Search Results (Searched for: )
- PCW

06 Jan 2025 21:31
Replied by PCW on topic Resolution and speed with servo motor
Resolution and speed with servo motor
Category: General LinuxCNC Questions
- ihavenofish
- ihavenofish
06 Jan 2025 21:13
Replied by ihavenofish on topic Resolution and speed with servo motor
Resolution and speed with servo motor
Category: General LinuxCNC Questions
- Martin.L
- Martin.L
06 Jan 2025 21:12
Exercise: Turn on output led on EL2809 when machine is turned on was created by Martin.L
Exercise: Turn on output led on EL2809 when machine is turned on
Category: EtherCAT
- Aciera

06 Jan 2025 20:53
Replied by Aciera on topic 2.9.3 INI_VARS issue
2.9.3 INI_VARS issue
Category: General LinuxCNC Questions
- Masiwood123

06 Jan 2025 20:35
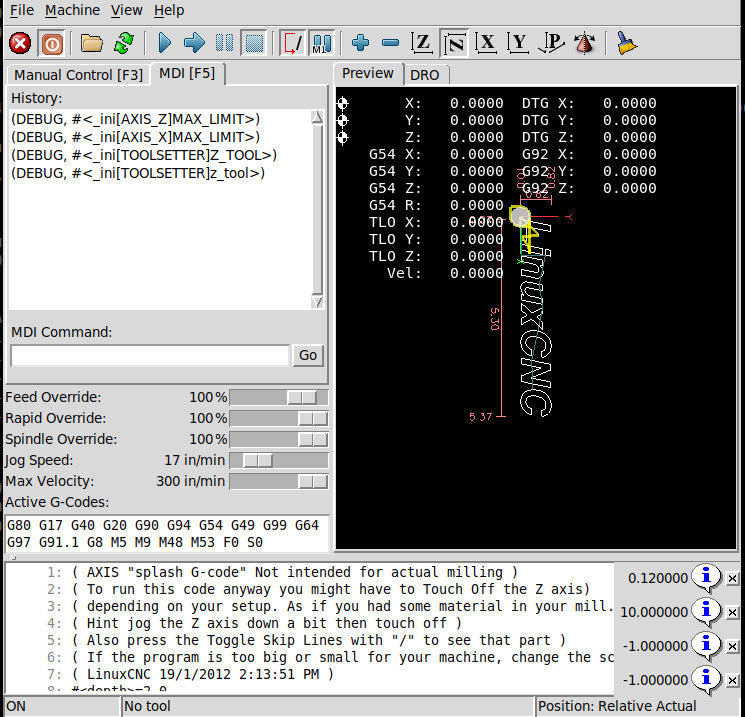
Replied by Masiwood123 on topic Fehlmann Picomax 100 Retrofit
Fehlmann Picomax 100 Retrofit
Category: Milling Machines

- blazini36
- blazini36
06 Jan 2025 20:30
- Aciera
06 Jan 2025 20:24
Replied by Aciera on topic 2.9.3 INI_VARS issue
2.9.3 INI_VARS issue
Category: General LinuxCNC Questions
- shipmodeller

06 Jan 2025 20:01
Replied by shipmodeller on topic 2.9.3 INI_VARS issue
2.9.3 INI_VARS issue
Category: General LinuxCNC Questions
- shipmodeller
06 Jan 2025 20:00
Replied by shipmodeller on topic 2.9.3 INI_VARS issue
2.9.3 INI_VARS issue
Category: General LinuxCNC Questions
- Aciera
06 Jan 2025 19:55 - 06 Jan 2025 20:57
Replied by Aciera on topic 2.9.3 INI_VARS issue
2.9.3 INI_VARS issue
Category: General LinuxCNC Questions
- shipmodeller
06 Jan 2025 19:48
Replied by shipmodeller on topic 2.9.3 INI_VARS issue
2.9.3 INI_VARS issue
Category: General LinuxCNC Questions
- Aciera
06 Jan 2025 19:32
Replied by Aciera on topic 2.9.3 INI_VARS issue
2.9.3 INI_VARS issue
Category: General LinuxCNC Questions

- shipmodeller
06 Jan 2025 19:28
Replied by shipmodeller on topic 2.9.3 INI_VARS issue
2.9.3 INI_VARS issue
Category: General LinuxCNC Questions
- Aciera
06 Jan 2025 19:20 - 06 Jan 2025 19:28
Replied by Aciera on topic 2.9.3 INI_VARS issue
2.9.3 INI_VARS issue
Category: General LinuxCNC Questions
- slowpoke
- slowpoke
06 Jan 2025 19:06 - 06 Jan 2025 19:17
Jog from external pushbutton only works after a move say G0 X1 was created by slowpoke
Jog from external pushbutton only works after a move say G0 X1
Category: HAL
Time to create page: 0.393 seconds