Search Results (Searched for: 7i77 spindle)
Yesterday 00:57
Replied by Peakcounter on topic Mill Project, Looking for driver Board advice
Mill Project, Looking for driver Board advice
Category: Driver Boards
01 May 2024 18:36
Replied by NT4Boy on topic Mesa 7i95t and 7i83 Analogue servo card
Mesa 7i95t and 7i83 Analogue servo card
Category: Basic Configuration

19 Apr 2024 07:38
Replied by RotarySMP on topic Advise on new lathe project
Advise on new lathe project
Category: Turning
")

03 Apr 2024 14:09

01 Apr 2024 14:24 - 01 Apr 2024 14:26

01 Apr 2024 12:00
01 Apr 2024 11:24
01 Apr 2024 01:03
31 Mar 2024 22:59
27 Feb 2024 17:03
Replied by NT4Boy on topic Hurco KMB-1 Retrofit options
Hurco KMB-1 Retrofit options
Category: Milling Machines

24 Feb 2024 14:32 - 24 Feb 2024 14:34
23 Feb 2024 19:16
22 Feb 2024 15:30
Replied by B.Reilly01 on topic Hurco KMB-1 Retrofit options
Hurco KMB-1 Retrofit options
Category: Milling Machines
18 Feb 2024 22:32
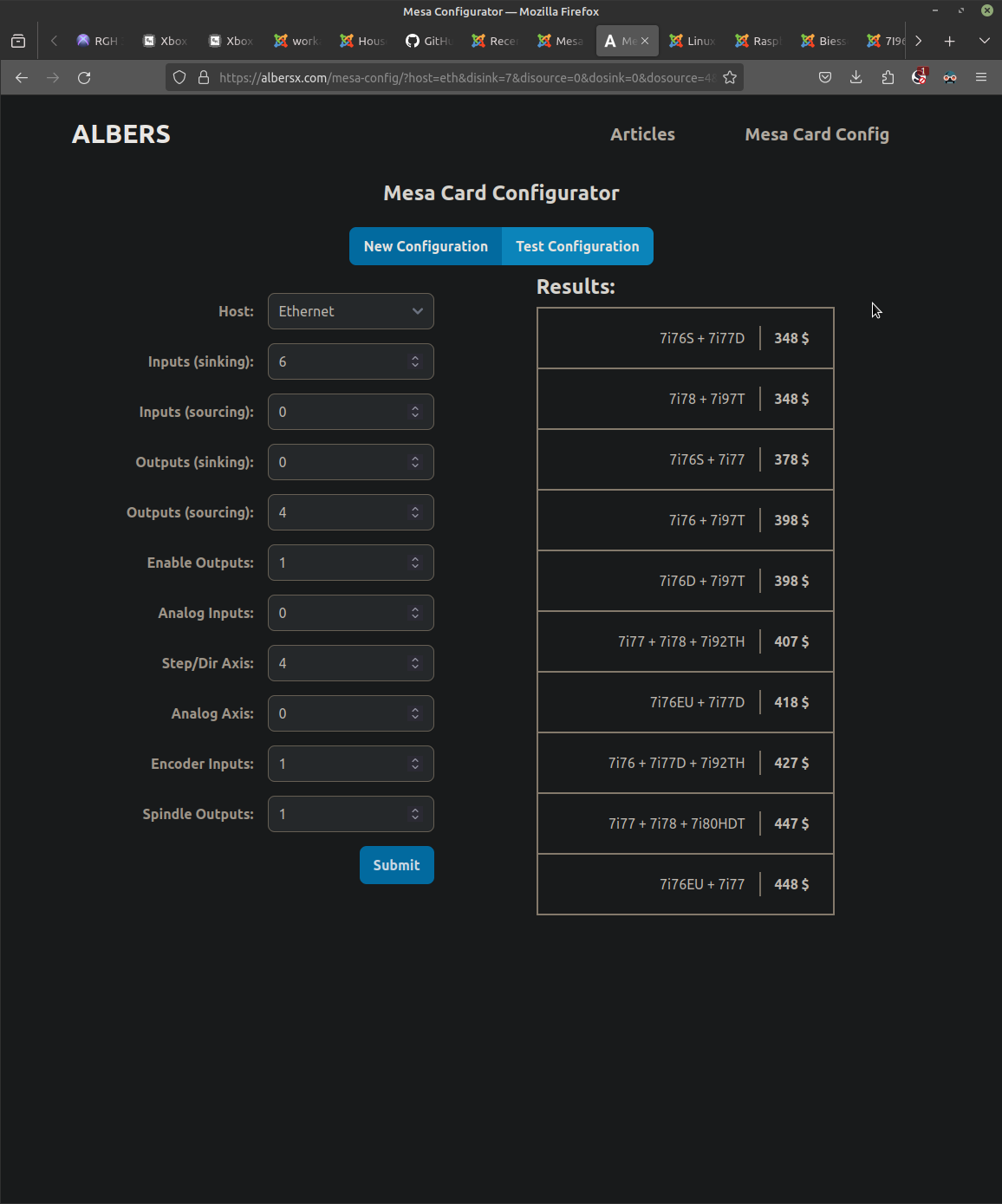
Replied by tommylight on topic Mesa Card Combination Tool
Mesa Card Combination Tool
Category: Driver Boards
18 Feb 2024 20:58
Replied by tommylight on topic Mesa Card Combination Tool
Mesa Card Combination Tool
Category: Driver Boards
Time to create page: 0.925 seconds