Search Results (Searched for: )
- emresensoy
- emresensoy
03 Dec 2025 17:44
Beckhoff EL2522 lcec xml file was created by emresensoy
Beckhoff EL2522 lcec xml file
Category: EtherCAT
- PCW

03 Dec 2025 17:19
Replied by PCW on topic MesaCT 2.1.8: Scale vs Encoder Scale
MesaCT 2.1.8: Scale vs Encoder Scale
Category: Configuration Tools
- CaliusOptimus
- CaliusOptimus
03 Dec 2025 16:59 - 03 Dec 2025 17:00
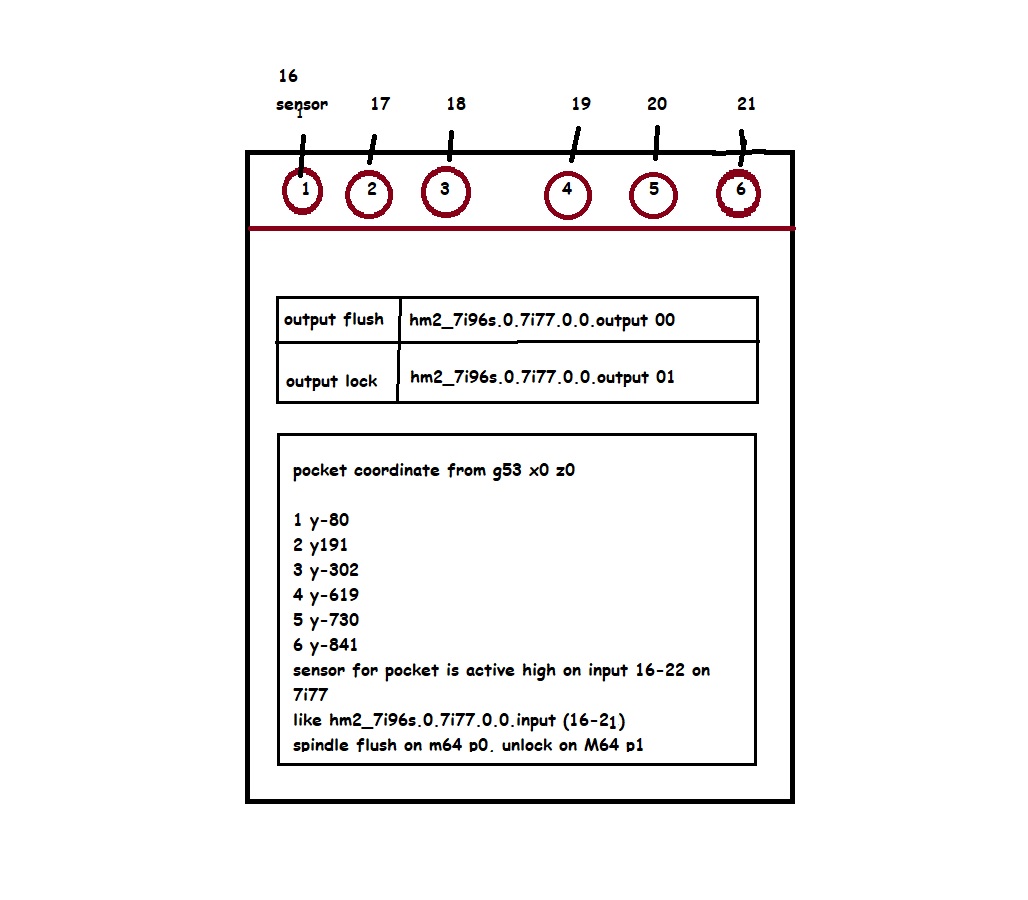
Replied by CaliusOptimus on topic Lathe project needs a turret
Lathe project needs a turret
Category: Turning
- Hakan
- Hakan
03 Dec 2025 14:57
Replied by Hakan on topic Long initialization of Ethercat on servo drive SV660N
Long initialization of Ethercat on servo drive SV660N
Category: EtherCAT
- ArthurG
- ArthurG
03 Dec 2025 13:59
Replied by ArthurG on topic Looking for freelancer to finish retrofit of K2 router
Looking for freelancer to finish retrofit of K2 router
Category: User Exchange
- HaroldHarvey
- HaroldHarvey
03 Dec 2025 11:00 - 20 Dec 2025 08:30
Replied by HaroldHarvey on topic SmartSerial on cheap ESP32-8ch-Relais Card
SmartSerial on cheap ESP32-8ch-Relais Card
Category: Driver Boards
- hdhedhu
- hdhedhu
03 Dec 2025 10:42
Replied by hdhedhu on topic Long initialization of Ethercat on servo drive SV660N
Long initialization of Ethercat on servo drive SV660N
Category: EtherCAT
- Masiwood123

03 Dec 2025 09:53
Replied by Masiwood123 on topic beta bulleri for retrofit?
beta bulleri for retrofit?
Category: CNC Machines
- rodw

03 Dec 2025 09:27
Replied by rodw on topic Reduce read-all timing 7i76e + 7i77
Reduce read-all timing 7i76e + 7i77
Category: Advanced Configuration
- Aciera

03 Dec 2025 08:30
Replied by Aciera on topic Ursviken Pullmax Optima 130 press brake retrofit with 4 axis backgage
Ursviken Pullmax Optima 130 press brake retrofit with 4 axis backgage
Category: Show Your Stuff
- unknown
- unknown
03 Dec 2025 08:17
Replied by unknown on topic Linuxcnc Image for Raspberry Pi 3
Linuxcnc Image for Raspberry Pi 3
Category: General LinuxCNC Questions
- masawee
- masawee
03 Dec 2025 07:54
- Aciera
03 Dec 2025 07:51
Replied by Aciera on topic Test to check if I can submit a post
Test to check if I can submit a post
Category: Off Topic and Test Posts
- masawee
- masawee
03 Dec 2025 07:35
Replied by masawee on topic Linuxcnc Image for Raspberry Pi 3
Linuxcnc Image for Raspberry Pi 3
Category: General LinuxCNC Questions
- masawee
- masawee
03 Dec 2025 07:29
Replied by masawee on topic Linuxcnc Image for Raspberry Pi 3
Linuxcnc Image for Raspberry Pi 3
Category: General LinuxCNC Questions
Time to create page: 0.390 seconds