Search Results (Searched for: 7i76e)
- RMJ fabrication
- RMJ fabrication
26 May 2026 02:19
Replied by RMJ fabrication on topic Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
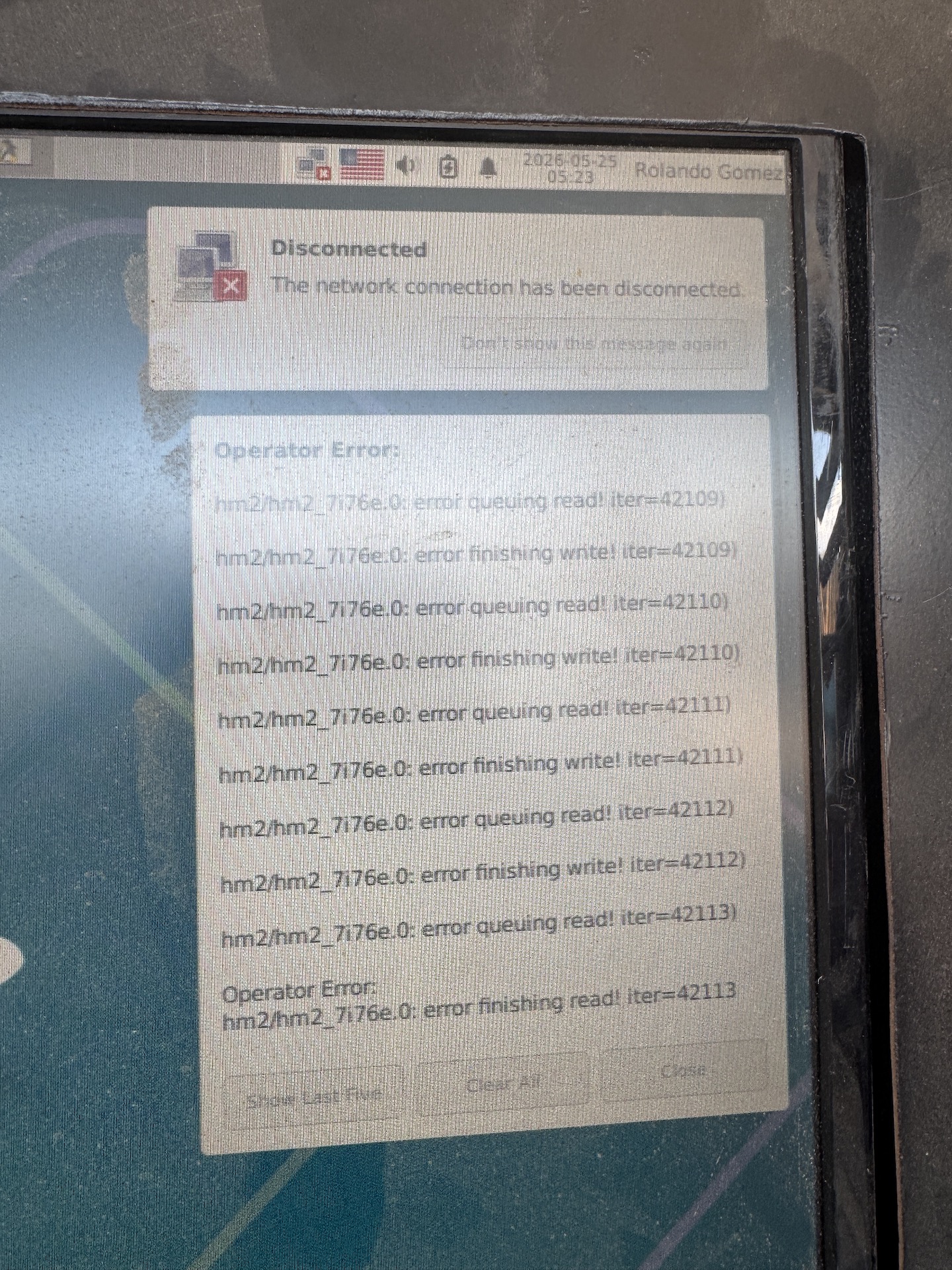
Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
Category: Plasmac
- tommylight

26 May 2026 01:58
Replied by tommylight on topic Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
Category: Plasmac
- RMJ fabrication
- RMJ fabrication
26 May 2026 01:52
Replied by RMJ fabrication on topic Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
Category: Plasmac
- PCW

26 May 2026 01:38
- RMJ fabrication
- RMJ fabrication
26 May 2026 00:31
Replied by RMJ fabrication on topic Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
Category: Plasmac
- PCW
25 May 2026 23:04
- RMJ fabrication
- RMJ fabrication
25 May 2026 21:46
Replied by RMJ fabrication on topic Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
Category: Plasmac
- PCW
25 May 2026 21:40 - 25 May 2026 23:01
- RMJ fabrication
- RMJ fabrication
25 May 2026 21:14
Ethernet connection to Mesa 7i76e disconnecting on its own after one minute was created by RMJ fabrication
Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
Category: Plasmac
- peterdownunder
- peterdownunder
25 May 2026 09:44
Replied by peterdownunder on topic Trying to get analog joystick to control jogging
Trying to get analog joystick to control jogging
Category: Basic Configuration
- tommylight
20 May 2026 11:50 - 20 May 2026 11:51
Replied by tommylight on topic Mesa conversion for a Mazak VQC 20/40 M2 mill
Mesa conversion for a Mazak VQC 20/40 M2 mill
Category: Driver Boards
- northernstepper

12 May 2026 02:44
Stepper Driver Enable Pin was created by northernstepper
Stepper Driver Enable Pin
Category: Basic Configuration
- peterdownunder
- peterdownunder
05 May 2026 01:42 - 07 May 2026 05:41
Trying to get analog joystick to control jogging was created by peterdownunder
Trying to get analog joystick to control jogging
Category: Basic Configuration
- PCW
03 May 2026 22:06
Replied by PCW on topic Firmware request : MESA 7I76EU + 7I85 + PWM & IOport
Firmware request : MESA 7I76EU + 7I85 + PWM & IOport
Category: Driver Boards
- dedlefou
- dedlefou
03 May 2026 21:58
Replied by dedlefou on topic Firmware request : MESA 7I76EU + 7I85 + PWM & IOport
Firmware request : MESA 7I76EU + 7I85 + PWM & IOport
Category: Driver Boards
")
Time to create page: 1.128 seconds