Search Results (Searched for: )
- tommylight

25 Mar 2026 23:51
Replied by tommylight on topic Closed loop - encoder/position not updating while moving
Closed loop - encoder/position not updating while moving
Category: HAL
- tommylight
25 Mar 2026 23:17
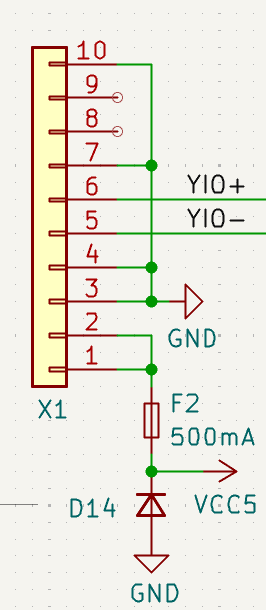
Replied by tommylight on topic Review Request for Arc Volt Sensor Schematic
Review Request for Arc Volt Sensor Schematic
Category: Plasma & Laser
- leexi
- leexi
25 Mar 2026 23:09 - 13 Apr 2026 18:43
- scotta

25 Mar 2026 23:03
Replied by scotta on topic Struggling with LinuxCNC RPi distro, Remora, NVME V5
Struggling with LinuxCNC RPi distro, Remora, NVME V5
Category: Driver Boards
- alangibson
- alangibson
25 Mar 2026 21:35
Replied by alangibson on topic Review Request for Arc Volt Sensor Schematic
Review Request for Arc Volt Sensor Schematic
Category: Plasma & Laser
- PCW

25 Mar 2026 21:24 - 26 Mar 2026 01:42
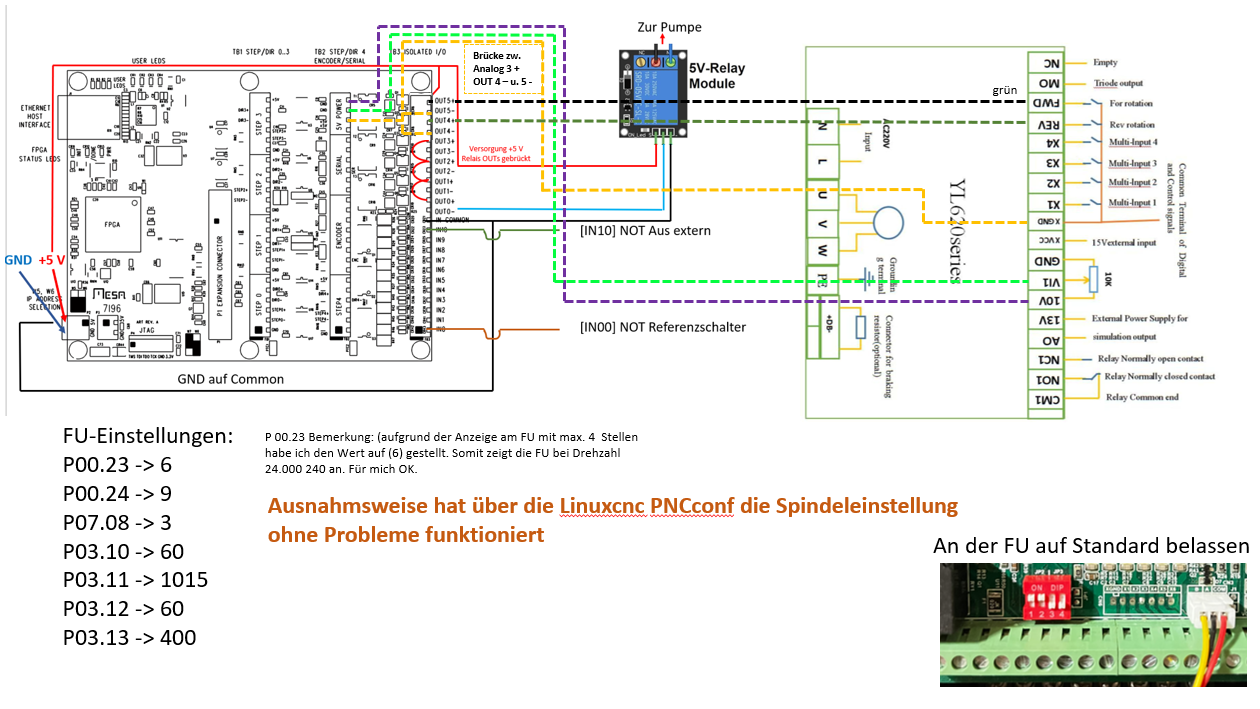
Replied by PCW on topic Connect Spindel with 7i96s
Connect Spindel with 7i96s
Category: General LinuxCNC Questions
- dm17ry

25 Mar 2026 21:10
Replied by dm17ry on topic Mitsubishi Meldas Control and Motors
Mitsubishi Meldas Control and Motors
Category: Milling Machines
- alangibson
- alangibson
25 Mar 2026 20:59
Replied by alangibson on topic Review Request for Arc Volt Sensor Schematic
Review Request for Arc Volt Sensor Schematic
Category: Plasma & Laser
- dm17ry
25 Mar 2026 20:51
Replied by dm17ry on topic Mitsubishi MR-J3-XX"A" drive + 7i94 config?
Mitsubishi MR-J3-XX"A" drive + 7i94 config?
Category: Driver Boards
- rodw

25 Mar 2026 20:40
Replied by rodw on topic too long hm2_7i97.0.read.tmax or something else?
too long hm2_7i97.0.read.tmax or something else?
Category: Driver Boards
- rodw
25 Mar 2026 20:34
- Tach0
- Tach0
25 Mar 2026 20:25
Connect Spindel with 7i96s was created by Tach0
Connect Spindel with 7i96s
Category: General LinuxCNC Questions
- Xnke
- Xnke
25 Mar 2026 20:16
Replied by Xnke on topic Mitsubishi Meldas Control and Motors
Mitsubishi Meldas Control and Motors
Category: Milling Machines
- spumco
- spumco
25 Mar 2026 20:02
Replied by spumco on topic Lathe C axis homing
Lathe C axis homing
Category: General LinuxCNC Questions
- spumco
- spumco
25 Mar 2026 19:43
Replied by spumco on topic Lathe C axis homing
Lathe C axis homing
Category: General LinuxCNC Questions
Time to create page: 0.884 seconds