Rigid Tapping with a speed controlled spindle
- tnl.lambert
- Offline
- Junior Member
-

Less
More
- Posts: 37
- Thank you received: 1
16 Jul 2015 02:10 #60641
by tnl.lambert
Rigid Tapping with a speed controlled spindle was created by tnl.lambert
I'm configuring a 4-axis CNC machine to do rigid tapping.
The spindle has an encoder, and we can command specific positions to achieve a toolchange.
However, a G33.1 command results in a 'missing K-word' error. (input is G33.1 Z-0.25 K0.05)
I've tried slowing the spindle down below 5RPM just in case, and I'm using version 2.6. Any ideas?
The spindle has an encoder, and we can command specific positions to achieve a toolchange.
However, a G33.1 command results in a 'missing K-word' error. (input is G33.1 Z-0.25 K0.05)
I've tried slowing the spindle down below 5RPM just in case, and I'm using version 2.6. Any ideas?
Please Log in or Create an account to join the conversation.
- BigJohnT
-

- Offline
- Administrator
-

Less
More
- Posts: 6999
- Thank you received: 1176
17 Jul 2015 18:26 #60680
by BigJohnT
Replied by BigJohnT on topic Rigid Tapping with a speed controlled spindle
Can you provide a bit bigger snippet of the G code, the K word is in what you show but the error always says "near" line so and so.
JT
JT
Please Log in or Create an account to join the conversation.
- tnl.lambert
- Offline
- Junior Member
-
Less
More
- Posts: 37
- Thank you received: 1
17 Jul 2015 20:58 #60687
by tnl.lambert
Replied by tnl.lambert on topic Rigid Tapping with a speed controlled spindle
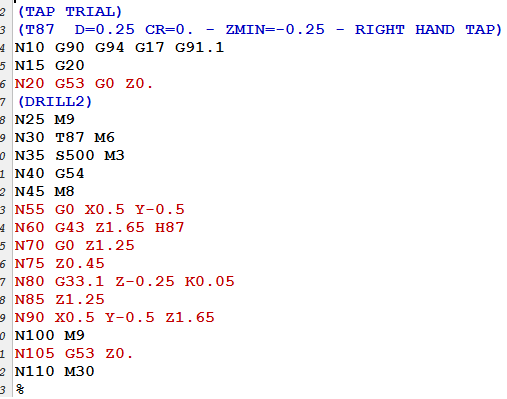
The error is highlighted on the G33.1 line directly, and I've attached a picture of the g-code segment.
Please Log in or Create an account to join the conversation.
- johns00056
- Offline
- Premium Member
-

Less
More
- Posts: 110
- Thank you received: 2
18 Jul 2015 17:47 - 18 Jul 2015 17:55 #60719
by johns00056
Replied by johns00056 on topic Rigid Tapping with a speed controlled spindle
I think that you need g80 (cancel canned cycle) after the tapping line. Linuxcnc is still in tapping mode
on line n85 and is looking for the k value.
I usually put g80 g90 g0 after each tapped hole to rapid to the next location.
on line n85 and is looking for the k value.
I usually put g80 g90 g0 after each tapped hole to rapid to the next location.
Last edit: 18 Jul 2015 17:55 by johns00056.
Please Log in or Create an account to join the conversation.
- BigJohnT
-
- Offline
- Administrator
-
Less
More
- Posts: 6999
- Thank you received: 1176
18 Jul 2015 18:27 #60720
by BigJohnT
G33.1 is not a canned cycle and does not need a G80, you can verify that by reading the manual or try a second pair of coordinates after the G33.1
JT
Replied by BigJohnT on topic Rigid Tapping with a speed controlled spindle
I think that you need g80 (cancel canned cycle) after the tapping line. Linuxcnc is still in tapping mode
on line n85 and is looking for the k value.
I usually put g80 g90 g0 after each tapped hole to rapid to the next location.
G33.1 is not a canned cycle and does not need a G80, you can verify that by reading the manual or try a second pair of coordinates after the G33.1
JT
Please Log in or Create an account to join the conversation.
- BigJohnT
-
- Offline
- Administrator
-
Less
More
- Posts: 6999
- Thank you received: 1176
18 Jul 2015 18:31 #60721
by BigJohnT
Can you attach the G code instead of photo? It's hard to copy and paste a photo.
I don't see anything that jumps out at me but I would like to run it in sim. I assume line one is %. Be aware of the ramifications of wrapping your code in % instead of using a program stop.
JT
Replied by BigJohnT on topic Rigid Tapping with a speed controlled spindle
The error is highlighted on the G33.1 line directly, and I've attached a picture of the g-code segment.
Can you attach the G code instead of photo? It's hard to copy and paste a photo.
I don't see anything that jumps out at me but I would like to run it in sim. I assume line one is %. Be aware of the ramifications of wrapping your code in % instead of using a program stop.
JT
Please Log in or Create an account to join the conversation.
- johns00056
- Offline
- Premium Member
-
Less
More
- Posts: 110
- Thank you received: 2
18 Jul 2015 19:03 - 18 Jul 2015 19:58 #60724
by johns00056
Replied by johns00056 on topic Rigid Tapping with a speed controlled spindle
I just tried my machine (linuxcnc 2.5.3 ) and It seems like I always get a "k word missing " error if the next line
after g33.1 does not have a g80.
Edit - a g1 or a go in the next line, before movement, also seems to correct the problem.
after g33.1 does not have a g80.
Edit - a g1 or a go in the next line, before movement, also seems to correct the problem.
Last edit: 18 Jul 2015 19:58 by johns00056.
Please Log in or Create an account to join the conversation.
- BigJohnT
-
- Offline
- Administrator
-
Less
More
- Posts: 6999
- Thank you received: 1176
18 Jul 2015 19:17 - 18 Jul 2015 19:18 #60725
by BigJohnT
Replied by BigJohnT on topic Rigid Tapping with a speed controlled spindle
Here is my ngcgui rigid tapping subroutine that I use daily on 2.5 on my CHNC.
(info: Rigid Tapping)
o<tap>sub
#<thread-type> = #1 (=0 0=TPI 1=MM)
#<thread> = #2 (TPI/Pitch)
#<Z_Start> = #3 (=0.100 Z Clearance)
#<T_Depth> = #4 (End of Thread)
#<RPM> = #5 (Spindle RPM)
#<ToolNumber> = #6 (Tool Number)
#<Coolant> = #7 (=8 Coolant 8 On 9 Off)
G7 G17 G20 G40 G80
T#<ToolNumber> M6 G43
o110 if [#<thread-type> EQ 0]
#<pitch> = [1 / #<thread>]
G20
o110 else
#<pitch> = #<thread>
G21
o110 endif
; Tap the Hole
o120 if [#<thread-type> EQ 0 OR #<thread-type> EQ 1]
S#<RPM> M3 M#<Coolant>
G0 X0.000 Z#<Z_Start>
G33.1 X0.000 Z#<T_Depth> K#<pitch>
M5 M9
G53 G0 X0 Z0
o120 else
(msg, you dufus you didn't use a proper thread type)
o120 endif
; Restore to normal units
G20
o<tap>endsub
Last edit: 18 Jul 2015 19:18 by BigJohnT.
The following user(s) said Thank You: tnl.lambert
Please Log in or Create an account to join the conversation.
- BigJohnT
-
- Offline
- Administrator
-
Less
More
- Posts: 6999
- Thank you received: 1176
18 Jul 2015 19:20 - 18 Jul 2015 19:22 #60726
by BigJohnT
Replied by BigJohnT on topic Rigid Tapping with a speed controlled spindle
And here is a G code file that I run regularly on my 2.6 mill... and you can see that G33.1 is called for every hole and is not a canned cycle.
Canned Cycles:
www.linuxcnc.org/docs/html/gcode/gcode.html#sec:G80-G89
Canned Cycles:
www.linuxcnc.org/docs/html/gcode/gcode.html#sec:G80-G89
(PART - )
(NOTES - CUP HOLDER VELCRO OP1 DRILL AND TAP)
G17 G20 G40 G49 G54 G64 P0.005 G80 G90 G94
M05 G40 G49 G80
M09
(0.1495" #25 DRILL)
T1 M06 G43
G00 X0.1875 Y-0.261 S1800 M03
M0
Z0.25
G00 X0.1875 Y-0.261 Z0.25
Z0.1
G01 Z-0.556 F12.0 S1800
G00 Z0.1
Z0.25
X1.0625
Z0.1
G01 Z-0.556
G00 Z0.1
G00 Z0.25
M05 G40 G49 G80
M09
(10-24 HSS TAP)
T2 M06 G43
G00 X0.1875 Y-0.261 S900 M03
M0
Z0.25
G00 X0.1875 Y-0.261 Z0.25
G33.1 X0.1875 Y-0.261 Z-0.400 K0.0416
G0 X1.0625
G33.1 X1.0625 Y-0.261 Z-0.400 K0.0416
M5
G53 G0 Z0
G0 X0 Y0
M2
Last edit: 18 Jul 2015 19:22 by BigJohnT.
Please Log in or Create an account to join the conversation.
- tnl.lambert
- Offline
- Junior Member
-
Less
More
- Posts: 37
- Thank you received: 1
18 Jul 2015 19:28 #60727
by tnl.lambert
Replied by tnl.lambert on topic Rigid Tapping with a speed controlled spindle
Ok, so there is no major reason in the g-code that would cause the error? Maybe this is sliding towards an advanced configuration post, but I'll provide a theory of mine - I use a custom orient code that uses a separate PID loop. It is connected to motion.spindle-index-enable, so the PID loops change over when M19 is called. Will that be an issue?
Please Log in or Create an account to join the conversation.
Time to create page: 0.130 seconds