Search Results (Searched for: )
- PCW

11 Oct 2024 16:01
Replied by PCW on topic 7i95T spindle control via Modbus RS485 and SPINX1A
7i95T spindle control via Modbus RS485 and SPINX1A
Category: Driver Boards
- Leintz2
- Leintz2
11 Oct 2024 15:59
Replied by Leintz2 on topic Slider (scale) to change stepper acceleration
Slider (scale) to change stepper acceleration
Category: pyVCP
- vmihalca
- vmihalca
11 Oct 2024 15:52
Replied by vmihalca on topic 7i95T spindle control via Modbus RS485 and SPINX1A
7i95T spindle control via Modbus RS485 and SPINX1A
Category: Driver Boards
")
- Todd Zuercher

11 Oct 2024 15:49
Replied by Todd Zuercher on topic Adding a DRO and want to integrate with linuxcnc, recommended hardware?
Adding a DRO and want to integrate with linuxcnc, recommended hardware?
Category: CNC Machines
- abarry
- abarry
11 Oct 2024 15:04
Replied by abarry on topic Adding a DRO and want to integrate with linuxcnc, recommended hardware?
Adding a DRO and want to integrate with linuxcnc, recommended hardware?
Category: CNC Machines
- mBender
- mBender
11 Oct 2024 14:33
Replied by mBender on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware

- PCW
11 Oct 2024 14:08
Replied by PCW on topic 7i95T spindle control via Modbus RS485 and SPINX1A
7i95T spindle control via Modbus RS485 and SPINX1A
Category: Driver Boards
- royka
- royka
11 Oct 2024 13:57 - 11 Oct 2024 14:22
Replied by royka on topic Can the OPI5 be Configured to Run LCNC?
Can the OPI5 be Configured to Run LCNC?
Category: Computers and Hardware
- snowgoer540

11 Oct 2024 13:37 - 11 Oct 2024 13:42
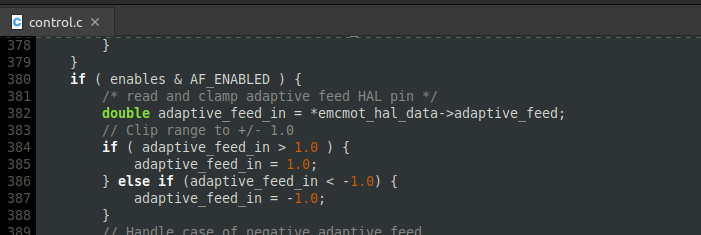
Replied by snowgoer540 on topic motion.adaptive-feed range problem
motion.adaptive-feed range problem
Category: Advanced Configuration
- Aciera

11 Oct 2024 13:19 - 11 Oct 2024 14:20
Replied by Aciera on topic motion.adaptive-feed range problem
motion.adaptive-feed range problem
Category: Advanced Configuration
- vmihalca
- vmihalca
11 Oct 2024 12:52 - 11 Oct 2024 12:55
Replied by vmihalca on topic 7i95T spindle control via Modbus RS485 and SPINX1A
7i95T spindle control via Modbus RS485 and SPINX1A
Category: Driver Boards
- JT

11 Oct 2024 12:21
Replied by JT on topic siemens 1200 safety for sale
siemens 1200 safety for sale
Category: User Exchange
- BaxEDM

11 Oct 2024 11:08
Replied by BaxEDM on topic motion.adaptive-feed range problem
motion.adaptive-feed range problem
Category: Advanced Configuration
- tommylight

11 Oct 2024 11:03
Replied by tommylight on topic motion.adaptive-feed range problem
motion.adaptive-feed range problem
Category: Advanced Configuration
- BaxEDM
11 Oct 2024 10:59 - 11 Oct 2024 11:07
Replied by BaxEDM on topic motion.adaptive-feed range problem
motion.adaptive-feed range problem
Category: Advanced Configuration
Time to create page: 0.435 seconds