Search Results (Searched for: )
- PCW

08 Jan 2025 17:15
- ioiotutu
- ioiotutu
08 Jan 2025 17:12
- Aciera

08 Jan 2025 17:10
Replied by Aciera on topic M6 Remap Lathe (Remap T & ignore M6)
M6 Remap Lathe (Remap T & ignore M6)
Category: General LinuxCNC Questions
- PCW
08 Jan 2025 17:07
Replied by PCW on topic 7i96s Arc Voltage + Encoder Fault
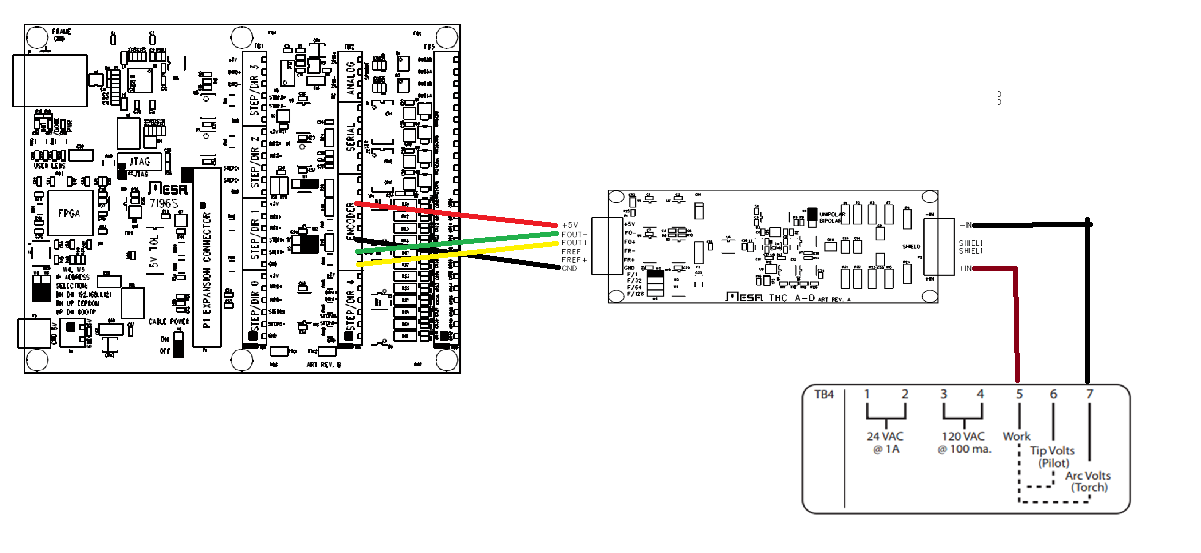
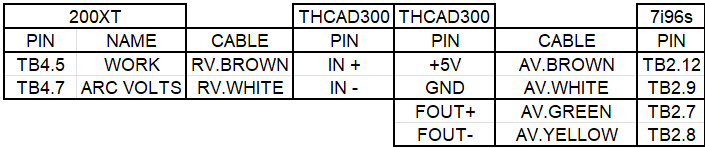
7i96s Arc Voltage + Encoder Fault
Category: Plasma & Laser
- sharp_reaper
- sharp_reaper
08 Jan 2025 17:03
Replied by sharp_reaper on topic 7i96s Arc Voltage + Encoder Fault
7i96s Arc Voltage + Encoder Fault
Category: Plasma & Laser
- smc.collins
- smc.collins
08 Jan 2025 17:01
Replied by smc.collins on topic M6 Remap Lathe (Remap T & ignore M6)
M6 Remap Lathe (Remap T & ignore M6)
Category: General LinuxCNC Questions
- PCW
08 Jan 2025 16:56 - 08 Jan 2025 17:02
- PCW
08 Jan 2025 16:53
Replied by PCW on topic Resolution and speed with servo motor
Resolution and speed with servo motor
Category: General LinuxCNC Questions
- ioiotutu
- ioiotutu
08 Jan 2025 16:53
- PCW
08 Jan 2025 16:40
Replied by PCW on topic 7i96s Arc Voltage + Encoder Fault
7i96s Arc Voltage + Encoder Fault
Category: Plasma & Laser
- iastate_tka
- iastate_tka
08 Jan 2025 16:31
Omron/Generic Ethercat Driver - Communications Synch Error was created by iastate_tka
Omron/Generic Ethercat Driver - Communications Synch Error
Category: EtherCAT
- sharp_reaper
- sharp_reaper
08 Jan 2025 16:19 - 08 Jan 2025 16:29
Replied by sharp_reaper on topic 7i96s Arc Voltage + Encoder Fault
7i96s Arc Voltage + Encoder Fault
Category: Plasma & Laser
- PCW
08 Jan 2025 16:06
- PCW
08 Jan 2025 15:58
Replied by PCW on topic 7i96s Arc Voltage + Encoder Fault
7i96s Arc Voltage + Encoder Fault
Category: Plasma & Laser
- sharp_reaper
- sharp_reaper
08 Jan 2025 15:34 - 08 Jan 2025 15:42
7i96s Arc Voltage + Encoder Fault was created by sharp_reaper
7i96s Arc Voltage + Encoder Fault
Category: Plasma & Laser
Time to create page: 0.867 seconds