Search Results (Searched for: )
- Aciera

Yesterday 17:29
Replied by Aciera on topic How many uncoordinated axis can linuxcnc drive?
How many uncoordinated axis can linuxcnc drive?
Category: General LinuxCNC Questions
- Hakan
- Hakan
Yesterday 16:53
Replied by Hakan on topic Weird rotary axis movement
Weird rotary axis movement
Category: General LinuxCNC Questions
- meister
- meister
Yesterday 13:48
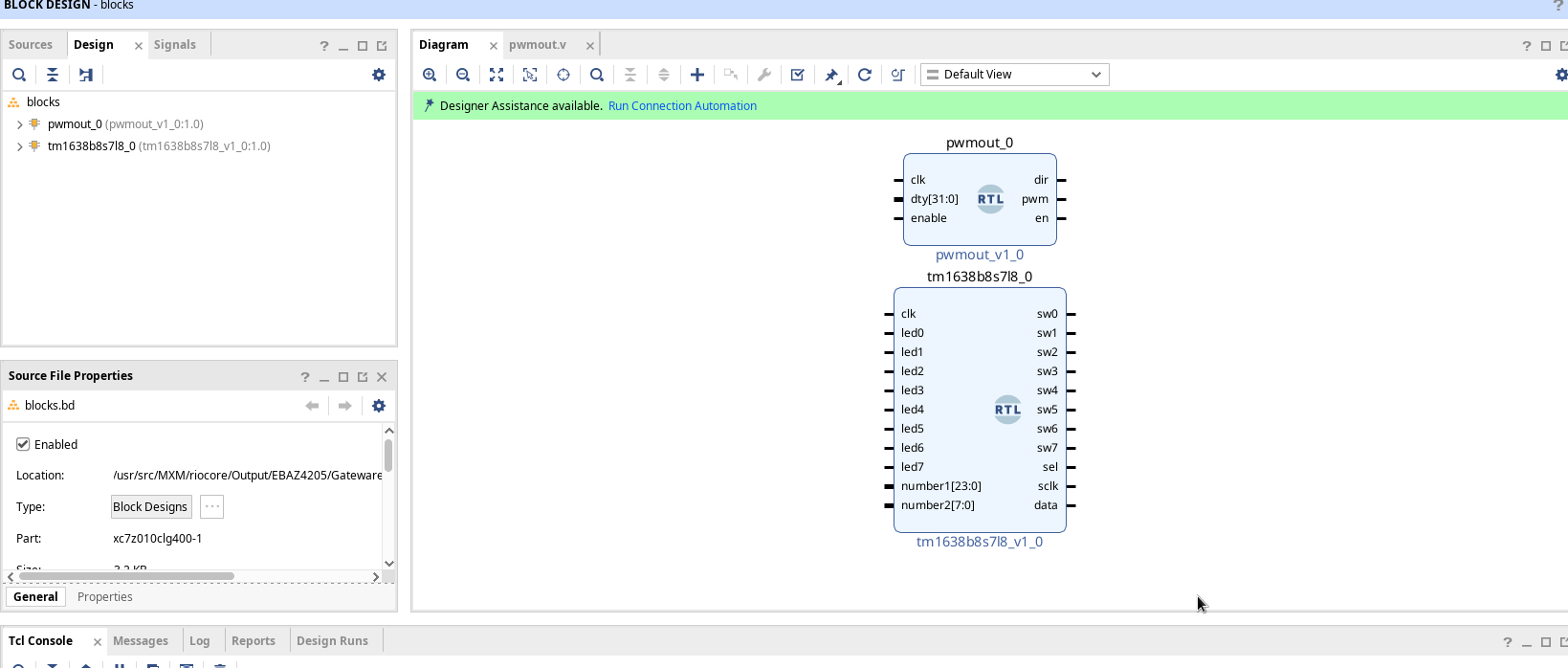
Replied by meister on topic Xilinx Zynq 7010 fpga crypto windfall boards
Xilinx Zynq 7010 fpga crypto windfall boards
Category: Driver Boards
- Todd Zuercher

Yesterday 13:30
Replied by Todd Zuercher on topic Weird rotary axis movement
Weird rotary axis movement
Category: General LinuxCNC Questions
- PCW

Yesterday 13:15 - Yesterday 20:56
Replied by PCW on topic 5 axis milling machine with 7i96s
5 axis milling machine with 7i96s
Category: Driver Boards
- meister
- meister
Yesterday 12:57
Replied by meister on topic Xilinx Zynq 7010 fpga crypto windfall boards
Xilinx Zynq 7010 fpga crypto windfall boards
Category: Driver Boards
")
- meister
- meister
Yesterday 12:56
Replied by meister on topic Xilinx Zynq 7010 fpga crypto windfall boards
Xilinx Zynq 7010 fpga crypto windfall boards
Category: Driver Boards
- PCW
Yesterday 12:47
Replied by PCW on topic Esab Ultrarex UXD-P2000 Upgrade Project
Esab Ultrarex UXD-P2000 Upgrade Project
Category: Plasma & Laser
- meister
- meister
Yesterday 12:41
Replied by meister on topic Xilinx Zynq 7010 fpga crypto windfall boards
Xilinx Zynq 7010 fpga crypto windfall boards
Category: Driver Boards
- Esaber
- Esaber
Yesterday 11:44
Replied by Esaber on topic Esab Ultrarex UXD-P2000 Upgrade Project
Esab Ultrarex UXD-P2000 Upgrade Project
Category: Plasma & Laser
- DMNZ
- DMNZ
Yesterday 11:43
Replied by DMNZ on topic Xilinx Zynq 7010 fpga crypto windfall boards
Xilinx Zynq 7010 fpga crypto windfall boards
Category: Driver Boards
- vformi
- vformi
Yesterday 08:17
Replied by vformi on topic Retrofit - LinuxCNC + EtherCAT
Retrofit - LinuxCNC + EtherCAT
Category: EtherCAT
- jimmyrig
- jimmyrig
Yesterday 07:24
Replied by jimmyrig on topic How many uncoordinated axis can linuxcnc drive?
How many uncoordinated axis can linuxcnc drive?
Category: General LinuxCNC Questions
- Gautham
- Gautham
Yesterday 07:08
Replied by Gautham on topic 5 axis milling machine with 7i96s
5 axis milling machine with 7i96s
Category: Driver Boards
- Gautham
- Gautham
Yesterday 06:00
5 axis milling machine with 7i96s was created by Gautham
5 axis milling machine with 7i96s
Category: Driver Boards
Time to create page: 1.603 seconds