Search Results (Searched for: )
- B.Reilly01
- B.Reilly01
11 Jun 2024 14:42
Replied by B.Reilly01 on topic Automatic Toolchanger not storing tool data persistently and other errors
Automatic Toolchanger not storing tool data persistently and other errors
Category: Advanced Configuration
- PCW

11 Jun 2024 14:38 - 11 Jun 2024 14:40
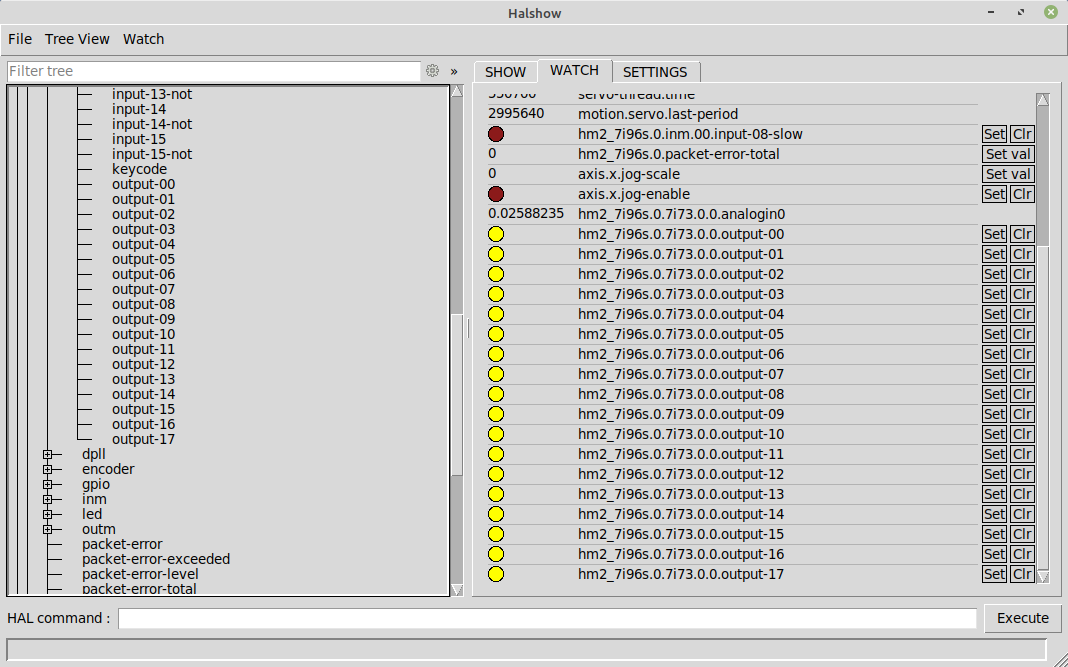
Replied by PCW on topic 7i73 seems to be correctly installed but not working
7i73 seems to be correctly installed but not working
Category: Driver Boards
- vibram
- vibram
11 Jun 2024 14:29
Replied by vibram on topic 7i73 seems to be correctly installed but not working
7i73 seems to be correctly installed but not working
Category: Driver Boards

- Grotius

11 Jun 2024 13:37
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- NiKau
- NiKau
11 Jun 2024 13:32
Diode Laser + Plasma Configuration (Probing and offset) was created by NiKau
Diode Laser + Plasma Configuration (Probing and offset)
Category: Plasma & Laser
- PCW
11 Jun 2024 13:31
Replied by PCW on topic 7i73 seems to be correctly installed but not working
7i73 seems to be correctly installed but not working
Category: Driver Boards
- Grotius
11 Jun 2024 13:30
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- vibram
- vibram
11 Jun 2024 13:22
7i73 seems to be correctly installed but not working was created by vibram
7i73 seems to be correctly installed but not working
Category: Driver Boards
- akg1904
- akg1904
11 Jun 2024 13:07
Replied by akg1904 on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions

- PCW
11 Jun 2024 13:04 - 11 Jun 2024 13:17
- rdtsc

11 Jun 2024 12:56
Replied by rdtsc on topic Mesa programming and relationship with HAL
Mesa programming and relationship with HAL
Category: HAL
- Aciera

11 Jun 2024 12:15 - 11 Jun 2024 13:06
- rodw

11 Jun 2024 11:41
Replied by rodw on topic LS iX7 Series Drives - Can these be added to the device list?
LS iX7 Series Drives - Can these be added to the device list?
Category: EtherCAT
- rodw
11 Jun 2024 11:38
Replied by rodw on topic LS iX7 Series Drives - Can these be added to the device list?
LS iX7 Series Drives - Can these be added to the device list?
Category: EtherCAT
- rodw
11 Jun 2024 11:31
Replied by rodw on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
Time to create page: 0.510 seconds