Search Results (Searched for: )
- Kieran
- Kieran
09 Jun 2025 03:44
Replied by Kieran on topic weird behavior: homing X messes up Y
weird behavior: homing X messes up Y
Category: EtherCAT
- unknown
- unknown
09 Jun 2025 03:26
- unknown
- unknown
09 Jun 2025 03:22
Replied by unknown on topic Flyback diode mesa 7i95t
Flyback diode mesa 7i95t
Category: Driver Boards
- unknown
- unknown
09 Jun 2025 03:14 - 09 Jun 2025 03:16
Replied by unknown on topic linuxcnc c++ axis gui works!
linuxcnc c++ axis gui works!
Category: General LinuxCNC Questions
- ring
- ring
09 Jun 2025 02:19
- akim14
- akim14
09 Jun 2025 01:39
Replied by akim14 on topic LinuxCNC Dual-Head Gantry Setup Assistance Request
LinuxCNC Dual-Head Gantry Setup Assistance Request
Category: General LinuxCNC Questions
- PCW

09 Jun 2025 00:57 - 09 Jun 2025 01:01
Replied by PCW on topic Mesa 7i92T - compiling firmware
Mesa 7i92T - compiling firmware
Category: Driver Boards
- jg
- jg
09 Jun 2025 00:28
Replied by jg on topic Mesa 7i92T - compiling firmware
Mesa 7i92T - compiling firmware
Category: Driver Boards
- Kieran
- Kieran
08 Jun 2025 23:45
Replied by Kieran on topic How ethercat contral a servo device spindle?
How ethercat contral a servo device spindle?
Category: EtherCAT
- PCW
08 Jun 2025 23:01
Replied by PCW on topic MESA 7i93 PWM question - motor rotation direction switch
MESA 7i93 PWM question - motor rotation direction switch
Category: Advanced Configuration
- greg23_78
- greg23_78
08 Jun 2025 22:11 - 08 Jun 2025 22:11
Replied by greg23_78 on topic Toyota embroidery machine - retrofit
Toyota embroidery machine - retrofit
Category: CNC Machines
- Hakan
- Hakan
08 Jun 2025 21:41 - 08 Jun 2025 21:43
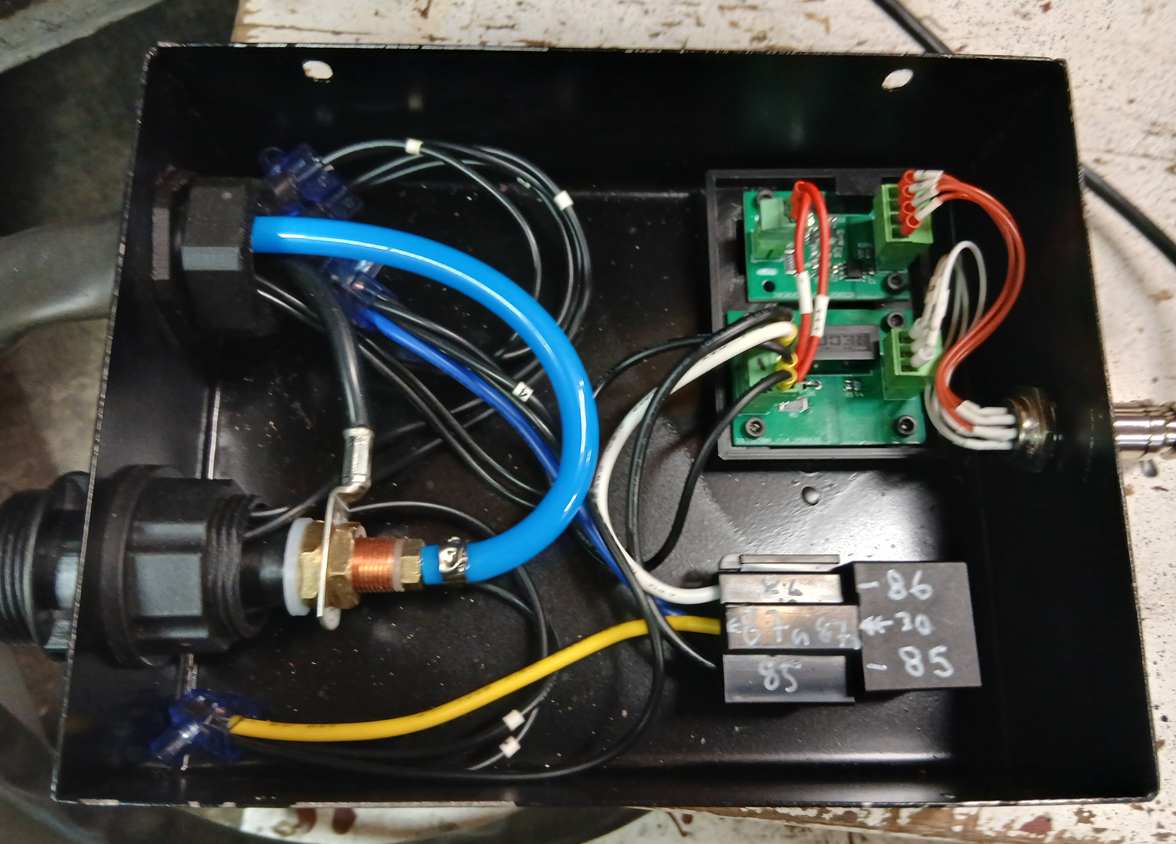
Replied by Hakan on topic Ohmic sensing with IPTM-60
Ohmic sensing with IPTM-60
Category: Show Your Stuff
- Hakan
- Hakan
08 Jun 2025 21:28
Replied by Hakan on topic Ohmic sensing with IPTM-60
Ohmic sensing with IPTM-60
Category: Show Your Stuff
")



- PCW
08 Jun 2025 21:14
- TheTinkeringMechanic1
- TheTinkeringMechanic1
08 Jun 2025 20:48
Replied by TheTinkeringMechanic1 on topic CNC lathe to grinder.
CNC lathe to grinder.
Category: Basic Configuration
Time to create page: 1.579 seconds