Search Results (Searched for: )
- ihavenofish
- ihavenofish
25 Dec 2024 11:58
Replied by ihavenofish on topic PathPilot V2 source code
PathPilot V2 source code
Category: PathPilot
- abdulasis12
- abdulasis12
25 Dec 2024 11:51 - 25 Dec 2024 11:58
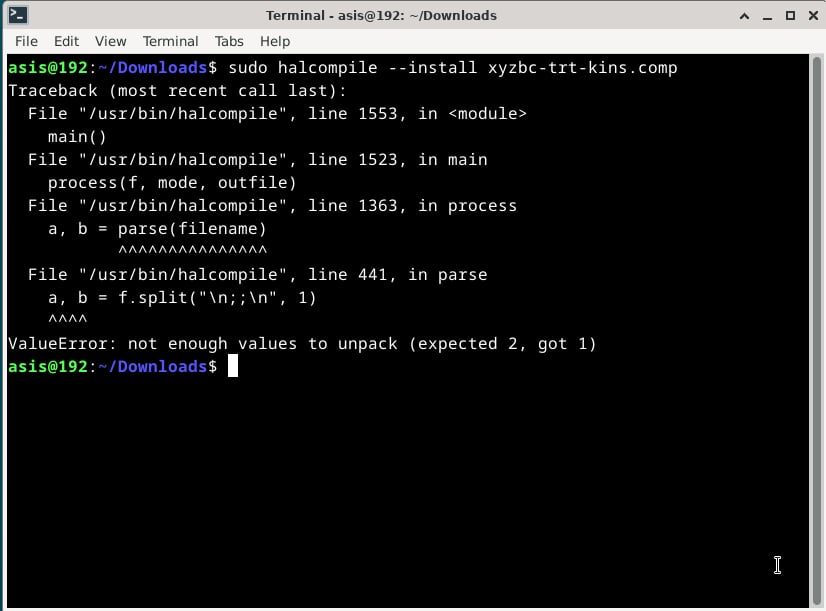
Replied by abdulasis12 on topic Skew correction/perpendicularity correction (millkins or millkins_xyz)
Skew correction/perpendicularity correction (millkins or millkins_xyz)
Category: Basic Configuration
- Hakan
- Hakan
25 Dec 2024 11:41 - 25 Dec 2024 12:29
- papagno-source
- papagno-source
25 Dec 2024 11:29
- aikiaviator
- aikiaviator
25 Dec 2024 11:29
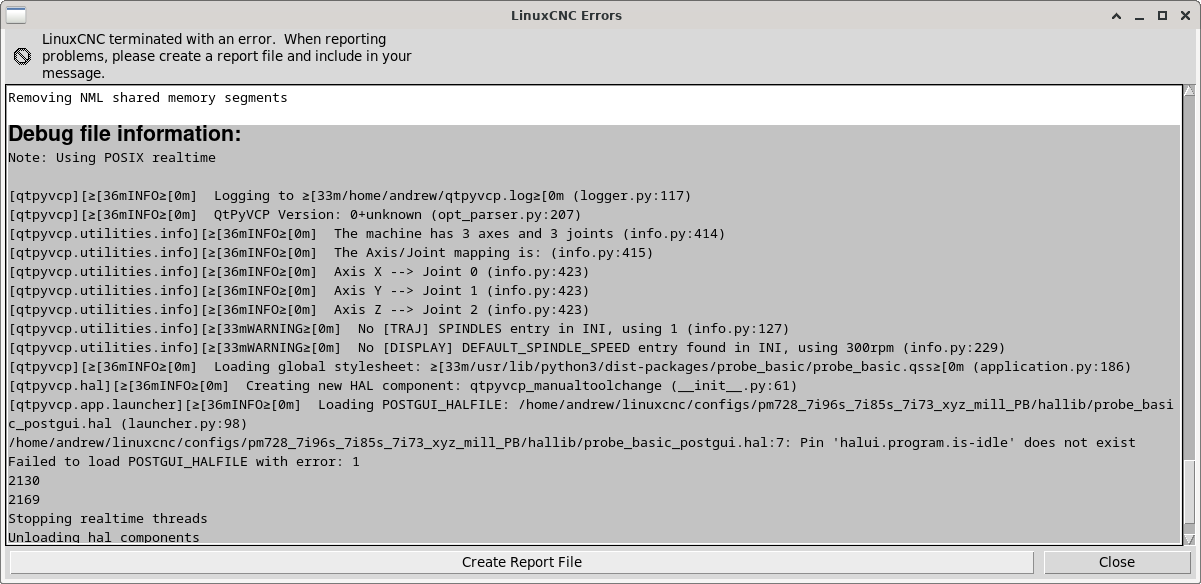
Replied by aikiaviator on topic To Probe Basic from Gmoccapy
To Probe Basic from Gmoccapy
Category: QtPyVCP
- Hakan
- Hakan
25 Dec 2024 11:16
- papagno-source
- papagno-source
25 Dec 2024 11:07
- Sandro
- Sandro
25 Dec 2024 10:17
Replied by Sandro on topic Probe Basic M6G43 (m6_tool_call_tool_page) not working
Probe Basic M6G43 (m6_tool_call_tool_page) not working
Category: QtPyVCP
- Hakan
- Hakan
25 Dec 2024 09:58
- papagno-source
- papagno-source
25 Dec 2024 09:50
- csurimilan
- csurimilan
25 Dec 2024 09:48
- papagno-source
- papagno-source
25 Dec 2024 09:41
- bharath12
- bharath12
25 Dec 2024 09:32
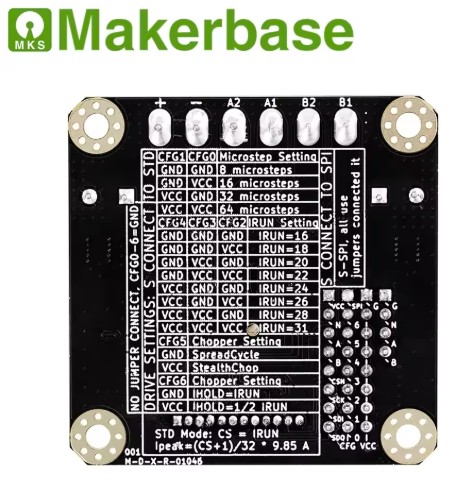
Retrofit Engraving machine was created by bharath12
Retrofit Engraving machine
Category: Milling Machines
- bkt

25 Dec 2024 09:29 - 25 Dec 2024 09:33
good day to all (in some gtp languages) was created by bkt
good day to all (in some gtp languages)
Category: Off Topic and Test Posts
- stefan63

25 Dec 2024 09:02
Time to create page: 0.396 seconds