Search Results (Searched for: )
- greg23_78
- greg23_78
13 Sep 2024 18:52
- briansm
- briansm
13 Sep 2024 17:52
Replied by briansm on topic Can the OPI5 be Configured to Run LCNC?
Can the OPI5 be Configured to Run LCNC?
Category: Computers and Hardware

- programador

13 Sep 2024 17:44
Replied by programador on topic Encoder feedback 7i77 sensor magnetic BALLUFF
Encoder feedback 7i77 sensor magnetic BALLUFF
Category: HAL
- ekbiker
- ekbiker
13 Sep 2024 16:39 - 14 Sep 2024 01:18
Replied by ekbiker on topic Clearpath SDSK steps per inch
Clearpath SDSK steps per inch
Category: PnCConf Wizard
- spacemanspiffee

13 Sep 2024 15:10 - 13 Sep 2024 15:49
Replied by spacemanspiffee on topic User Prompt Custom M Code
User Prompt Custom M Code
Category: G&M Codes
- royka
- royka
13 Sep 2024 15:03
Replied by royka on topic Can the OPI5 be Configured to Run LCNC?
Can the OPI5 be Configured to Run LCNC?
Category: Computers and Hardware
- bertoldo
- bertoldo
13 Sep 2024 15:02
Replied by bertoldo on topic Problems with Lichuan Ethercat servo drive
Problems with Lichuan Ethercat servo drive
Category: EtherCAT
- Krulli_Fräser
- Krulli_Fräser
13 Sep 2024 14:57
- ekbiker
- ekbiker
13 Sep 2024 14:36
- bertoldo
- bertoldo
13 Sep 2024 14:33
Replied by bertoldo on topic Problems with Lichuan Ethercat servo drive
Problems with Lichuan Ethercat servo drive
Category: EtherCAT
- rockcnc
- rockcnc
13 Sep 2024 14:28
- F41TH
- F41TH
13 Sep 2024 14:25
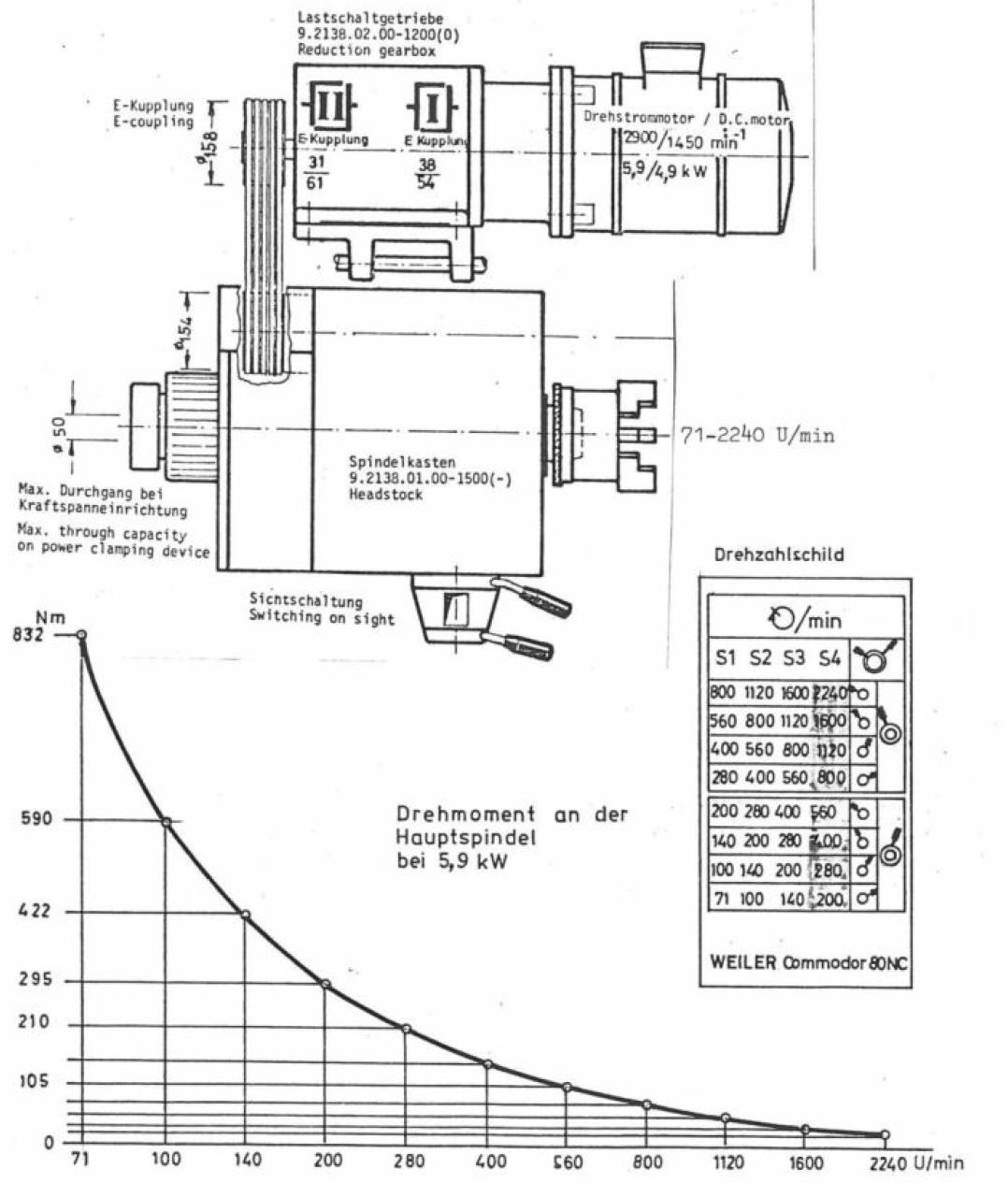
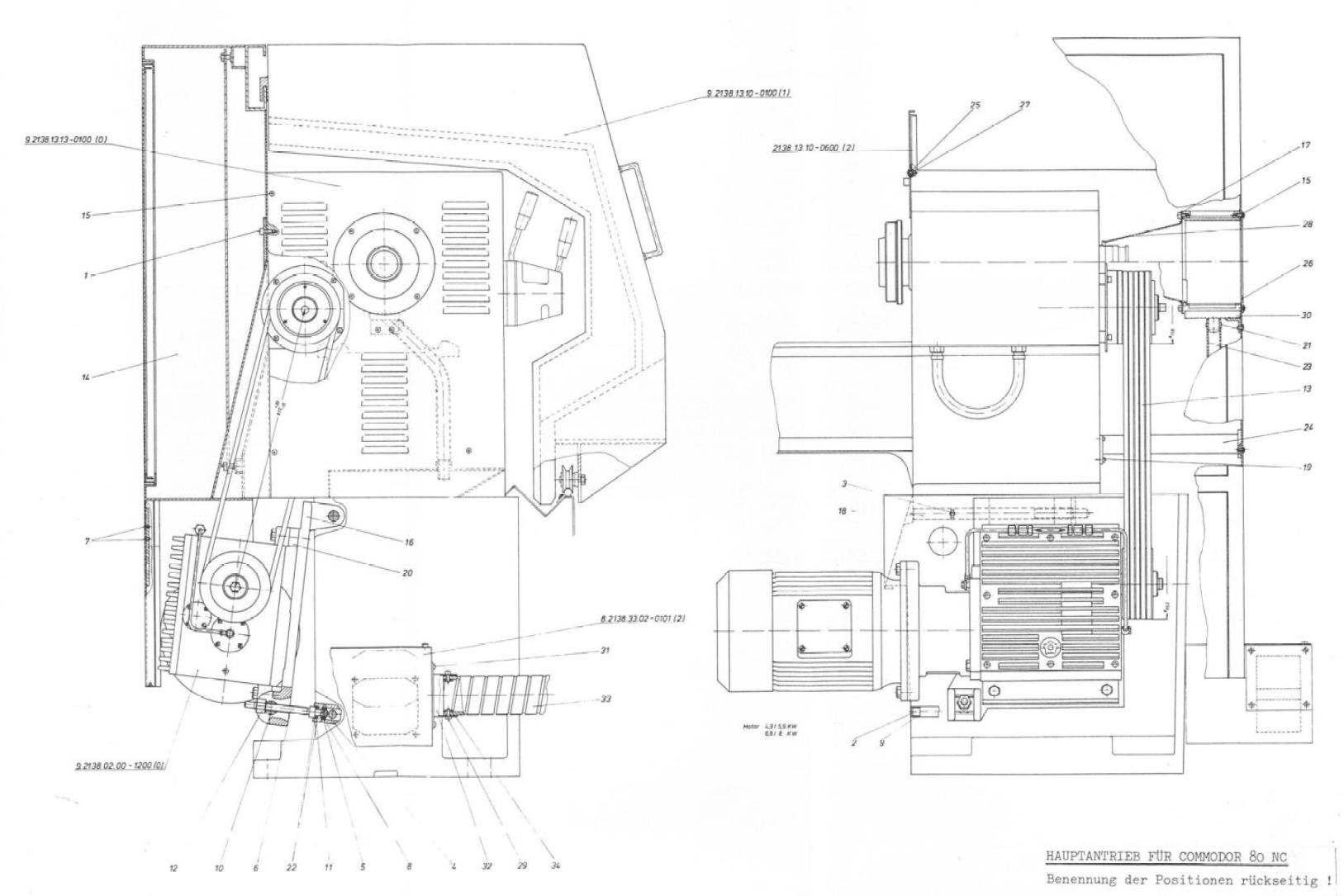
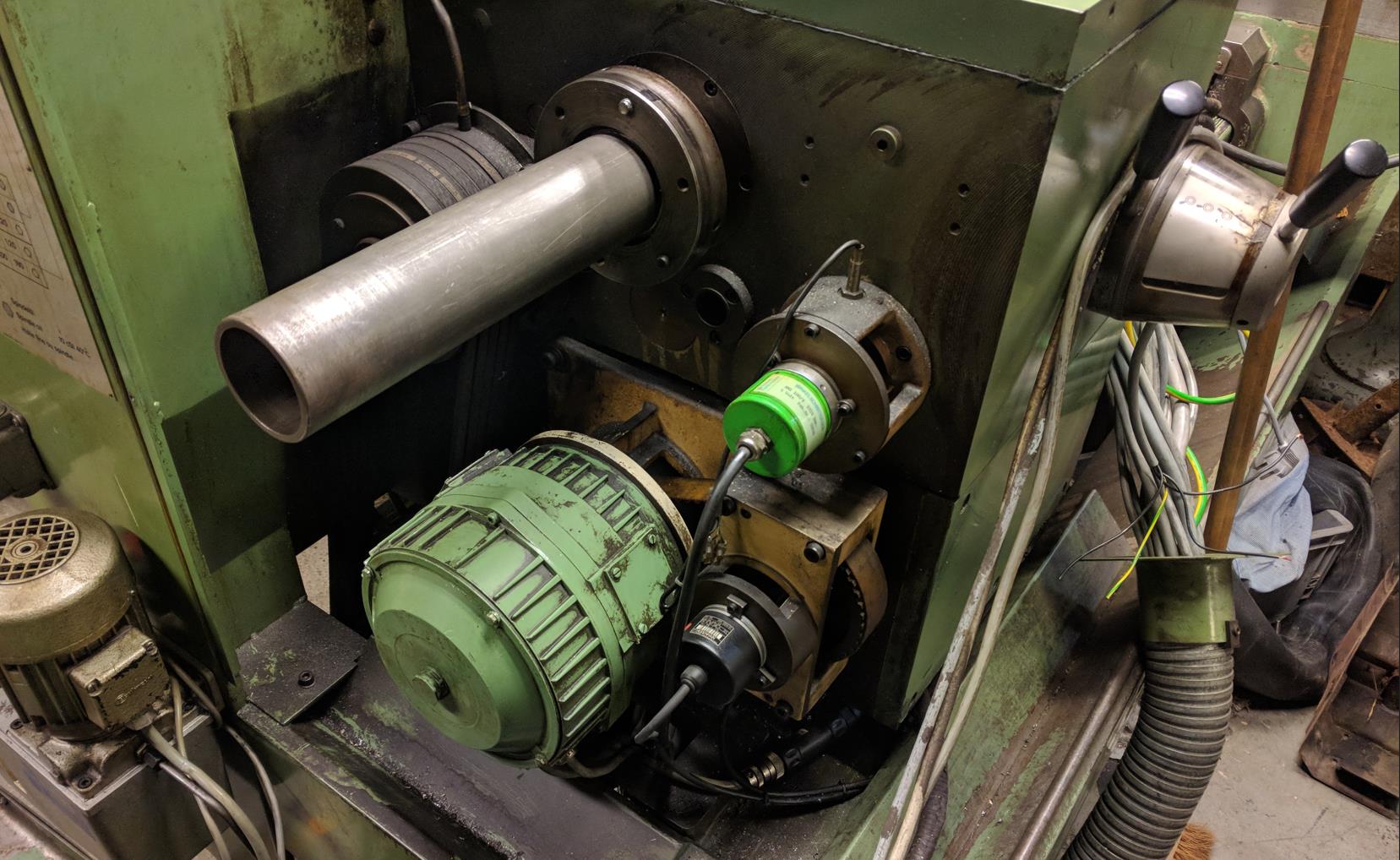
Weiler Commodor 80NC gearbox implementation / control was created by F41TH
Weiler Commodor 80NC gearbox implementation / control
Category: Turning


- rockcnc
- rockcnc
13 Sep 2024 14:23
- rockcnc
- rockcnc
13 Sep 2024 14:21
- PCW

13 Sep 2024 14:07
Time to create page: 0.637 seconds