Search Results (Searched for: )
- Tim Bee
- Tim Bee
13 Jul 2025 06:58
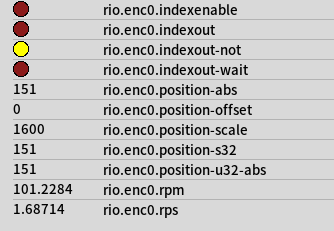
Replied by Tim Bee on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- jimmyrig
- jimmyrig
13 Jul 2025 06:02
Replied by jimmyrig on topic 5 axis milling machine with 7i96s
5 axis milling machine with 7i96s
Category: Driver Boards
- GeckoWorks
- GeckoWorks
13 Jul 2025 04:40 - 13 Jul 2025 11:31
Replied by GeckoWorks on topic Used Laptops tested with LinuxCNC and Mesa Ethernet boards
Used Laptops tested with LinuxCNC and Mesa Ethernet boards
Category: Computers and Hardware
- tivoi

13 Jul 2025 04:38
Replied by tivoi on topic poor surface quality
poor surface quality
Category: General LinuxCNC Questions
- GeckoWorks
- GeckoWorks
13 Jul 2025 04:35 - 13 Jul 2025 11:23
Replied by GeckoWorks on topic Used Laptops tested with LinuxCNC and Mesa Ethernet boards
Used Laptops tested with LinuxCNC and Mesa Ethernet boards
Category: Computers and Hardware
- pippin88
- pippin88
13 Jul 2025 03:42
Replied by pippin88 on topic Running two LinuxCNC instances in parallel
Running two LinuxCNC instances in parallel
Category: General LinuxCNC Questions
- PCW

13 Jul 2025 03:13
Replied by PCW on topic Y axis A slave help request
Y axis A slave help request
Category: General LinuxCNC Questions
- jimmyrig
- jimmyrig
13 Jul 2025 02:54
Replied by jimmyrig on topic Trouble with LinuxCNC and Gantry stepper motor setup.
Trouble with LinuxCNC and Gantry stepper motor setup.
Category: Computers and Hardware
- tommylight

13 Jul 2025 02:53
Replied by tommylight on topic Y axis A slave help request
Y axis A slave help request
Category: General LinuxCNC Questions
- tommylight
13 Jul 2025 02:50
Replied by tommylight on topic Running two LinuxCNC instances in parallel
Running two LinuxCNC instances in parallel
Category: General LinuxCNC Questions
- PCW
13 Jul 2025 02:47
Replied by PCW on topic Y axis A slave help request
Y axis A slave help request
Category: General LinuxCNC Questions
- Fusseldieb

13 Jul 2025 02:00 - 13 Jul 2025 02:06
Replied by Fusseldieb on topic Running two LinuxCNC instances in parallel
Running two LinuxCNC instances in parallel
Category: General LinuxCNC Questions
- Quarter20
- Quarter20
13 Jul 2025 01:48
Y axis A slave help request was created by Quarter20
Y axis A slave help request
Category: General LinuxCNC Questions
- tommylight
13 Jul 2025 01:35
Replied by tommylight on topic Running two LinuxCNC instances in parallel
Running two LinuxCNC instances in parallel
Category: General LinuxCNC Questions
- Fusseldieb
13 Jul 2025 01:10 - 13 Jul 2025 01:12
Running two LinuxCNC instances in parallel was created by Fusseldieb
Running two LinuxCNC instances in parallel
Category: General LinuxCNC Questions
Time to create page: 1.694 seconds