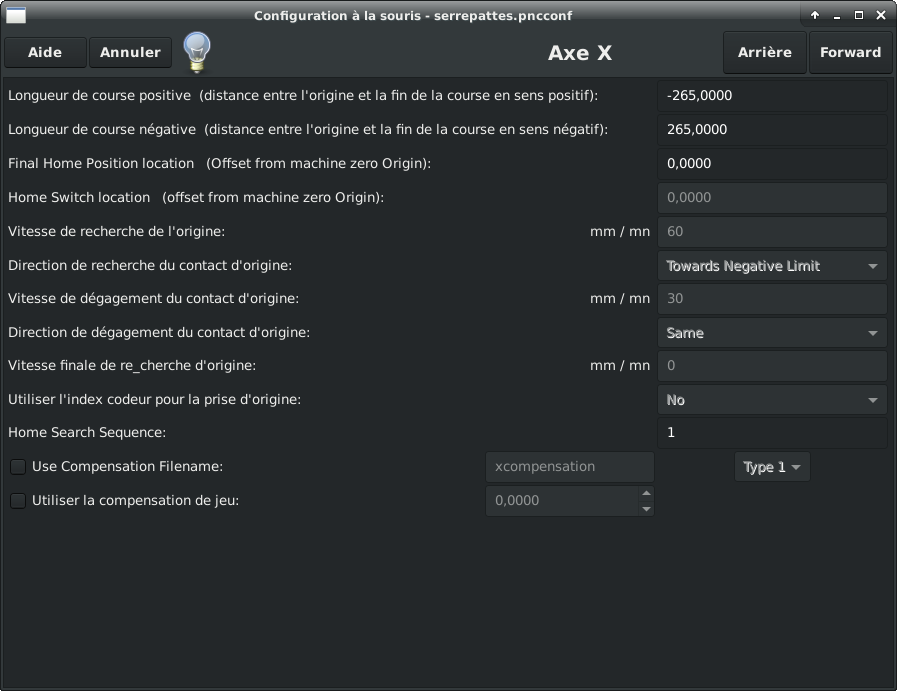
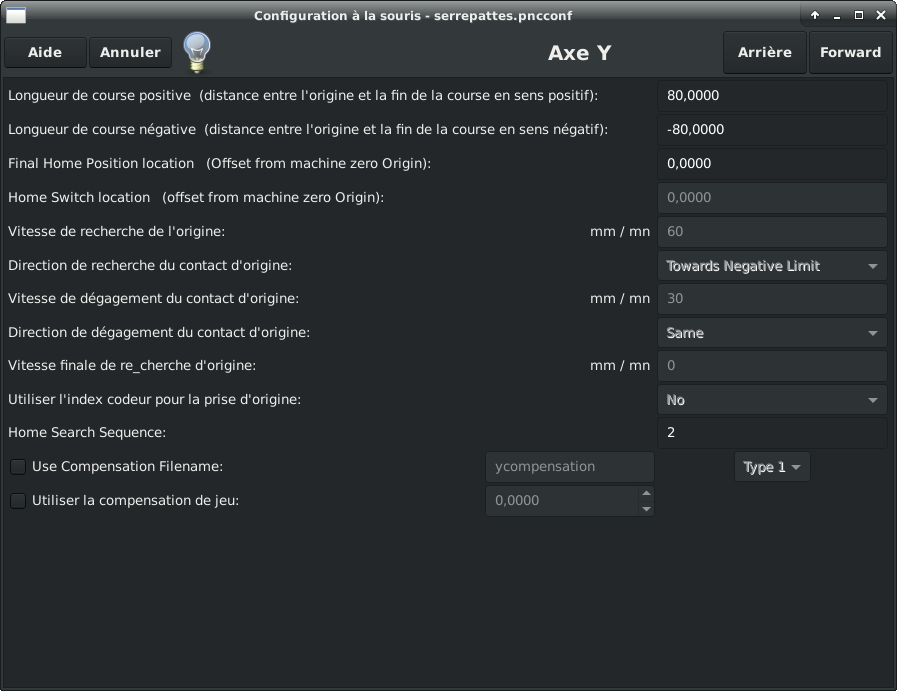
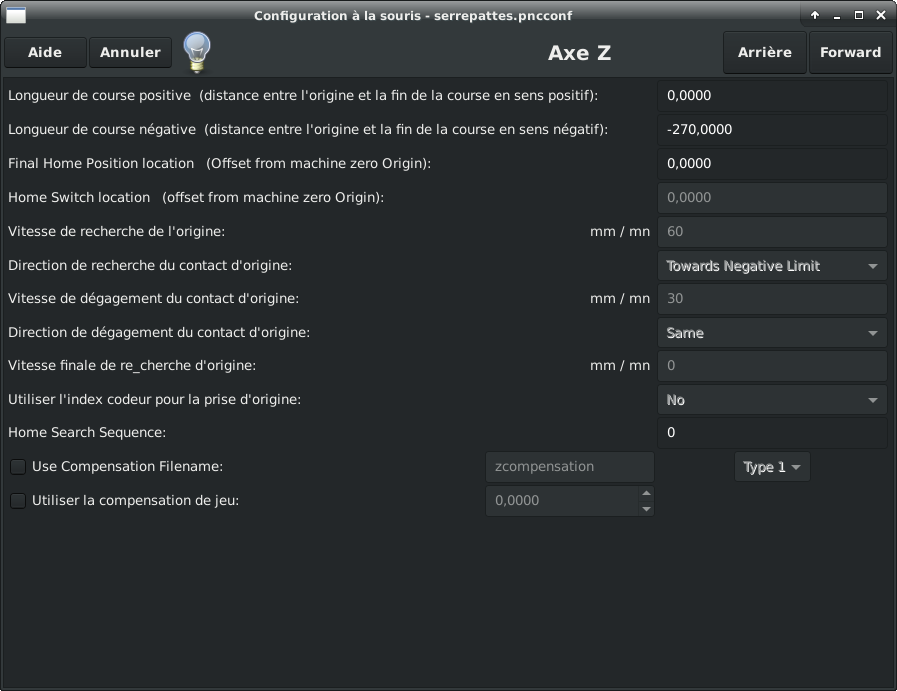
sur les autres pages je n'ai rien modifé.
As-tu prévu les entrées pour :
- L'arrêt d'urgence,
- les contacteurs home (ils peuvent être cablés en // sur une seule entrée)?
Attachments:
Please Log in or Create an account to join the conversation.
- macsddau@linuxcnc
-
- Offline
- Premium Member
-
- Posts: 146
- Thank you received: 29
Il contient le fichier .pncconf que tu peux reprendre dans l'utilitaire de PNCConf
Please Log in or Create an account to join the conversation.
- serrepattes
- Offline
- Junior Member
-
- Posts: 20
- Thank you received: 0
Please Log in or Create an account to join the conversation.
- serrepattes
- Offline
- Junior Member
-
- Posts: 20
- Thank you received: 0
Actuellement les moteurs ne sont pas installés, ils sont sur un bureau.
talla83.homepage.t-online.de/linuxcnc/20180116_china_bob.zip
talla83.homepage.t-online.de/linuxcnc/20...hina_bob_bitfile.zip
cordialement
Attachments:
Please Log in or Create an account to join the conversation.
- macsddau@linuxcnc
-
- Offline
- Premium Member
-
- Posts: 146
- Thank you received: 29
pour le question de sens de rotation tu dois modifier la configuration pour correspondre à ton câblage. Ne connaissant pas celui-ci j’ai fais une configuration au hasard. As-tu un schéma ? Quelle bin as-tu flashé dans la carte mésa ?
Please Log in or Create an account to join the conversation.
- serrepattes
- Offline
- Junior Member
-
- Posts: 20
- Thank you received: 0
Je ne poste pas, maintenant, avec le micro qui supporte linuxcnc.Ton problème de dépassement de limite est sûrement dû au fait que tu n’as pas défini d’origine pièce. Dans la fenêtre 3D est-ce que le parcours est dans la boîte englobante de la machine ? Si ce n’est pas le cas tu dois définir l’origine pièce G54 en touché.Je ne pige pas, les axes lorsque je les fais bouger.
Si; dans l'interface avec la config (que tu m'as donnée et je t'en remercie);je fais bouger les limites, en manuel avec +/- les moteurs ne bronchent pas.
pour le question de sens de rotation tu dois modifier la configuration pour correspondre à ton câblage. Ne connaissant pas celui-ci j’ai fais une configuration au hasard.
As-tu un schéma ? euh? ... tu veux parler du fichier .pin ou du résultat de l'interrogation par mesaflash sudo mesaflash --device 5i25 --readhmid ?
J'en ai essayé plusieurs dont le CHINA_BOB.bit, actuellement c'est 5i25_prob_rfx2.bit.Quelle bin as-tu flashé dans la carte mésa ?
La conf CHINA_BOB.ini fait tourner mes moteur (bien ou mal? je ne sais pas dire) avec n'importe quel firmware semble t-il, que se soit, en chargeant un fichier d'exemple de linuxcnc le nom "LINUXCNC" ou le canard alongé, ou, en faisant bouger" les axes" les moteurs ne sont pas sur une machine, ils reposent sur une table de bureau, les arbres des moteurs donc tournent et dans un sens et dans un autre.
Si je change juste les valeurs pour les trois axes dans le fichier .ini, j'ai droit à des messages d'erreur de la part du programe.
Si je passe par pncconf c'est itou.
Cordialement
Please Log in or Create an account to join the conversation.
- macsddau@linuxcnc
-
- Offline
- Premium Member
-
- Posts: 146
- Thank you received: 29
- Essaye de ne pas toucher manuellement au fichier INI.
- Sur la page Mesa Card 0 assure toi de bien choisir la conf correspondant à ce que tu as flashé. puis règle les les I/O du connecteur 3 en fonction de ton cablage.
- Je parles d'un schéma électrique de câblage.
- Utilise-tu le G54 ? Le meilleur moyen de le voir est de vérifier sur le 3D si le parcours sort de la boîte.
Please Log in or Create an account to join the conversation.
- International LinuxCNC Users
- Français
- LinuxCNC 2.82 cartes DM542T quel firmware pour Mesa 5i25 + carte passive 7i75